

Тса 16 токарный станок
TSA-16 Станок токарно-винторезный учебный
схемы, описание, характеристики

Сведения о производителе учебного токарно-винторезного станка TSA-16
TSA-16 станок токарно-винторезный учебный. Назначение, область применения
Токарный станок TSA-16 был сконструирован на основе датского токарного станка SR-80 с некоторыми изменениями.
Станок TSA-16 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Скорости вращения шпинделя приспособлены не только к обработке металлических предметов, но, также, дерева и пластмасс.
Токарный станок TSA-16 имеет коробку подач Нортона и гитару и поэтому позволяет вести нарезку метрической и дюймовой резьбы.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических и дюймовой резьб
- Сверление и ряд других работ
Общий вид токарно-винторезного станка TSA-16

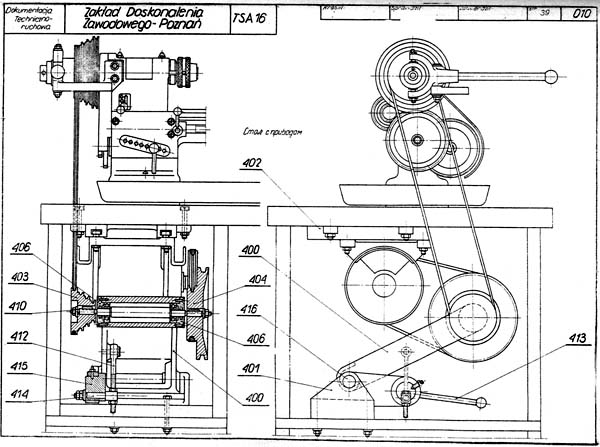
Фото токарно-винторезного станка TSA-16

Схема кинематическая токарно-винторезного станка TSA-16

Таблица токарно-винторезного станка TSA-16

Описание конструкции и принцип действия токарного станка TSA-16
Станина токарного станка коробчатой конструкции внутри ребристая, опирается на две тумбы, прикрепленные болтами. Сверху призматические и плоские направляющие. Тумбы совместно с желобом для стружки привинчены к деревянной поверхности стола. Внутренние направляющие предназначения для установки передней и задней бабки, а наружные для перемещения суппорта.
Передняя бабка токарно-винторезного станка TSA-16

Корпус передней бабки в литом чугунном боксе прикреплен к станине 220 при помощи двухсторонних болтов 47, гаек 56 и плиток 46.
Шпиндель 15 исполнен из углеродной стали с отверстием Ø17,5 мм для обработки пруткового материала. Шпиндель имеет внутренний конус для переходной втулки с конусом Морзе № I. В передней части шпиндель расположен в регулированным бронзовым подшипнике скольжения 9, в конусном отверстии корпуса передней бабки, в задней части в ролико – конусном подшипнике или в однорядном подшипнике качения (для исполнения W). Осевые усилия переносит упорный шарикоподшипник так для первого и для второго исполнения.
Передняя часть шпинделя закалена на шпинделе и наружном корпусе передней бабки укреплен четырехступенчатый шкив получающий привод от приставки. Внутри корпуса на шпинделе укреплено зубчатое колесо 24, от которого переносятся обороты через зубчатое колесо 23, на 8, на валик 16. Из валика 16 через сменные зубчатые колеса на гитаре 250 /черт.О6/ обороты переносятся на валик коробки передач 160 /черт.05/. Бронзовый ревереир 8 осажден на валике 16, а на его выступающих цапфах вращаются промежуточные зубчатые колеса. Валик 16 обращается в подшипниках качения. Зацепление зубчатых колес ревереира, как и их расцепление со зубчатым колесом шпинделя наступает при помощи рычага 17. Их взаимоположение устанавливается при помощи защёлки 20, которая своей цапфой входит в одно из высверленных гнезд в корпусе передней бабки. Диапазон оборотов шпинделя получаем перекладыванием ремней двигателя на приставку а также с приставки на шпиндель.
Патрон быстрого зажима материала черт.04. Этот патрон соединенный с зажимными втулками предназначен к быстрому зажиму материала во время работы станка. Зажимание материала производится при помощи втулки 30, передвигаемой рычагом 22, которая охватывает шарики расположенные контуром между конусной частью опорной втулки 18, а конусом на конце втулки 32. Шарики дают втулке 32 подвижность и при помощи дистанционной втулки 19 она причиняется к передвижению зажимной втулки. Подвижная втулка 32 так, как и втулка 30 осаждены на спорной втулке 18 прикрепленной на свободном конце шпинделя 15. Для передвижки втулки 30 через сухари 59 осаждена в ней предусмотрена рычажная рукоятка 22. Рычаг 2 осажден колебательно на шкворенью 21, укрепленным на кронштейне 3, привинченным к корпусу шпиндельной бабки I. Комплект зажимных втулок доставляемых 3 виде специального оборудования, разрешает на крепление прутков от 3 до 12 мм по 1 мм. Применение задней бабки с револьверной головкой увеличивает производство большого количества мелких пред-матов,
Коробка подач Нортона токарного станка TSA-16

От валика коробки подач 160 получающего вращение посредством гитары шпинделя, вращение переносится через зубчатое колесо 163 на промежуточное колесо 164, находящееся в передвижном рычаге 151 и на одно из зубчатых колес в системе Нортона, осажденных на валике 159 и посредством муфты 168 переносится на ходовой винт 226 Коробка подач во время точения дает 9 резьб подач в зависимости от зубчатых колес на гитаре. Для нарезки резьбы применяется гитара с комплектом сменных зубчатых колес.
Гитара токарно-винторезного станка TSA-16

Гитара укреплена на цапфе валика 160, осажденного на корпусе коробки подач 150.
Подбор зубчатых колес для нарезки метрических и дюймовых резьб, а также их расположение для крепления токарном станке указано черт.№ 03.
Диапазон нарезаемых метрических резьб: 0,2 до 3 мм хода.
Диапазон нарезаемых дюймовых резьб: 6 до 352 винтов I”
Суппорт токарного станка TSA-16

Супортная плита с укрепленным в ней фартуком перемещается по двух наружных – призматической и плоской направляющей. Продольное движение по станине получаем от ходового винта 226. Нижний суппорт 101 укреплённый на суппортной плите 100 получает поперечное перемещение по отношению направления движения суппортной плиты, с помощью ходового винта 116 вращением рукоятки 123. Поворот 102 осажден на нижнем суппорте 101 и поэтому разрешает на уставление верхнего супорта о закрепленной на нем резцедержавкой 129 с своевольным углом от 0° до 60° в двух угловых направлениях для точения коротких конусов. Во время точения конусов перемещение верхнего суппорта осажденного по направляющих поворота 102 получаем с помощью ходового винта 117 через покручивание маховичком 122, прикрепленного на её свободном конце – включением ходового винта 226.
Ходовые винты для перемещения нижнего суппорта и верхнего имеют раздвижной масштаб по 0,05 мм, что делает возможным точное определение диаметра обточенного предмета.
В суппортной плите 100 применены войлочные прокладки, для равномерной смазки направляющих станины во время движения суппорта. Зазоры в направляющих удаляются путём регулировки клинов 124 и 125.
Четырёхрезцовый резцедержатель. Стальной четырехрезцовый резцедержатель 129 в форме четырехугольной башенки вращательно осажденной на шкворне 131 укреплённым неподвижно в верхним суппорте 103, Соответственное неподвижное уставление и её жесткость во время работы обеспечивает укрепленная в верхнем суппорте защелка 145, При установке и закреплению резцедержатель попадает в один из четырех вырезов, исполненых в его основании на каждых 90°, на защелку. Зажим резцедержателя к суппорту получаем путём сильного вращения рукояткой 130 до отказа. Рукоятка 130 осаждена на резьбе шкворня 131. Для определения положения и прикрепления резцедержателя к следующей операции освобождаем его, путем частичного откручивания рукоятки 130 со шкворня 131, Освобожденный резцедержатель отталкивается от верхнего суппорта пружиной 130 и сходит с защелки 145, разрешая повернуть его в новое положение. Резцы прикреплены болтами с квадратными головками.
Фартук. Перемещение фартука получаем от ходового винта 226 с трапециоидальной нарезкой 6 винтов I” через разьёмную гайку 504, которая осаждена на ходовом винте и прикреплена к винте фартука.
Включение и выключение подачи завершается ручным рычагом 501 замыкающим или отмыкающим разъёмную гайку 504, Ручное перемещение суппорта на станине совершается после открытия разъёмной гайки маховичком для ручной подачи 502 и зубчатым колесам взаимодействующим с ходовым винтом, который одновременно исполняют роль зубчатки. Для предохранения винта от протирания во время ручного перемещения суппорта, приводится винт в неподвижное состояние при помощи рычага 161 и муфтой 162/черт.05/. Во время механической работы суппорта маховичок 502, для подачи вручную можно выключить передвигая по направлению оси.
Задняя бабка токарно-винторезного станка TSA-16

Для закрепления и уставления задней бабки по оси шпинделя предназначены внутренние призматические и плоские направляющие станины. Корпус задней бабки 80 расположен на передвижной плите 81 прикрепленной совместно с корпусом к станине токарного станка. Корпус задней бабки передвигается и устанавливается на винте 81 поперёк станины с помощью винтов 810. Это устройство разрешает на обточку длинных конусов.
Перепендикулярность перемещения задней бабки обеспечена направляющим выступом в пазе плитки 81. Заднюю бабку укрепляем к призмам при помощи плитки 91 поддержаной нижними краями направляющих станины, нажимаемой регулированной тягой 87 взаимодействующей с эксцентриковым валиком 89, осажденным в корпусе задней бабки и вращаемым во время крепления рычагом 95. Перемещание корпуса задней бабки по направлению от оси шпинделя получаем винтами 810, осажденными в винте 81 и действующие на шкворень 90, ввинченный в корпус задней бабки. В корпусе задней бабки осаждена передвижная гильза 86 с внутренним конусом Морзе № I для центра. Перемещение гильзы получаем путём поворота ходового винта 85 рукояткой 96. Неподвижное положение выдвинутой гильзы обеспечивает зажимная втулка 88, нажимаемая рукояткой 97 осажденной на винте 94, ввинченным в корпус задней бабки. Предохраняет втулку перед вращением во время, перемещения винт 98, который своим концом по фрезерованную продольную канавку на гильзе. Для выдвижения центра из гнезда гильзы всовываем её в корпус задней бабки путём вращения ходового винта, который свой концом выдавит центр из конуса.
Точки смазки токарно-винторезного станка TSA-16

Смазка узлов токарного станка совершается так смазочными клапанами, как и непосредственно ручной маслёнкой в местах трения.
Для смазки подшипников качения шпинделя и коробки подач применяется машинное масло.
Подшипники качения приставки и электродвигателя смазывается консистентной смазкой. Остальные места машинным маслом.
Схема электрическая токарно-винторезного станка TSA-16

Электрооборудование токарно-винторезного станка TSA-16
Привод токарный станок получает от электродвигателя мощностью 0,37 кВт о 1400 об/мин.
Обороты электродвигателя переносятся на приставку а от неё на шпиндель при помощи многоступенчатых шкивов и клиновидных ремней.
Валик приставки 410, на концах которого прикреплены ременные шкивы 403 и 404, обращается в подшипниках качения осажденных на наклонном плечу 400. Натяжку ремней между электродвигателем а приставкой получаем путём перемещения электродвигателя по салазкам 402. Натяжку ремней передающих обороты от шкива приставки на шкив шпинделя регулируется наклоном плеча 400 осажденного на валике 416 в подставке 401, Стабилизацию . положения плеча после натяжения ремней осуществляется осажденной в нём тягой 412 укрепленной гайками на стержень 414. В подставке 401 осаждена втулка 415, в которой эксцентрически закреплен болт 414 при помощи гаек. Частичный оборот втулки 415 ручным рычагом 413 к верху,совсем освобождает ремни от натяжки,что дает возможность перемещать их на другие диаметры ременных шкивов. Повторную натяжку ремней получаем поворотном рукоятки 413 к низу до отказа винта в канавке втулки 415 – фиксирующего его положение. Эксцентрическая установка отверстия под стержень 414 по отношению к канавке вне мёртвой точки обеспечивает неизменность натяжки во время работы.
Токарный станок TSA-16
Учебное токарно-винторезное оборудование традиционно выделяется в отдельный класс, хотя функциональные отличия можно четко определить далеко не всегда. Обычно такие станки создаются на базе распространенных моделей, сохраняя оригинальную компоновку, но при этом конструкция претерпевает упрощения. Такие изменения сказываются на следующих признаках:
- Стоимость.
- Меньшая склонность к поломкам, в том числе и от небрежного отношения.
- Более простой ремонт.
- Отсутствие сложных для понимания функций, использование которых требует уровня мастерства.
Назначение подобной техники — обучение работе, и встретить ей можно в учебных заведениях: школах, профессиональных училищах. Так же их можно встретить в различных мастерских, где не требуются слишком сложные по форме изделия, но точность исполнения имеет значение.

Описание и назначение
Польский токарный станок TSA-16 изначально создавался, как учебный. За основу был взят широко распространенный на тот момент SR-80, в конструкцию которого были внесены небольшие доработки. Результат для своей категории получился значительным, и данная модель не теряет актуальности и сейчас.
- Простое и понятное управление.
- Высокая надежность и низкий показатель отказов.
- Наличие гитары и коробки Нортона, что делает его токарно-винторезным станком, то есть позволяет механизировать процесс нарезки метрической дюймовой резьбы с помощью резца.
- Широкий диапазон степеней скоростей шпинделя. При необходимости допускается обработка не только металлических заготовок, но и деревянных и пластмассовых. Это позволяет сэкономить на дополнительном узкоспециализированном оборудовании, если оно требуется нечасто.
- Достойная точность (класс Н).
- Невысокая стоимость. Это один из самых доступных в своем классе вариантов.
- Компактные размеры, не требующие много места и усиленного фундамента для установки.
- Возможность работы с различными видами механообрабатывающего инструмента. В учебных целях чаще применяются ГОСТовские резцы.
TSA-16 позволяет производить полноценное обучение работе с присвоением категории. На нем выполняются все основные виды токарных операций:
Применена типовая компоновка, в которой отсутствуют слабые места или излишне сложные технические решения. При этом качество изготовление и сборки высоко.
В типовой комплект оснастки входят подвижный люнет, позволяющий более точно устанавливать заготовку, набор зубчатых колес для гитары и быстрозажимное устройство на основе цанг.
К СВЕДЕНИЮ: Доступны дополнительные приспособления, среди которых стационарный люнет и поперечный суппорт.
Технические характеристики
- Тип станка: настольный прецизионный токарно-винторезный.
- Управление: ручное. Механизирована лишь подача в продольном направлении посредством ходового винта.
- Базовые габариты: 1220 мм х 600 мм.
- Общая масса: 150 кг.
- Диаметр штатного патрона: 80 мм. При необходимости может переставляться с учетом особенностей ТСА. В штатном комплекте используется быстрозажимное исполнение, позволяющее быстро переставлять изделие.
- Высота центров: 80 мм при расстоянии между ними 380 мм.
- Допустимый диаметр обрабатываемой заготовки: 160 мм (над станиной) или 62 мм (над кареткой).
- Отверстие в шпинделе для подачи пруткового материала: 17мм.
- Допустимое сечение резца: 8 мм х 8 мм.
- Подачи: 9 (от 0,08 до 3 мм/об).
- Частота оборотов: 100 мм/об, 160 мм/об, 240 мм/об, 360 мм/об, 400 мм/об, 640 мм/об, 960 мм/об, 1430 мм/об.
- Конус Морзе №1.
Все параметры и характеристики приведены в паспорте на TSA-16. Любое обучение должно начинаться именно с ознакомления с технической сопроводительной документацией. Полезно сделать выкопировки основных схем, таблиц и требований и разместить их на рабочем месте.
Устройство
Полное представление способны дать компоновочная, кинематическая и электрическая схемы станка.
- Массивная станина, опирающаяся на две тумбы. Для усиления прочности при разумной массе она имеет коробчатую конструкцию, упрочненную ребрами жесткости. На неё установлены направляющие для монтажа бабок и суппорта. Данный модуль в сборе устанавливается на подходящий стол и крепится винтами.
ВАЖНО: Необходимо своевременно удалять стружку с направляющих и производить смазку. От их состояния зависит общая работоспособность, а процесс восстановления достаточно сложен.
ВАЖНО: Для поддержания работоспособности и обеспечения долгого срока службы важно производить техническое обслуживание станка, его уборку и периодически проверять его на технологическую точность.

Основные мероприятия по обслуживанию заключаются в следующем:
- Проверка состояния основным систем. Для этого применяется внешний осмотр или опытное использование (например, для проверки кнопки экстренной остановки).
- Смазка в соответствии со схемой, на которой нанесены соответствующие точки. Процесс разделен на механизированное и ручное выполнение. В первом случае от рабочего требуется контроль уровня масла в системе. Во втором – смазка производится с помощью масленки. Важно использовать смазочные материалы, указанные в инструкции – для подшипников и направляющих требуются разные марки.
- Уборка от грязи и стружки. Они негативно влияют на соприкасающиеся поверхности и способствуют повышенному износу. Желательно производить очистку после завершения работы.
- Периодическая капитальная очистка. Она зависит от интенсивности использования и применяется достаточно редко.
Токарный станок модели ТВ-16: классификация и описание
Станок токарный ТВ-16 – в чем предназначение, составляющие конструкции, технические эксплуатационные характеристики, правила использования и возможные аналоги станка импортного производства.
Станок токарный модели ТВ-16 является универсальным вариантом оборудования, применяемым в процессе обучения в учебных учреждениях работе с небольшими деталями из металла. Школьники работали на нем на уроках труда, а в специализированных училищах подготавливали слесарей. Это удобный и простой агрегат для обучения ребят и благодаря своим техническим характеристиками получил название «школьник».
Технические характеристики
Станок ТВ-16 по металлу предназначен для следующих видов работ:
- Нарезания резьбы (внутри или снаружи детали);
- Точного высверливания отверстия в деталях;
- Расточения металлоконструкции;
- Выполнения простых видов токарных работ.

По техническим характеристикам на станке можно воспроизводить следующие детали:
- С максимальным допустимым радиусом обтачивания изделия – 18 мм,
- С наибольшей дистанцией между центрами станочного устройства в 250 мм.
- С максимальным диаметром заготовки, фиксируемой над суппортом для обрабатывания – 90 мм.
По габаритам малогабаритный станок ТВ-16 впишется в небольшую мастерскую. Параметры станка небольшие: 1200 мм*1150 мм*600 мм, по весу – 180 кг.
Конструкция токарно-винторезного станка ТВ-16
В конструкцию входят следующие узлы и механизмы:
Станина
Предназначается в качестве несущей чугунной опоры, на которой устанавливаются и фиксируются механизмы и составляющие детали.

Передняя бабка
Устанавливается на левом конце станины и предназначается для осуществления двух функций:
- Воспроизвести вращательное движение;
- Поддерживать движение во время обтачивания деталей из металла.
Обрабатывать изделие и регулировать быстроту кручения заготовки помогают такие узлы и элементы, как шпиндель, подшипники, шкив и коробка скоростей.
Привод станка
Приводит станок в движение, используя электрический двигатель со скоростью вращения 1400 оборотов в минуту.
Механизм подач
Отвечает за необходимое движение и амплитуду суппорта, управляется с помощью наружных рукояток.

Фартук
Закреплен к каретке суппорта винтовым способом. Обеспечивает движение суппортного хода, управляя рукоятью, размещенной на корпусе.
Важно! Необходимо следить и обеспечивать опоры фартука постоянной масляной смазкой, наполняя ею специальный резервуар.
Суппорт
Является узлом, который закрепляет режущий инструмент и обеспечивает его перемещение в разном направлении – по наклонному, поперечному или продольному. Держатель, в котором закреплен инструмент, способен вращаться в четыре стороны на 360 градусов.
Задняя бабка
Предназначается для фиксации длинных заготовительных деталей и режущих инструментов. Фиксируется на станине с помощью обыкновенных болтов.
Оборудование необходимо устанавливать на деревянную поверхность, используя крепежное винтовое соединение. Левая тумба предназначена для размещения привода, электрооборудования и выключателя, который служит для автоматической остановки электродвигателя, правая в качестве места хранения рабочего инструмента и сменных шестеренок.

Электрооборудование
Основа электрической системы станка, включает в себя другие дополнительные элементы, которые функционируют совместно.
Обеспечивает запуск и отключение оборудования, защищая и обеспечивая экстренную блокировку двигателя в случае необходимости, например, из-за перебоя напряжения, короткого замыкания или других факторов.
Оборудование подключается к трехфазной сети. Согласно технике безопасности требуется обязательное заземление устройства с помощью нейтрального провода.
Перед выполнением пробного запуска необходимо удостовериться, что частота сети и напряжение соответствует допустимым параметрам ТВ-16 и регулярно проверять соединение.

Настройка механизмов и узлов
Перед монтированием токарного станка ТВ-16 необходимо совершить следующие действия:
- Произвести фиксацию подшипников шпинделя, используя гайки.
- Отрегулировать натяжение ремней передачи и закрепить в выбранном положении.
- Выполнить чистку и смазку шестерен.
Особенности монтажа
В дополнение к станку поставляется стол. Необходимо выполнить точную фиксацию оборудования на деревянной поверхности стола (можно воспользоваться горизонтальным уровнем) с помощью шести винтов. Особое внимание стоит уделить заземлению. Заземляющий провод необходимо пропустить сквозь специальные отверстия в станине и закрепить болтами.
Перед эксплуатацией необходимо выполнить тщательный осмотр и проверку всех деталей и узлов.
Насколько правильно будет произведена установка оборудования, настолько точно будет работать станок.

Правила эксплуатации
При работе на оборудовании необходимо придерживать правил его эксплуатации. Во-первых, следить за состояние прибора:
- Выполнять капитальную очистку и внешний осмотр агрегата не реже раза в месяц.
- Следить, чтобы на поверхности станка не имелось ржавчины. Для этого необходимо поверхность соединения сердечника и якоря промазывать маслом, после чего протирать насухо, чтобы масло не спровоцировало склеивание комплектующих узлов. Смазывать необходимо в соответствии со схемой, указанной в руководстве по эксплуатации. При этом требуется контролировать уровень масла в системе. Также рекомендуется использовать смазочные средства, указанные в руководстве по обслуживанию.
- Кроме профилактического обследования, необходимо ежегодно проводить тщательный осмотр и оценку состояния оборудования, а также выполнять текущий ремонт комплектующих: состояние выключателя, гаек, прочистки электрошкафа и другие виды работ.
- Контакты оборудования изготовлены из материалов, содержащих серебро. Соответственно, нет необходимости в тщательном уходе за их состоянием и регулировке. При любой поломке они заменяются новыми. Выполнение зачистки контактов может привести к почернению, что может сказаться на функциональности оборудования.

Выполнение профилактического осмотра мест соединения:
- При засорении мест соединения необходимо их прочистить, чтобы обеспечить болтам прокручивание без напряжения и рисков сорвать резьбу.
- При ослаблении болтов, необходимо их подтянуть, чтобы исключить дребезжание станка, что негативно сказывается на точности выполнения правильных параметров детали.
- При появлении следов эксплуатации с рабочих поверхностей необходимо производить очистку, удаляя нагар.
Важно! Обслуживать оборудование разрешается только после отключения его от сети.
Выполнение и соблюдение подобных мер предосторожности способствуют продлению срока эксплуатации станка, улучшению качества обтачиваемой на нем продукции. Неправильный уход за оборудованием способствует износу и уменьшению срока эксплуатации. Поэтому важно своевременно выполнять техническое обслуживание станка и его уборку.
Техника безопасности
Соблюдение техники безопасности способствует предотвращению травм при эксплуатации оборудования.
Для недопущения возникновения несчастных случаев необходимо придерживаться следующих правил:
- Не допускается выполнение очистительных и смазочных работ элементов оборудования во время его эксплуатации.
- Не разрешается оставлять оборудование включенным и отходить от него, предварительно необходимо отключить его от электрической сети.
- Необходимо обеспечить хорошее освещение рабочего пространства.
- При возникновении поломки необходимо незамедлительно прекратить работу.
- В случае аварийной ситуации требуется немедленно отсоединить оборудование от электрической сети.
Аналоги станка
Цель использования станка ТВ-16 – обучить и привить навыки у учащихся для работы по металлообработке. ТВ-16 осваивается учеником достаточно быстро, а навыки работы на нем можно легко перенести на оборудование, использующееся на крупных предприятиях. ТВ-16 сняли с производства, поскольку перестало справляться с необходимым объемом работы, что привело к появлению современных аналогов с большими возможностями использования. На базе распространенных моделей станков, в том числе и ТВ-16, создаются усовершенствованные конструкции с оригинальной компоновкой. Особенно популярны стали импортные аналоги токарных станков.
Токарный станок TSA 16
Польский токарный станок TSA-16 обладает следующими достоинствами:
- Легким управлением.
- Надежностью.
- Возможностью обработки деревянных и пластмассовых заготовок (не только из металла).
- Высокой точностью.
- Небольшой стоимостью.
- Маленькими размерами.

Токарно-винторезный настольный станок TSB 16
Один из настольных вариантов полнофункциональных токарных станков для обтачивания небольших изделий из металла. Дополнительная конфигурация, которая входит в комплект к станку, расширяет его возможности применения. Станок TSB 16 польского производства обладает мощностью сверления 30 мм, несколькими ступенями регулирования частоты вращения и другими высокотехническими характеристиками.
Токарно-винторезный станок ТВ-16.
ТВ-16 или если полностью, то токарно-винторезный станок, представляет собой небольшое оборудование, предназначенное для работы с мелкими металлическими деталями. Многим он знаком со школьной скамьи. Мальчики работали с ним на уроках труда и частенько такие аппараты устанавливались в учебных мастерских для воспитания слесарей. Действительно в свое время этот станок обучил немало хороших профессионалов. Использовать школьный станок просто и практично.

Школьный токарный станок тв-16.
При соблюдении техники безопасности — вы полностью устраняете возможность травматизма при вытачивании металлических деталей. К сожалению данный станок уже давно снят с производства, потому как для промышленных масштабов перестал справляться с объемом работы и был вытеснен другими, более современными аналогами. Тем не менее люди не перестали его уважать и хотеть приобрести для своей мини-мастерской.
Описание токарно-винторезного оборудования

Сменные шестерни станка тв-16.
Данный настольный станок сам по себе является малогабаритным оборудованием, которое впишется в любую домашнюю мастерскую. После снятия оборудования с производства модели, которые находились у завода изготовителя в резерве были раскуплены для обеспечения нужд мелких автомастерских и других ремонтных сервисов, которые встречаются с обработкой металлических деталей в процессе производства.
Сам станок ТВ-16 давал возможность:
- Нарезать резьбу, как внутри детали, так и снаружи;
- Высверлить отверстия в детали с высоким уровнем точности;
- Расточить металлоконструкции;
- Выполнить любые элементарные токарные работы.
Его создавали с единственной целью — воспитать навыки у молодых специалистов для работы на более сложном оборудовании, которое использовалось на крупных предприятиях. Поэтому осваивается токарный станок в течение суток до уровня пользователя. Он не большой, имеет компактные размеры:
- Высота — 115 см;
- Ширина — 60 см;
- Длина — 120 см;
- Вес — 180 кг.
Технические характеристики станка ТВ-16
Станок имел свои предельные возможности, так пользователь не мог обрабатывать на нем заготовки, которые были выше следующих габаритов:
- Диаметр над станинной более 160 мм;
- Диаметр над суппортом не более 90 мм;
- Максимально возможный показатель длины заготовки до 250 мм.
В отличие от своего предшественника ТВ-4 токарно-винторезный станок модели 16 имел увеличенную ширину отверстия в шпинделе — 18 мм.
Паспорт оборудования имеет следующие параметры:

Паспорт оборудования тв-16.
Станина оборудования изготавливалась из чугуна, что давало опору и основание для всех остальных деталей. У аппарата есть 3 продольных паза, которые задают движение суппорту, а также обеспечивают фиксацию задней бабки станка. Основная ходовая часть представлена винтом, а рейка располагается на лицевой области токарно-винторезного станка.
Вращение заготовки, вставленной в пазы придается благодаря передней бабке. Привод, который используется для станка представлен индивидуальным асинхронным двигателем. Работает все оборудование от электричества. Показатели привода:
- Мощность — 0,4-0,5 кВт;
- Вращающий момент — 1 400 об/мин.
Основной функцией станка являются настройка продольной подачи для нарезания резьбы. Чтобы обеспечить движение резцедержателя по направлению от ходового винта до суппорта оборудования используется фартук. Весь станок работает в двух режимах — автоматический и ручной. Чтобы воспользоваться первым, нужно включить гайку фартука, а отключив ее передвижение резцедержателя будет выполняться вручную оператором оборудования. Чтобы это сделать достаточно прокручивать маховик с лимбом.
Благодаря суппорту, выполняется фиксация и движение резцовых элементов. Если оператору предстоит обрабатывать крупные заготовки или выточить отверстие на помощь приходит задняя бабка. Она мобильная — то есть при необходимости ее можно снять со станка и тем самым облегчить работу с мелкими деталями. Если нужно обработать крупные, то одной передней будет недостаточно. На задней бабке есть крепление в виде трезубца, которое позволяет надежней фиксировать и вращать деталь.
Если нужно проделать отверстие в детали, то на заднюю бабку ставиться подходящий инструмент, при помощи привода, заготовка начинает вращаться и подвигаться к этому инструменту. После оператор контролирует глубину проточки.
Чтобы обезопасить оборудование от коротких замыканий, выполняются меры по заземлению аппарата, а также во время работы на нем оператору лучше подкладывать под ноги прорезиненный коврик, который выступит в качестве диэлектрика. Если вдруг произойдет короткое замыкание и появятся риск поражения электрическим током, то он, пройдя по меньшему сопротивлению выйдет через провод или прут заземления. Это мелкий, но немаловажный момент работы на токарно-винторезном станке 16.
Инструкция по эксплуатации
Использовать и обслуживать оборудование нельзя, если вы не отключили его от сети. Ухаживать за станком необходимо не меньше раза в месяц. Это значит, что если вы решили приобрести для себя подобное оборудование, то следует каждые 30 дней проводить чистку и осмотр на предмет состояния.
Также просмотрите видео, касательно работы ТВ-16.
Контакты оборудования изготавливаются из материалов, которые содержат серебро. Следовательно, от оператора не требуется тщательных уход за их состоянием. Регулировать их тоже не нужно, а если они вдруг износились, то просто меняются новыми. Если же выполнить зачистку контактов, произойдет почернение, что несомненно скажется на работоспособности оборудования.
Чтобы на поверхности станка не было ржавчины следует поверхности стыка сердечника и якоря мазать машинным маслом. После этого все протирается сухой ветошью, чтобы масляное вещество не провоцировало склеивание якоря и сердечника.
Важно! Шпиндель не должен создавать люфт во время работы.
Полный осмотр оборудования и ремонт комплектующих нужно выполнять не менее одного раза в год. Смену смазочных материалов подшипников проводят спустя 40 000 часов рабочего процесса. Смазку лучше использовать марки 158 ТУ 38 101320-77. Чтобы все подшипники функционировали нормально оператору следует заполнять резервуар под масло на 2/3 объема.
Совет! Профилактический осмотр агрегата проводить с частотой 1 раз за 6 месяцев.

Профилактический ремонт станка.
Кроме профилактического осмотра нужно периодически просматривать состояние выключателя, смотреть на поверхность гаек и других мест стыка, чтобы отслеживать, насколько находятся в рабочем состоянии.
- Если места соединения засорились — следует прочистить их, чтобы потом болты могли спокойно откручиваться без напряжения и рисков сорвать резьбу.
- Если болты ослабли, оператору нужно подтянуть их иначе возможно дребезжание станка, что скажется на точности заточки или проточки детали.
- Нагар и другие следы работы с рабочих поверхностей следует удалять, чтобы потом не возникало проблем со станком.
Все эти меры предосторожности дадут возможность вам значительно увеличить сроки службы такого станка, улучшить качество обрабатываемых на нем деталей.
Важно! Чтобы избежать проблем с порчей проводов рекомендуется раз в 3-4 месяца выполнять прочистку электрошкафа от пыли, которая там скапливается.
Электрооборудование
Для обеспечения контактов используется релейно-контактная аппаратура. Она прячется в электрошкаф, который располагается на тыльной стороне станка. Увидеть ее можно на корпусе передней бабки оборудования.
Прежде чем сделать пробный пуск, следует убедиться в том, что частота сети и напряжение полностью соответствует всем параметрам ТВ-16. Включать в сеть оборудование допустимо медными проводами, которые по своему диаметру в сечении равны показателям проводников в цепи станка. Заземление присоединяется при помощи болта, и предварительно перед запуском оператору нужно каждый раз убеждаться в том, что с соединением все хорошо.

ТВ-16 электро схема станка
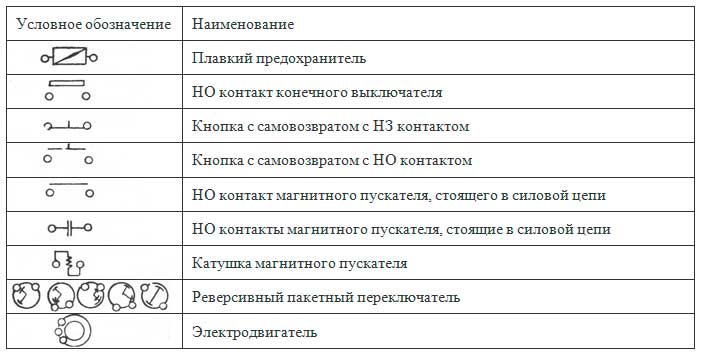
Условные обозначения электросхемы тв-16.
Где купить и на что смотреть при выборе
Так как станок был снят с производства, купить его можно теперь только из резервации какого-нибудь предприятия, либо с рук у частных лиц. В любом случае при покупке данного оборудования б/у для домашней мастерской следует выполнить ряд следующих мер:
- Проверить исправность станка на месте у текущего владельца.
- Оценить состояние деталей.
- При покупке рекомендуется перебрать все детали, чтобы еще раз посмотреть и провести оценку их состояния.
Купить такое оборудование на Авито можно в районе 20 000-40 000 рублей. И чаще всего его берут для личного пользования, для мелких токарных мастерских или же для обеспечения нужд автосервиса.
Отзывы о станке
Люди, которые пользовались данным оборудованием характеризуют его, как:
- Простое в использовании;
- Неприхотливое в эксплуатации;
- Точное;
- Экономичное;

