

Токарный станок 1м63 дип 300 технические характеристики
ДИП-300 станок токарно-винторезный универсальный
схемы, описание, характеристики, паспорт

Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модель 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка 1М63Н – последней модели серии ДИП-300.
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП-300, ДИП-400, ДИП-500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару – сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
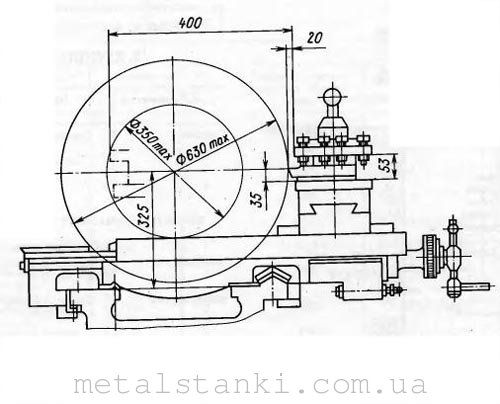
Габаритные размеры рабочего пространства станка ДИП-300 (1д63а)

Габариты рабочего пространства станка ДИП-300 (1д63а)
Посадочные и присоединительные базы токарного станка ДИП-300 (1д63а)

Эскиз конца шпинделя станка ДИП-300 (1д63а)

Станина токарно-винторезного станка ДИП-300 (1д63а)
Общий вид токарно-винторезного станка ДИП-300 (1д63а)
Фото токарно-винторезного станка ДИП-300 (1д63а)

Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)

Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)

Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
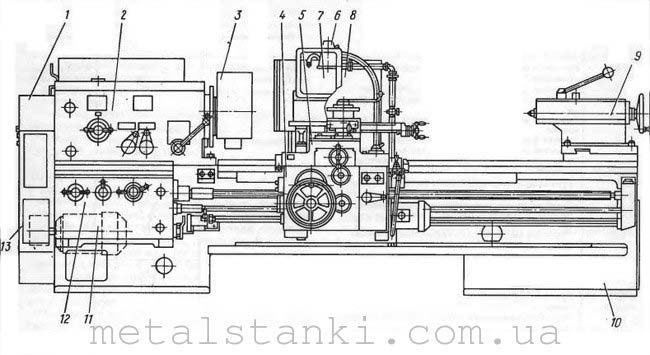
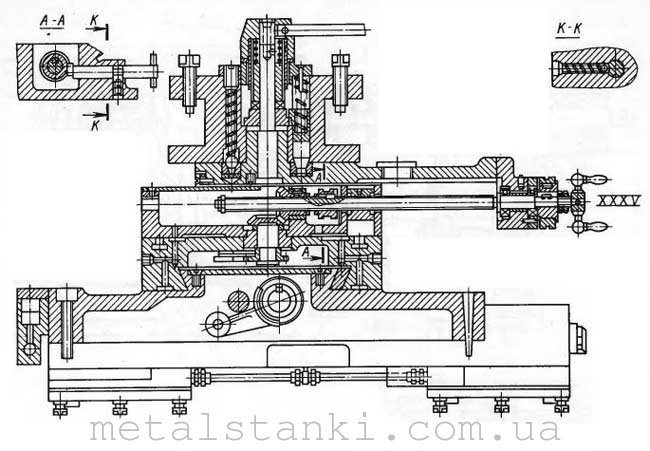
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)

Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Спецификация органов управления токарно-винторезным станком ДИП-300 (1д63а)
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
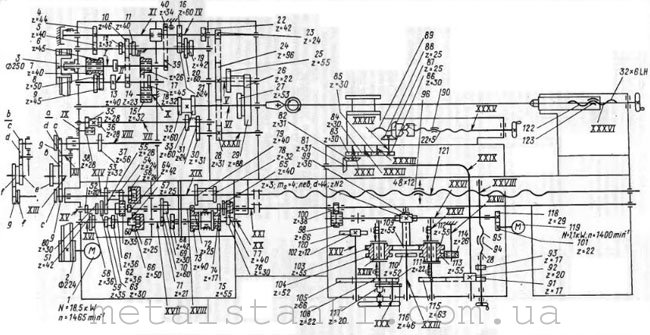
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а)

Кинематическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)

Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
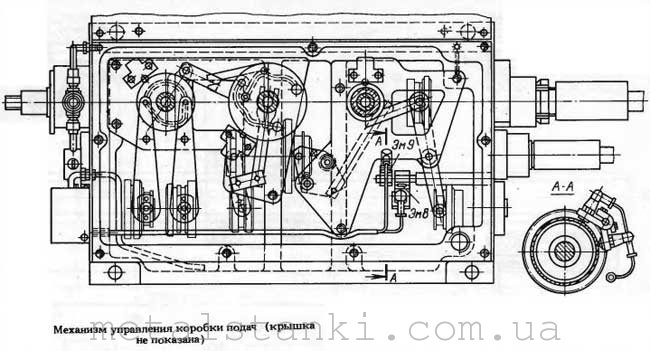
Управление токарно-винторезным станком ДИП-300 (1д63а)
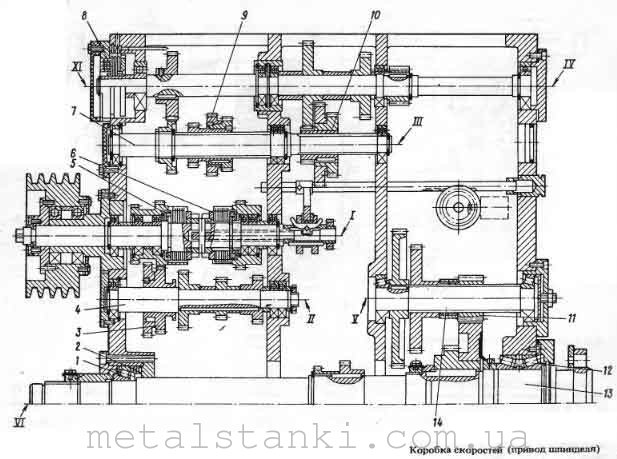
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на – глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Токарно-винторезный станок 1М63 (Дип 300)
Вы здесь
Оглавление

Общие сведения
Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
Устройство токарного станка 1М63 (Дип 300)
Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
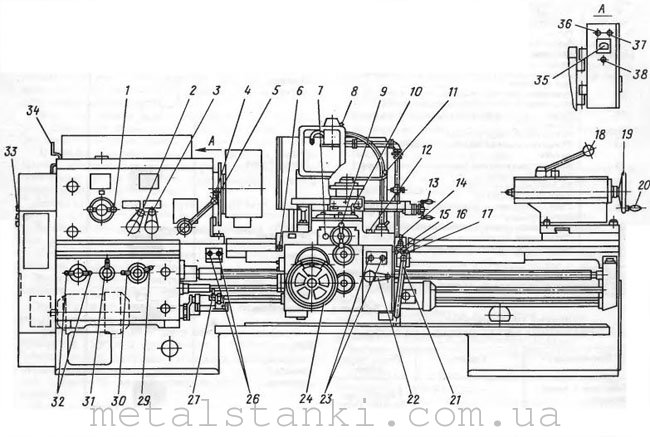
Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11. Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа – аварийная.
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном – по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)
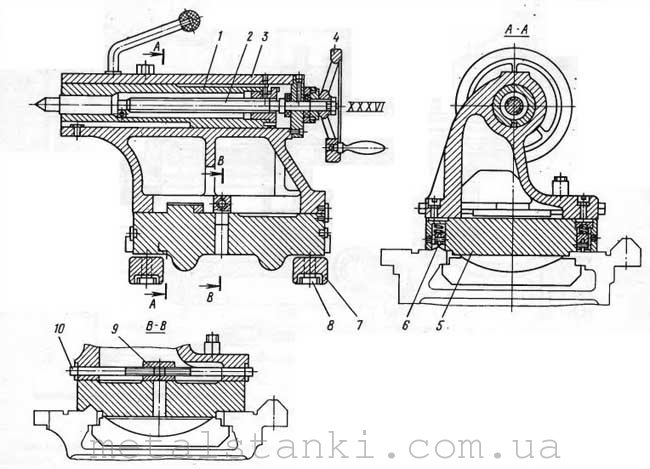
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)
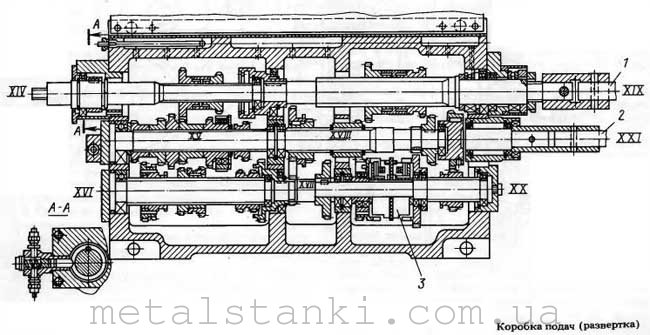
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)
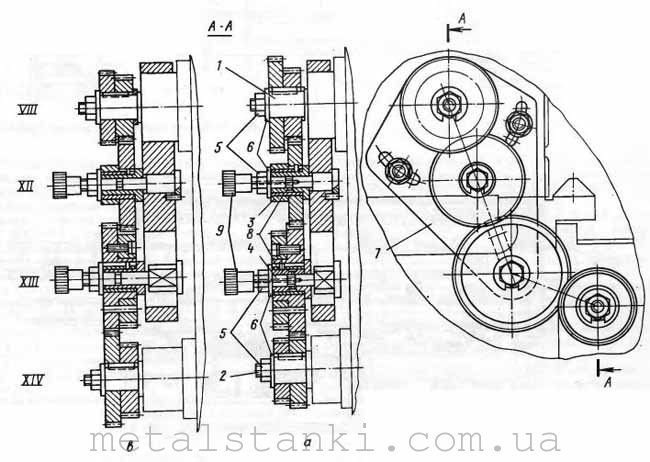
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Токарный станок ДИП-300
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
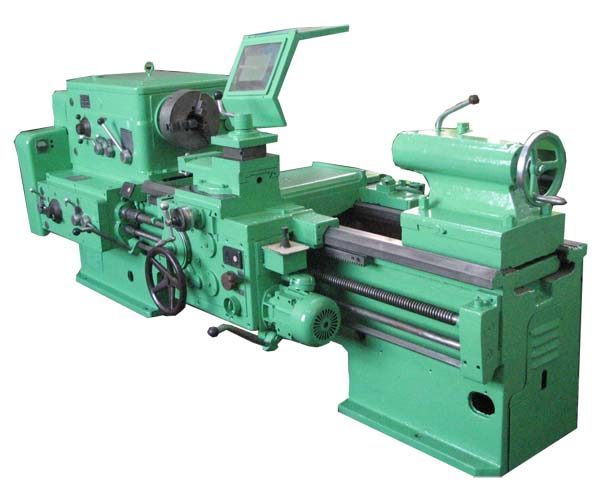
Общий вид ДИП-300
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.

Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
— расстояние от основания до центров — 315 мм;
— допустимая масса обрабатываемого объекта — 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений — 220 мм;
— наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
— скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
— наибольшее смещение пиноли задней бабки — 240 мм;
— перемещение пиноли за один оборот колеса — 6 мм;
— масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.

Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
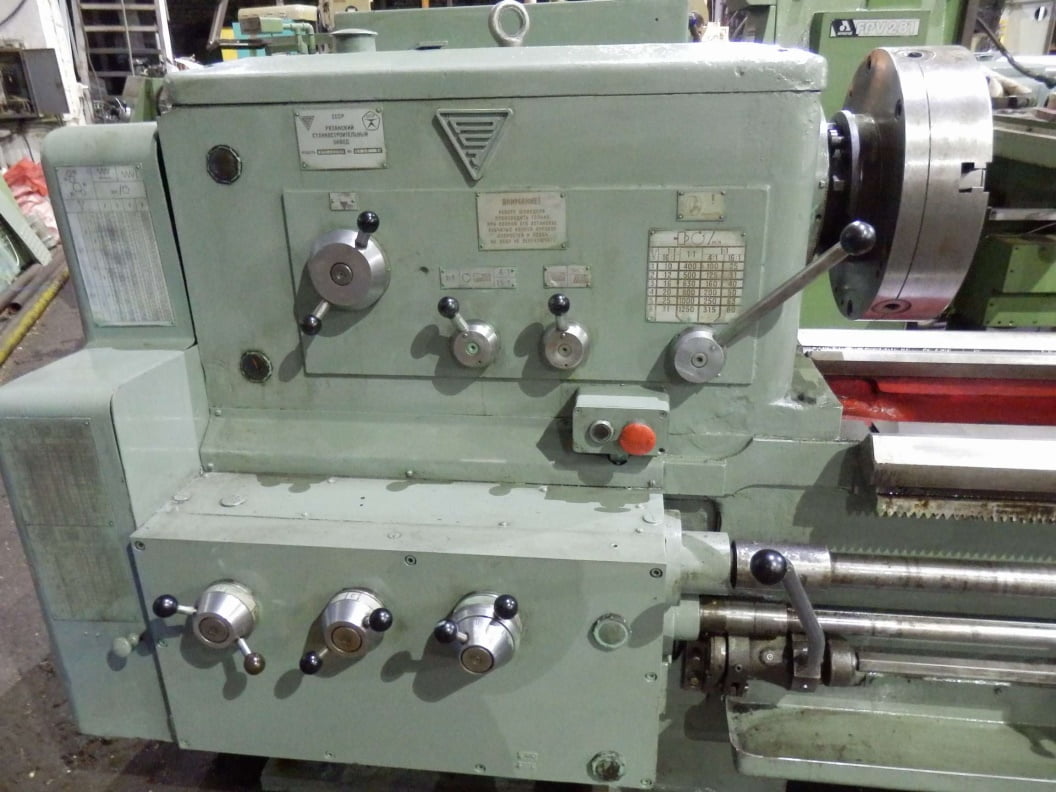
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
Схема электрическая
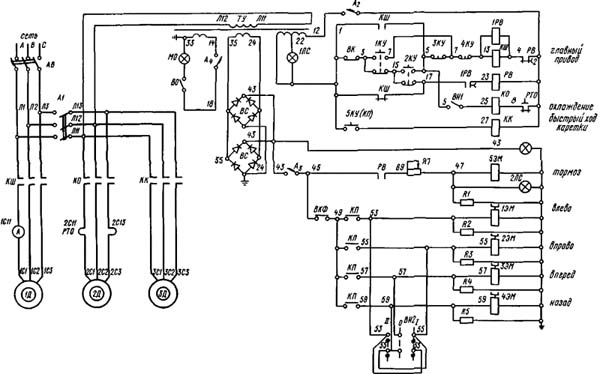
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов. Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства. Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
Токарно-винторезный станок ДИП-300
История проектирования
Первоначальная версия токарно-винторезного станка ДИП-300 была разработана еще в 1932 году. Главным его предназначением в то время была обработка деревянных заготовок, немного позднее обновленную модификацию можно было уже использовать для обработки металлических изделий. Следует отметить, что высокие темпы развития машиностроительной отрасли в послереволюционный период, обусловленные стремительным техническим прогрессом в Европе, привели к изобретению уникального на то время станка, который опередил по всем техническим характеристикам образцы западных аналогов подобного типа. Сокращенное название расшифровывается довольно просто: «Догнать и перегнать». Количественные показатели, используемые в маркировке названия, характеризуют параметры высоты центров. Отличные технические характеристики позволили к 1940 году именно этим моделям ДИП-300 и ДИП-500 получить широкое распространение в большинстве производственных цехов по всей территории страны.
Станки, произведенные на Рязанском станкостроительном заводе, серии ДИП-300, по мере модернизаций получили маркировку 1М63.
Технические характеристики
Токарно-винторезный станок ДИП-300 принадлежит к группе средних токарных станков, точность обработки которого соответствует классу «Н», что означает «нормальная точность», т.е. допускаемая величина прямолинейности движения узлов составляет не более 10 мкм. Максимальное допустимое значение диаметра обрабатываемой заготовки над станиной не может превышать 63 см, над суппортом – 35 см. Максимальный вес детали, подвергаемой обработке – до 2000 кг. Оборудование оснащено тремя электродвигателями. Возможное продольное направление передвижения суппорта осуществляется на максимальную длину в 136 см, поперечное перемещение ограничивается расстоянием в 40 см. Общая масса составляет 4400 кг.

Скачать паспорт ДИП-300
Назначение и применение
Использование сверхпрочных резцов, произведенных из быстрорежущей стали делало данный токарный станок идеальным для резания заготовок из цветных и черных металлов. Автоматическое передвижение станины обеспечивает возможность сверхточной обработки внутренних и внешних поверхностей, деталей конусообразной формы разной длины. Токарный станок разработан специально для профессиональной работы с торцевыми поверхностями заготовок различных форм, таких как цилиндр и конус.
Основные узлы
Токарно-винторезный станок состоит из следующих основных компонентов:
• Электродвигатель;
• Станина;
• Сменные шестерни;
• Передняя и задняя бабки;
• Ограждения патрона;
• Суппорт (характерной особенностью является возможность перемещения как в продольном, так и поперечном направлении);
• Фартук;
• Коробка подач (используется при точении заготовок с формой разной степенью сложности, нарезания различных типов резьбы);
• Защитный кожух.

