

Устройство станка лазерной резки схема
Технология лазерной резки металла – оборудование, особенности, видео
Лазерная резка, или LBC (Laser Beam Cutting), как она обозначается во всем мире, – это процесс, при котором материал в зоне реза нагревается, а затем разрушается при помощи лазера.

Промышленная резка металла с помощью лазера
Сущность лазерной резки металла
Лазерная резка металла, как понятно из ее названия, выполняется при помощи луча лазера, получаемого при помощи специальной установки. Свойства такого луча позволяют фокусировать его на поверхности небольшой площади, создавая при этом энергию, характеризующуюся высокой плотностью. Это приводит к тому, что любой материал начинает активно разрушаться (плавиться, сгорать, испаряться и т.д.).
Станок лазерной резки металла, к примеру, позволяет концентрировать на поверхности обрабатываемого изделия энергию, плотность которой составляет 10 8 Ватт на один квадратный сантиметр. Для того чтобы понять, как удается добиться такого эффекта, необходимо разобраться, какими свойствами обладает лазерный луч:
- Лазерный луч, в отличие от световых волн, характеризуется постоянством длины и частоты волны (монохроматичность), что и позволяет легко фокусировать его на любой поверхности при помощи обычных оптических линз.
- Исключительно высокая направленность лазерного луча и небольшой угол его расходимости. Благодаря такому свойству на оборудовании для лазерной резки можно получить луч, отличающийся высокой фокусировкой.
- Лазерный луч обладает еще одним очень важным свойством – когерентностью. Это значит, что множество волновых процессов, протекающих в таком луче, полностью согласованы и находятся в резонансе друг с другом, что в разы увеличивает суммарную мощность излучения.
Процессы, происходящие при резке металла с использованием лазера, хорошо заметны на приведенных в статье видео. При воздействии луча на поверхность металла происходит быстрое нагревание и последующее расплавление подвергаемой обработке площади.
Быстрому распространению зоны плавления вглубь обрабатываемого изделия способствуют несколько факторов, в том числе и теплопроводность самого материала. Дальнейшее воздействие лазерного луча на поверхность изделия приводит к тому, что температура в зоне контакта доходит до точки кипения и обрабатываемый материал начинает испаряться.
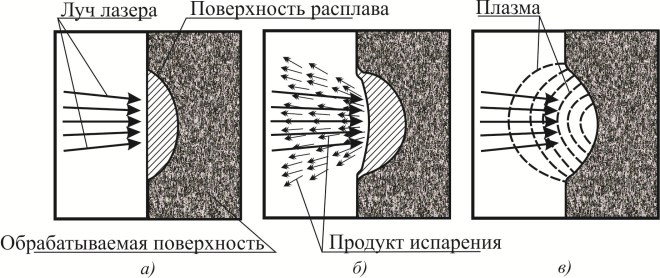
Процесс лазерной резки в схематичной форме
Лазерную резку металла может выполняться двумя способами:
- плавлением металла;
- испарением обрабатываемого металла.
Для того чтобы выполнить резку металла методом испарения, требуется большая мощность оборудования и, как следствие, значительные энергозатраты, что не всегда целесообразно с экономической точки зрения. Ограничивают использование такого метода и строгие требования к толщине обрабатываемых изделий. Именно поэтому данный метод используют только для резки тонкостенных деталей.
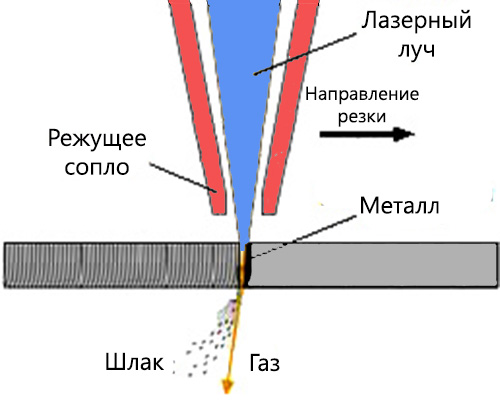
Такая технология позволяет снизить энергозатраты, повысить скорость работы, использовать оборудование небольшой мощности для резки металла большой толщины. Конечно, это нельзя считать лазерной резкой в чистом виде, правильнее будет называть его газолазерной технологией.

Лазерная резка стали 10мм
Использование кислорода в качестве вспомогательного газа при выполнении лазерной резки позволяет одновременно решить такие важные задачи, как:
- активизация процесса окисления металла (это позволяет снизить его отражающую способность);
- повышение тепловой мощности в зоне реза (поскольку металл в среде кислорода горит более активно);
- выдувание из зоны реза мелких частиц металла и продуктов сгорания кислородом, подаваемым под определенным давлением (это облегчает приток газа в зону обработки).
Преимущества и недостатки лазерной резки
Лазерная резка металлических изделий имеет целый ряд весомых преимуществ по сравнению с другими способами резки. Из многочисленных достоинств данной технологии стоит обязательно отметить следующие.
- Диапазон толщины изделий, которые можно успешно подвергать резке, достаточно широк: сталь – от 0,2 до 20 мм, медь и латунь – от 0,2 до 15 мм, сплавы на основе алюминия – от 0,2 до 20 мм, нержавеющая сталь – до 50 мм.
- При использовании лазерных аппаратов исключается необходимость механического контакта с обрабатываемой деталью. Это позволяет обрабатывать таким методом резки легко деформирующиеся и хрупкие детали, не переживая за то, что они будут повреждены.
- Получить при помощи лазерной резки изделие требуемой конфигурации просто, для этого достаточно загрузить в блок управления лазерного аппарата чертеж, выполненный в специальной программе. Все остальное с минимальной степенью погрешности (точность до 0,1 мм) выполнит оборудование, оснащенное компьютерной системой управления.
- Аппараты для выполнения лазерной резки способны с большой скоростью обрабатывать тонкие листы из стали, а также изделия из твердых сплавов.
- Лазерная резка металла способна полностью заменить дорогостоящие технологические операции литья и штамповки, что целесообразно в тех случаях, когда необходимо изготовить небольшие партии продукции.
- Можно значительно снизить себестоимость продукции, что обеспечивается за счет более высокой скорости и производительности процесса резки, снижения объема отходов, отсутствия необходимости в дальнейшей механической обработке.

Резка фанеры лазером
Наряду с высокой мощностью устройства для лазерной резки обладают исключительной универсальностью, что дает возможность решать с их помощью задачи любой степени сложности. В то же время для лазерной резки металла характерны и некоторые недостатки.
- Из-за высокой мощности и значительного энергопотребления оборудования для лазерной резки себестоимость изделий, изготовленных с его применением, выше, чем при их производстве методом штамповки. Однако это можно отнести лишь к тем ситуациям, когда в себестоимость штампованной детали не включена стоимость изготовления технологической оснастки.
- Существуют определенные ограничения по толщине детали, подвергаемой резке.
Виды оборудования для лазерной резки
Оборудование для лазерной резки металла делится на три основных типа.
Газовые установки для лазерной резки
Газы в таких установках, использующиеся в качестве рабочего тела, могут прокачиваться по продольной или поперечной схеме. Принцип работы таких лазеров заключается в возбуждении атомов газа под действием электрического разряда, вследствие чего частицы начинают излучать монохроматический свет. Большое распространение в современной промышленности нашли щелевидные установки, работающие на углекислом газе. Они достаточно компактные, при этом мощные и отличаются простотой в эксплуатации (в Интернете достаточно много видео, на которых показана работа таких установок).
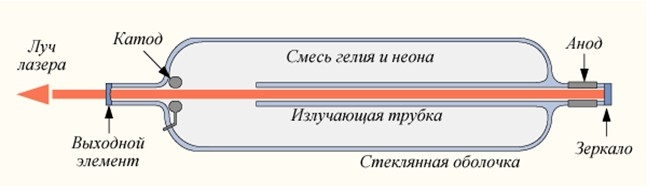
Принцип действия газового лазера
Конструкция такого оборудования состоит из двух основных элементов: лампы накачки и рабочего тела, в качестве которого чаще всего используется стержень из искусственного рубина. В состав последнего также включен неодим иттриевого граната. Лампа накачки в таких аппаратах необходима для того, чтобы передать на рабочее тело требуемое излучение. Чаще всего такие установки для лазерной резки работают в импульсном режиме, но есть и модели, функционирующие непрерывно.
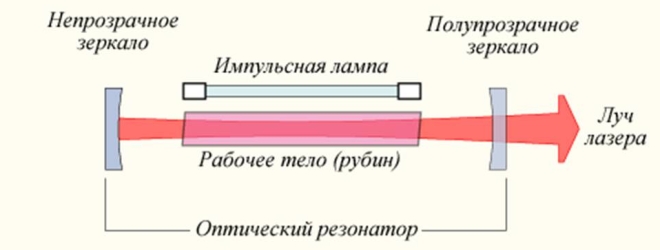
Принцип действия рубинового лазера
В газодинамических установках рабочий газ предварительно нагревается до 2–3 тысяч градусов, затем на высокой скорости (выше скорости звука) пропускается через специальное сопло, а после этого охлаждается. Такое оборудование является очень дорогостоящим, как и сам процесс формирования лазерного луча, поэтому его использование очень ограничено.
Если посмотреть видео работы лазерной установки, то очень сложно определить, к какой группе она относится. Для этого необходимо получить представление об устройстве такого оборудования.
Любое оборудование для выполнения лазерной резки, к какой бы группе оно ни принадлежало, содержит следующие элементы:
- систему, отвечающую за передачу и образование газа и излучения (в состав такой системы входят сопло, устройство для подачи газа, юстировочный лазер, поворотные зеркала, оптические элементы и др.);
- излучатель, оснащенный зеркалами резонатора, содержащий активную среду, устройства для накачки и обеспечения модуляции, если она необходима;
- систему управления всеми параметрами работы оборудования и осуществления контроля за их соблюдением;
- узел, обеспечивающий перемещение обрабатываемого изделия и лазерного луча.
Как сделать лазерный резак по металлу своими руками?
[Лазерный резак], сделанный своими руками, пригодится в каждом доме.
Конечно же, самодельный прибор не сможет обрести большую мощность, которую имеют производственные аппараты, но все же кое-какую пользу в быту от него можно будет получить.
Как сделать лазерное режущее устройство из указки?
Самое интересное, что изготовить лазерный резак можно с помощью старых ненужных предметов.
Например, своими руками изготовить лазерный прибор позволит применение старой лазерной указки.
Чтобы процесс по созданию резака продвигался как можно быстрее, необходимо подготовить следующие предметы и инструменты:
указка лазерного типа;
фонарик на аккумуляторных батареях;
старый CD/DVD-RW пишущий, можно вышедший из строя, – из него понадобится привод с лазером;
электропаяльник и комплект отверток.
Процесс по изготовлению резака своими руками начинается с разборки привода, откуда необходимо достать прибор.
Извлечение нужно сделать по максимуму аккуратным, при этом придется проявить терпение и быть внимательным. В устройстве присутствует много разных проводов с практически одинаковой структурой.
Выбирая DVD привод, нужно учитывать, чтобы он был пишущим, так как именно такой вариант позволяет делать записи с помощью лазера.
Запись выполняется в ходе испарения тонкого металлического слоя с диска.
В процессе чтения, лазер функционирует наполовину своих технических возможностей, слегка освещая диск.
В процессе демонтажа верхнего крепежного элемента взгляд упадет на каретку с лазером, который может передвигаться в нескольких направлениях.
Каретку необходимо бережно извлечь, аккуратно снять разъемы и шурупы.
Затем можно перейти к снятию красного диода, за счет него происходит прожиг диска – это легко можно сделать своими руками при помощи электропаяльника. Извлеченный элемент не стоит встряхивать, а тем более ронять.
После того как основная деталь будущего резака находится на поверхности, нужно сделать тщательно продуманный план сборки лазерного резака.
При этом необходимо учесть следующие моменты: как лучше поместить диод, как подсоединить его к источнику питания, ведь для диода пишущего устройства требуется больше электроэнергии, чем для основного элемента указки.
Данный вопрос можно решить несколькими методами.
Чтобы сделать ручной резак с более-менее высокой мощностью, необходимо достать находящийся в указке диод, после чего поменять его на элемент, извлеченный из DVD привода.
Поэтому лазерную указку разбирают также осторожно, как и привод пишущего DVD устройства.
Предмет раскручивают, затем разделяют его корпус на две половины. Сразу же на поверхности можно будет увидеть деталь, которую и нужно заменить своими руками.
Для этого родной диод из указки снимается и аккуратно заменяется более мощным, его надежное крепление можно выполнить с использованием клея.
Возможно, снять старый диодный элемент сразу не получится, поэтому его можно подковырнуть бережно кончиком ножа, затем слегка встряхнуть корпус указки.
На следующем этапе изготовления лазерного резака нужно сделать для него корпус.
Для этой цели пригодится фонарик с аккумуляторными батарейками, что позволит лазерному резаку получить электроподпитку, приобрести эстетичный вид, и удобство использования.
Для этого в корпус фонарика своими руками необходимо внедрить модифицированную верхнюю часть бывшей указки.
Затем нужно подключить к диоду зарядку, посредством находящейся в фонарике аккумуляторной батареи. Очень важно в процессе подключения точно установить полярность.
До того как фонарик будет собран, необходимо снять стекло и прочие лишние элементы указки, которые могут стать помехой лучу лазера.
На завершающем этапе проводится подготовка лазерного резака к использованию.
Для комфортной ручной работы все этапы работы над прибором необходимо строго соблюдать.
С этой целью нужно проконтролировать надежность фиксации всех внедренных элементов, правильность полярности и ровность установки лазера.
Итак, если все вышеизложенные в статье условия сборки были точно соблюдены, резак готов к применению.
Но так как самодельный ручной прибор наделен невысокой мощностью, то вряд ли из него получится полноценный лазерный резак по металлу.
Что идеально сможет выполнять резак, так это сделать отверстия в бумаге или полиэтиленовой пленке.
А вот наводить на человека лазерное приспособление, сделанное своими руками нельзя, здесь его мощности будет достаточно, чтобы навредить здоровью организма.
Как можно усилить самодельный лазер?
Чтобы сделать своими руками более мощный лазерный резак для работы по металлу, нужно использовать приборы из следующего списка:
DVD-RW привод, нет разницы рабочий или нет;
100 пФ и мФ – конденсаторы;
3 шт. аккумуляторные батареи;
стальной фонарь на светодиодных элементах.
Сборка лазерного резака для ручной работы происходит по следующей схеме.
С применением указанных приборов происходит сборка драйвера, впоследствии он посредством платы сможет обеспечивать лазерному резаку определенную мощность.
При этом к диоду ни в коем случае нельзя подсоединять электропитание напрямую, так как диод сгорит. Также нужно принять во внимание, что диод должен брать подпитку не от напряжения, а от тока.
В качестве коллиматора используется корпус, оснащенный оптической линзой, за счет которой будут скапливаться лучи.
Данную деталь легко отыскать в специальном магазине, главное, что в ней присутствует паз для установки диода лазера. Цена данного устройства небольшая, примерно составляет 3-7$.
Кстати, лазер собирается так же, как и вышерассмотренная модель резака.
В данном случае рекомендуется применять специальные браслеты, которые позволят убрать с диода статическое напряжение.
В качестве антистатического изделия также может применяться проволока, ею обматывают диод. После чего можно приступать к компоновке драйверного устройства.
Прежде чем перейти к полной ручной сборке лазерного резака, нужно проверить работоспособность драйвера.
Сила тока замеряется с помощью мультимера, для этого берут оставшийся диод и проводят измерения своими руками.
С учетом скорости тока, подбирают его мощность для лазерного резака. К примеру, у одних вариантов лазерных устройств сила тока может равняться 300-350 мА.
У других, более интенсивных моделей, она составляет 500 мА, при условии использования другого драйверного устройства.
Чтобы самодельный лазер выглядел более эстетично, и им можно было удобно пользоваться, для него нужен корпус, в качестве которого вполне может использоваться стальной фонарик, функционирующий на светодиодах.
Как правило, упомянутый прибор наделен компактными размерами, которые позволят поместиться ему в кармане. Но во избежание загрязнений линзы, заранее нужно приобрести или сшить своими руками чехол.
Особенности производственных лазерных резаков
Не каждому по карману цена лазерного резака по металлу производственного типа.
Такое оборудование применяют для обработки и разделки металлических материалов.
Принцип действия лазерного резака строится на выработке инструментом мощного излучения, наделенного свойством испарять или выдувать металлический расплавленный слой.
Такая производственная технология при работе с разными типами металла способна обеспечить высокое качество среза.
Глубина обработки материалов зависит от вида лазерной установки и характеристик обрабатываемых материалов.
На сегодняшний день используется три вида лазеров: твердотельные, волоконные и газовые.
Устройство твердотельных излучателей основывается на использовании в качестве рабочей среды конкретных сортов стекла или кристаллов.
Здесь в пример можно привести недорогие установки, эксплуатируемые на полупроводниковых лазерах.
Волоконные – их активная среда функционирует за счет применения оптических волокон.
Данный тип устройства является модификацией твердотельных излучателей, но как утверждают специалисты, волоконный лазер успешно вытесняет свои аналоги с области металлообработки.
При этом оптические волокна являются основой не только резака, но и гравировального станка.
Газовые – рабочая среда лазерного устройства сочетает углекислый, азотный и гелиевый газы.
Так как КПД рассматриваемых излучателей не выше 20%, их используют для резки и сварки полимерных, резиновых и стеклянных материалов, а также металла с высокой степенью теплопроводности.
Здесь в пример можно взять резак по металлу выпускаемый компанией Ханса, применение лазерного устройства позволяет резать медь, латунь и алюминий, в данном случае минимальная мощность станков только выигрывает у своих аналогов.
Схема работы привода
Эксплуатироваться от привода может лишь настольный лазер, данный тип устройства представляет собой портально-консольную машину.
По направляющим рейкам устройства лазерный блок может перемещаться как вертикально, так и горизонтально.
В качестве альтернативы портальному устройству была изготовлена планшетная модель механизма, ее резак перемещается только по горизонтали.
Другие существующие варианты лазерных станков имеют рабочий стол, оснащенный приводным механизмом и наделенный свойством перемещаться в разных плоскостях.
На данный момент имеется два варианта управления приводным механизмом.
Первый обеспечивает перемещение заготовки за счет эксплуатации привода стола, или перемещения резака выполняется за счет функционирования лазера.
Второй вариант предусматривает одновременное перемещение стола и резака.
При этом первая модель управления по сравнению со вторым вариантом считается намного проще. Но вторая модель все-таки отличается высокой производительностью.
Общей технической характеристикой рассмотренных случаев является необходимость внедрения в устройство блока ЧПУ, но тогда цена для сборки прибора для ручной работы станет выше.
Устройство лазерного станка
Конструкция современных лазеров довольно проста. Независимо от производителя, лазерный резально-гравировальный аппарат будет состоять из координатного стола, летающей оптики, излучающего элемента и вспомогательных механизмов. Остановимся подробнее на каждом из элементов конструкции.
1. Координатный стол
Координатный стол лазерного станка предназначен для точного позиционирования фокусирующего элемента относительно изделия. Точность контуров, скоростные показатели при гравировке и контурном рисовании, качество изделий зависят, в первую очередь, от этого элемента конструкции. Несущую функцию выполняет станина или корпус станка. К ней предъявляются требования жёсткости и точности геометрии. Для точного и плавного перемещения подвижных элементов, на станину установлены направляющие. От их качества зависит долговечность лазерно-гравировального станка и нагрузка на приводящую часть конструкции. В качестве привода, передающего усилие с моторов на подвижные части, могут выступать как зубчатые ремни, так и шарико-винтовые пары.

Существует множество способов сконструировать привод, у каждого есть свои достоинства, которые проявляют себя при правильном выборе сферы применения. Приводит в движение конструкцию мотор. На каждую ось координатного стола он свой. Могут использоваться сервомоторы и микрошаговые двигатели, которые, через свою систему управления подключены к контроллеру. Контроллер является основным управляющим элементом. Он получает программу с компьютера и перемещает с помощью координатного стола зеркала летающей оптики.
2. Летающая оптика
Для того, чтобы лазерное излучение попало точно в нужное место на материале, на подвижных частях координатного стола лазерно-гравировального станка установлена система зеркал. Луч, покидая излучающий элемент, встречает на своём пути первое, неподвижное, зеркало. Эта судьбоносная встреча меняет его траекторию, он отражается.

Для того, чтобы энергия луча не рассеялась зеркало изготовлено из специального материала и отполировано с высокой точностью, либо покрыто составом, уменьшающим рассеяние. После того, как первое, неподвижное, зеркало отразило луч, он попадает на второе зеркало, которое подвижно и. отразив луч, снова меняет его траекторию под прямым углом, направляя лазерный луч к третьему зеркалу, которое, в свою очередь отражает луч в фокусирующий элемент – линзу. Надо заметить, что в зависимости от мощности излучающего элемента диаметр луча на выходе из него может достигать десяти миллиметров. Линза фокусирует энергию луча в пятно диаметром всего в две десятые миллиметра. Вся энергия, излученная лазерной трубкой, оказывается в этом крохотном пятнышке.
3. Лазерная лампа
В качестве излучающего элемента в лазерных станках наиболее распространено использование стеклянных отпаянных ламп.

Лазерная лампа наполнена смесью газов на основе углекислоты. В ней организован оптический резонатор и два кольцевых электрода. При работе лазера на эти электроды подаётся высокое напряжение, приводящее к образованию тлеющего разряда, подобного разряду в неоновой рекламе. В этом разряде происходит движение электронов от положительного электрода к отрицательному и при пересыщении энергией происходит свечение — выделение фотонов, которые по инерции пролетают электрод и отражаются от первого, полупрозрачного зеркала резонирующего контура. Пролетая путь внутри тлеющего разряда эти фотоны сталкиваются с электронами и вызывают лавинообразное выделение себе подобных, долетая до второго, полностью не прозрачного зеркала, они отражаются от него. Зеркала расположены друг от друга на рассчитанном расстоянии, что приводит к резонансу системы. В результате энергия фотонов становится настолько велика, что первое, полупрозрачное зеркало уже не удерживает их и трубка излучает лазер. Излучение лазера когерентное и одномодовое, что означает, что все фотоны летят рядом и в одном направлении, не сталкиваясь и не рассеиваясь. Отраженное от зеркал летающей оптики и сфокусированное линзой излучение производит работу — жжёт. Соответственно происходит горение и образование дыма, который следует удалять.
4. Вспомогательные устройства при лазерной резке
Для того, что бы процесс работы на лазерно-гравировальном станке приводил к жизнеутверждающим результатам, доставлял удовольствие и продолжался как можно дольше следует использовать вспомогательные устройства. Важнейшее из них — устройство охлаждения. При работе излучающего элемента выделяется тепло, которое может привести к повреждению трубки, его нужно отводить. Для отвода тепла используют теплоноситель и аппарат для обеспечения циркуляции и охлаждения теплоносителя — чиллер. Чиллер, по сути, это холодильная установка с компрессором, испарителем и хладагентом. Она оснащена контроллером, который умеет поддерживать температуру, оптимальную для работы лазерной лампы.

Следующее по важности устройство — воздушный компрессор. Он обеспечивает избыточное давление в фокусирующем узле, что не позволяет продуктам горения оседать на линзе. Вторая функция — продувка места реза. Для получения поверхности реза с минимумом следов горения в воздушную магистраль можно подать инертный газ.
Конечно, продукты горения, которые выделяются при лазерной обработке, следует удалять, для этого используют системы вентиляции высокой производительности. Как минимум в шестьсот кубометров в час.
Укомплектовав свою лазерную машину всеми этими устройствами, можно быть уверенным, что все доступные для лазерной обработки материалы будут обработаны качественно и без вреда для станка и оператора.
Лазерная резка: как она работает
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом. Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно. Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения. Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.
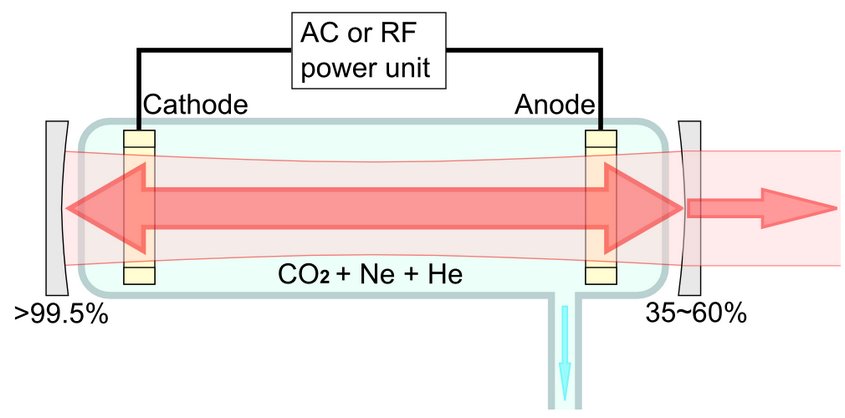
Так устроен газовый лазер с продольной прокачкой
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.
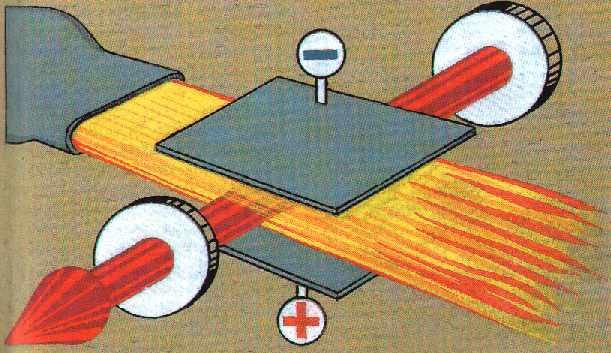
Схема работы газодинамического лазера
Преимущества и недостатки лазерной резки
Можно выделить следующие преимущества лазерной резки металлов:
- Нет механического контакта с поверхностью разрезаемого металла. Это делает возможным работу с легкодеформируемыми или хрупкими материалами.
- Можно разрезать металлы разной толщины. Сталь в пределах 0,2–30 мм, алюминиевые сплавы – 0,2–20 мм, медь и латунь – 0,2–15 мм.
- Высокая скорость резки.
- Возможность изготовления изделий с любой конфигурацией.
- Чистые кромки разрезаемого металла и низкое количество отходов.
- Высокая точность работы – до 0,1 мм.
- Экономный расход листового металла за счет более плотной раскладки деталей на листе.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.

