

Токарный станок с чпу 16а20
16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ)
описание, схемы, характеристики

Сведения о производителе токарного станка с ЧПУ 16А20Ф3
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе “Красный пролетарий” им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП – Догнать И Перегнать), где 200, 300, 400, 500 – высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) – один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Назначение и область применения
Токарный cтанок 16А20Ф3 предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Токарный станок 16А20Ф3 сконструирован на базе токарно-винторезного станка 16К20Ф3, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована конструкция станков.
Устройство ЧПУ станка (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СNС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Станки 16А20Ф3 могут комплектоваться съемными инструментальными головками с 6, 8 и 12 – позиционными резцедержателями с горизонтальной осью поворота.
Особенности конструкции:
- высокопрочная станина, выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Область применения: Мелкосерийное серийное производство.
Класс точности П по ГОСТ 8—82.
Вид климатического исполнения по ГОСТ15150—69: УХЛ4.
Обозначение в зависимости от оснащения УЧПУ станок токарный патронно-центровой с ЧПУ мод. 16А20Ф3СХХ, где XX — принятый на заводе дополнительный индекс, например 15 – УЧПУ МС2101, 32-УЧПУ 2Р22, 39 — «Электроника НЦ-31» и т. д.
- 16А20Ф3С15 — исполнение станка с УЧПУ МС2101
- 16А20Ф3С19 — исполнение станка с УЧПУ 2У22-62
- 16А20Ф3С32 — исполнение станка с УЧПУ 2Р22
- 16А20Ф3С39 — исполнение станка с УЧПУ Электроника НЦ-31
- 16А20Ф3С40 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С43 — исполнение станка с УЧПУ МС2109
- 16А20Ф3С47 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С49 — исполнение станка с УЧПУ NC-200
В зависимости от заказа станки поставляются с основанием под транспортер стружкоудаления и комплектуются транспортером или с основанием без окна для транспортера стружкоудаления и не комплектуются транспортером.
Карта возможностей станка 16А20Ф3 с шестипозиционной револьверной головкой

Карта возможностей станка 16А20Ф3 с 6- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
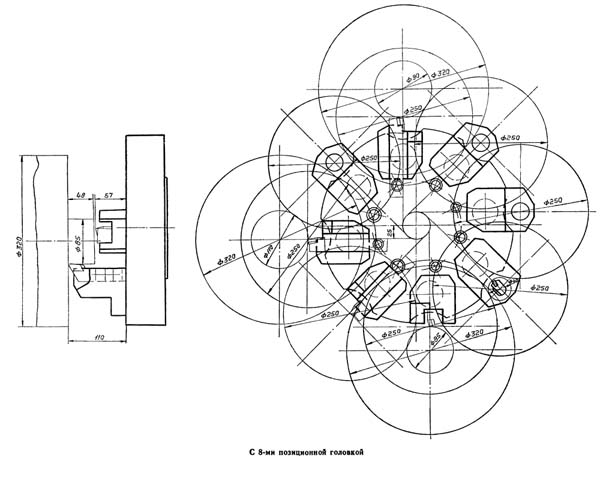
Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с двенадцатипозиционной револьверной головкой УГ9325

Карта возможностей станка 16А20Ф3 с 12- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с инструментальным диском УГ0103.452000.000 и восьмипозиционной револьверной головкой УГ9328

Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой УГ9328
16А20Ф3 – востребованный разными предприятиями токарно-винторезный станок
Токарно-винторезный станок 16А20Ф3 предназначен для обработки внутренних и наружных поверхностей деталей, имеющих криволинейный либо ступенчатый профиль в сечении оси.
1 Токарный станок 16А20Ф3 – основные сведения
Агрегат рекомендован для серийного и мелкосерийного производства, он имеет целый ряд особенностей, обеспечивающих удобство его эксплуатации и эффективность работ, выполняемых на нем:
- шпиндель высокой точности, который дает возможность обрабатывать заготовки из прутков: отверстие шпинделя имеет диаметр 55 мм, область обработки детали оснащается револьверной головкой или линейной накладкой, по желанию заказчика отверстие может быть увеличено до 64 мм;
- станина высокой прочности: изготовлена из серого чугуна СЧ20 методом литья, гарантирует уникальную точность выполнения рабочих операций и продолжительное время службы агрегата за счет наличия термически упрочненных направляющих (обязательной является процедура шлифования металла, который идет на их изготовление);
- превосходная защита шарико-винтового механизма станка: обеспечивает стабильное и длительно функционирование узлов перемещения по Z и Х-координатам;
- привод движения (главного) со шпиндельной бабкой и основным двигателем мощностью 11 кВт.

Описываемый токарно-винторезный станок способен обрабатывать детали длиной до 100 см и диаметром до 40 см, его блок ЧПУ (замкнутый, разомкнутый либо типа СNС) позволяет выполнять:
- изменение показателей подач;
- движение формообразования;
- индексацию по заданной программе нарезания резьбы и резцовой головки;
- изменение частот вращения шпинделя.
К стандартной комплектации станка нередко добавляются (по желанию покупателя) инструментальные съемные головки, разные типы ЧПУ в таком техническом решении, которое дает возможность осуществлять их интеграцию в существующие модули производства заводов.

Также можно заказать токарный агрегат в специализированном либо специальном исполнении, например, с основанием, предназначенным для наладки его под работу с транспортером стружкоудаления.
Револьверная головка на данном станке может иметь три типа:
- стандартный шестипозиционный;
- УГ9326 восьмипозиционный;
- УГД9325 двенадцатипозиционный.
Допускается монтировать на описываемый механизм электроприводы и числовые программные комплексы разных производителей, включая и зарубежных.
2 Основные технические характеристики станка
Официальное описание 16А20Ф3 (паспорт) указывает следующие важные техпараметры станка:
- сечение отверстия в шпинделе – 55 мм;
- ЧПУ-система – 2Р22;
- максимальная длина детали, которую можно обрабатывать 6, 8 и 12-позиционной головкой, соответственно – 900, 750, 850 мм;
- максимальный диаметр детали над суппортом – 200 мм,
- количество оборотов шпинделя – от 20 до 2500 в минуту;
- конец шпинделя – 6К (согласно Госстандарту 12593-72);
- диапазон задаваемых вручную скоростей шпинделя – от 20 до 345 оборотов в минуту (для первого ряда), от 60 до 1000 (для второго), от 145 до 2500 (для третьего);
- максимальный крутящий момент – 800 Нм;
- диапазон скоростей (указывается в мм/мин): для поперечных подач – от 5 до 1000, для продольных – от 10 до 2000;
- высота резца – 25 мм;
- граничные значения шагов резьб, которые можно нарезать на станке – от 0,25 до 40 мм;
- максимально возможное передвижение суппорта: поперечное – 210 мм, продольное – 905;
- вес токарно-винторезной установки с учетом смонтированной ЧПУ – 4150 кг;
- габариты – 3700 мм (длина), 3000 мм (ширина), 2100 мм (высота).

Характеристики электрооборудования агрегата:
- номинальный момент (крутящий): двигатель поперечных подач – 17 Нм, продольных – 23 Нм;
- мощность электродвигателей (в кВт/об/мин): инструментальной головки – 0,37/1365, станции смазки бабки шпиндельной – 0,27/1450, смазки каретки – 0,18/1400, насоса охлаждения – 0,12/2800, главного привода – 11/1500.

Общая мощность станка составляет 24 кВт, а на мощность всех двигателей, установленных на него, приходится 21,4 кВт.
3 Особенности кинематики устройства главного движения станка
Шпиндельная бабка, монтируемая на агрегат, характеризуется тремя диапазонами, соотношения которых могут быть следующими:
Все они переключаются вручную.
Положение оси бабки регулируется также в ручном режиме при помощи двух винтов. Смазка бабки выполняется от установленной на основании агрегата специальной станции смазки, имеющей собственный электродвигатель. Имеющийся датчик нарезания резьбы позволяет производить на шпиндельной бабке процесс резьбонарезания.
Шпиндель установки размещается в однорядном и двухрядном коническом подшипниках. В процессе использования станка их регулировку выполнять нет необходимости, так как данная процедура осуществляется на комбинате-производителе.

Приводом движения (главного) в описываемом нами токарном агрегате выступает асинхронный частотнорегулируемый двигатель. Передача вращения от него на шпиндельную бабку (а именно на ее передний вал) обеспечивается ремнем поликлинового типа 2240Л20, передаточное отношение коего составляет 115:257.
На основании станка, которое является, по сути, жесткой отливкой, монтируется электродвигатель, станина, станции смазки бабки и направляющих каретки. Имеются агрегаты с основаниями двух разных видов:
- Без окна для удаления стружки: такой вариант основания представляет собой отсек, разделенный в средней своей части вертикальной сплошной перегородкой. В данном случае отделение в правой нижней части выполняет функцию резервуара стружки, в средней части – сборника стружки. А справа (сзади от основания) монтируется насос.
- С окном, по которому стружка сходит. При такой конструкции с правой стороны монтируется транспортер для удаления стружки.

Станина установки для выполнения токарно-винторезных работ, на которой размещают заднюю и шпиндельную бабку, привод продольной подачи и каретку, выполнена в коробчатой форме. На ней предусмотрены поперечные ребра (профиль – П-образный), а также шлифованные направляющие, прошедшие процедуру закалки металла.
Передняя направляющая при этом изготовлена в виде призмы с разными по размерам боками, что позволяет смонтировать на ней каретку. Задняя направляющая имеет плоскую форму. Задняя бабка устанавливается на передней направляющей по плоскости и по призматической (малой задней) направляющей.
4 Конструкция приводов продольного и поперечного перемещения
Привод перемещения деталей в поперечном направлении состоит из:
- опоры винта;
- передачи шарикового принципа действия;
- датчика связи (он посредством муфт соединяется с винтом);
- винт-гайки качения;
- двигателя (он может быть асинхронным либо постоянного тока).

Если станок работает с асинхронным двигателем, в его конструкции имеется возможность добавочной передачи на валик управления суппортом при консервации и проведении обслуживающих работ агрегата, находящегося в выключенном состоянии. В остальных случаях суппорт передвигается за головку винта с применением ключа.
Привод перемещения деталей в продольном направлении включает в свой состав те же самые узлы, что и рассмотренный выше привод. Никаких конструктивных отличий между ними не предусмотрено.
Токарный с ЧПУ 16А20Ф3
Токарный станок с ЧПУ 16А20Ф3
Токарный станок с ЧПУ 16А20Ф3 предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Область применения станка: мелкосерийное и серийное производство.
Токарный станок с ЧПУ 16А20Ф3 не превышает следующие показатели по точности: отклонение от цилиндричности 7 мк, конусность 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мк.
Токарный станок с ЧПУ 16А20Ф3 обладает высокопрочной чугунной станиной с термообработанными шлифованными направляющими. Это обеспечивает длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку, обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием диаметром 55 мм позволяет обрабатывать детали из пруткового материала. Зона обработки оснащена 8-ми позиционной револьверной головкой. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок оснащен системой ЧПУ НС-31.
Буквенно-цифирный индекс станка 16А20Ф3 обозначает следующее: цифра 1 – это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква А – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ – числового программного управления.
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Токарный станок с ЧПУ 16А20Ф3 имеет массивное основание с окном для схода стружки и проем для установки транспортера стружки. Станина имеет коробчатую форму с поперечными ребрами П-образной формы и закаленные шлифованные направляющие. На станине установлены шпиндельная бабка, каретка, привод продольной и поперечной подач, задняя бабка.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16А20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
Токарный станок с ЧПУ 16А20Ф3 сегодня
Токарный станок с ЧПУ 16А20Ф3 выпускался на московском заводе “Красный пролетарий”, который на сегодняшний день прекратил своё существование. Тем не менее, им на смену пришли станки более современной конструкции, оснащённые современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для токарного станка, выпущенного на современном станкозаводе, на сегодняшний день скорее правило. При этом цены на современные станки вполне сопоставимы с ценами на станки старой “советской” конструкции.
Ввиду прекращения выпуска токарного станка с ЧПУ 16А20Ф3, приобретение нового станка с именно таким обозначением невозможно. При этом на рынке достаточно много предложений по станкам 16А20Ф3 после капитального ремонта и модернизации. Как правило, со станков снимается вся электрика и устанавливается новая система ЧПУ NC-210 компании БалтСистем (Санкт-Петербург) и новые привода. Итоговая цена зависит как от первоначального состояния станка, так и от объёма и качества работ и конечной комплектации. Разброс цен на токарный станок с ЧПУ 16А20Ф3 после ремонта и модернизации лежит в пределах 1-1,5 миллиона рублей. Вместе с тем мы настоятельно рекомендуем обратить ваше внимание на значительно более современные станки европейского производства, цена которых сопоставима с ценой токарного станка с ЧПУ 16А20Ф3 устаревшей конструкции.
В нашем каталоге токарных станков представлены токарно-винторезные станки TRENS производства Словакии. Обладая современной конструкцией и лучшими немецкими комплектующими в сочетании с относительно невысокой для такого уровня станков ценой, токарно-винторезные станки TRENS являются одним из лучших предложений по соотношению цена / качество.
Самый популярный станок с ЧПУ в крупных цехах и мастерских – токарный 16А20Ф3
Токарные станки с числовым программным управлением 16А20Ф3 отличаются многофункциональностью и высокой производительностью. Они обтачивают средние по размеру детали, производя наружную и внутреннюю обработку сложного профиля. С момента начала их выпуска и до настоящего времени модель 16А20Ф3 является одной из востребованных.

Сведения о производителе
Возле мастерской в Замоскворечье братья Бромлей в 1857 году начали строительство механического завода. Первой его продукцией топоры, серпы и другие инструменты для крестьян. В 1864 году братья приобрели новый участок и стали оформлять разрешение на строительство новых зданий цехов.
В 1870 и 1872 году строгальные и сверлильные станки из Замоскворечья получили золотые медали на Московской промышленной выставке. Паровая машина тройного расширения была награждена Большой золотой медалью на международной выставке в Париже.
В 1918 году завод национализировали и провели модернизацию. С 1922 года завод полностью переходит на выпуск металлорежущих станков. В 1971 году были выпущены первые станки серии 16К20. После реконструкции завода, в 1973 года стали выпускать 16А20Ф3 с ЧПУ.
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.
Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Расположение составных частей
Шарико-винтовые пары осей X и Z имеют повышенный ресурс работы за счет надежной защиты узлов. Шпиндель высокоточный, с отверстием 55 мм и 64 мм.
На станине имеется транспортер удаления стружки. Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.

Слева над станиной в корпусе размещается коробка скоростей, шпиндельная бабка. Патрон установлен механизированный, имеющий свой электрический привод. Задняя бабка располагается на направляющих станины. Пиноль приводится в движение электромеханическим приводом. Пульт управления станком кнопочный. Он располагается на кронштейне и легко меняет свое положение.
Расположение органов управления
На передней бабке вверху располагается панель управления станка. Ниже рукоятка для установки частоты вращения шпинделя. Рукоятка для ручного перемещения поперечного суппорта расположена на его корпусе, выше фартука.
Продольное перемещение каретки в ручном режиме включается рукояткой в месте крепления валов, слева. Она включается в сторону движения узла. Внизу на станине педали управления:
- зажима и разжима патрона;
- подвода и отвода пиноли.

Зажим пиноли в ручном режиме выполняется рукояткой на ее корпусе.
На заднем ограждении агрегата, вверху, смонтирован блок отображения символьной информации. БОСИ является элементом визуализации процесса обработки и корректирует обработку с учетом износа инструмента. Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Кинематическая схема

Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Система Числового Управления
Все модели станков серии 16А выпускаются под числовое программное управление. Вид ОС устанавливается в зависимости от предназначения оборудования и предпочтений покупателя.
Станки 16А20Ф3 адаптированы под работу с программными системами:
Одновременное перемещение возможно в 2 осях координат.
Технические характеристики
Точность обработки на станке 16А20Ф3 составляет 0,01 мм. Программа имеет дискретность 0,0–1 мм по обеим осям.
Технические характеристики модели токарного станка 16А20Ф3:
- диаметр заготовки над станиной 400 мм;
- над суппортом 220 мм;
- максимальная длина заготовки 1000 мм;
- диаметр отверстия шпинделя 53 мм;
- наибольшая длина заготовки при обработке револьверной головкой 870 мм;
- мощность двигателя главного привода 11 кВт;
- количество скоростей шпинделя 22;
- высота резца 25 мм;
- число координат 2;
- система ЧПУ – 2Р22;
- суммарная мощность станка 22 кВт.

Габариты станка составляют 3700×1700×2145 мм при массе с оборудованием ЧПУ 4050 кг. Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.

