

Вакуумный насос для чпу станка
Мир CNC – форум любителей станков с ЧПУ и всего, что с ними связано…
Помогите выбрать вакуумный насос

 mahnisha 20 Июн 2011
mahnisha 20 Июн 2011
Мне, как новичку, да еще и женского полу нужна помощь в выборе насоса для вакуумного стола. Вообще с какого боку подойти к выбору, что учитывать. Станок Quick K1530
 Rionet 23 Июн 2011
Rionet 23 Июн 2011
 Андрей Кулагин 24 Июн 2011
Андрей Кулагин 24 Июн 2011
 vv92 24 Июн 2011
vv92 24 Июн 2011
Rionet 24 Июн 2011
ValeRace 25 Апр 2012
250m3/ч . И как влияют на присос единицы предельного вакуума которые в милибарах?
SergMaloy 25 Апр 2012
Нужна помощь в выборе вакуумного насоса. Рабочий стол 2х3 М. Склоняюсь к вихревому,
На такой стол 2х3м и у нас, и еще пару примеров знаю, стоят воздуходувки 520-600 м3/ч, 400mbar – не сказать, чтоб материал намертво присасывало.
ValeRace 26 Апр 2012
SergMaloy 26 Апр 2012
vv92 26 Апр 2012
ValeRace 26 Апр 2012
putnik 04 Июн 2013
Всем привет! уважаемые ветераны, помогите с выбором вакуумного китайского насоса в ценовой категории 500долл,
http://www.twryfj.co. ame=高压风机 HB-629
или
http://detail.china. 380.2192293.0.0
и подойдут ли такие насосы на вакуумный пресс для МДФ фасадов?
Сообщение отредактировал putnik: 04 Июнь 2013 – 21:03
OlegB 16 Июн 2013
Дмитрий. 31 Авг 2013
 DEDAlex 31 Авг 2013
DEDAlex 31 Авг 2013
 yaso73 31 Авг 2013
yaso73 31 Авг 2013
 3D-BiG 31 Авг 2013
3D-BiG 31 Авг 2013
Дмитрий. 31 Авг 2013
За один проход режете? На столе жертвенный МДФ? Какой толщины?
За один проход, жертвенный мдф 10мм.
Вакуума мало,остальное на уровне экстрасенсорики.Отсюда не видно,что Вы там и как делаете.
А можно я больше не буду полезные истории выкладывать?Я старый уже и мне печатать трудно.
рабочая подача 5,88м/минуту, формула фрезы есть, материал дсп 16 мм.
Какой размер рабочего стола? Какой тип вакуумника и с какой производительностью? Но обычно для удержания жеталей надо 0.6-0.8атм.
Вакуумный насос
Подбор по параметрам



Наиболее популярный способ фиксации заготовок на рабочем столе станка ЧПУ при обработке мебельных щитов и фасадов МДФ, в том числе по технологии nesting, остается вакуум. Он отличается простой, быстрой, надежной и безопасной фиксацией деталей на рабочем столе.
Принцип действия вакуума
По определению, вакуум – это пространство, свободное от вещества. В данном случае под вакуумом подразумевается технический термин характеризующий область разрежения, которая создается между вакуумным столом станка ЧПУ и установленной на нем заготовкой. Однако в действительности на заготовку воздействует не вакуум, а давление атмосферного воздуха, которое прижимает ее к поверхности стола.
В обычном состоянии атмосферный воздух давит на деталь со всех сторон. Если под одной из сторон детали с помощью вакуумного насоса откачать воздух, то атмосферное давление под ней уменьшится. По закону «Сила действия равна силе противодействия» внешнее давление атмосферного воздуха будет прижимать деталь к плоскости вакуумного стола до тех пор, пока сила сопротивления стола не сравняется с силой давления атмосферы.
На поверхности земли сила давления атмосферного воздуха составляет примерно 1 кг/см2. То есть, на плоскость детали со сторонами 10 на 10 см давит вес равный примерно 100 кг. Однако на самом деле сила прижима детали на вакуумном столе станка ЧПУ может существенно отличаться от расчетной силы.
В технических характеристиках вакуумных насосов есть такой показатель как предельное остаточное давление – максимальное значение вакуума, которое позволяет достигнуть конструкция данного агрегата. К тому же, из-за подсоса воздуха в магистралях подачи вакуума и фиксирующих элементах рабочего стола ЧПУ, сила вакуума может теряться. Поэтому фактическое воздействие атмосферного давления на деталь намного меньше.
Следует отметить, что сила вакуума может изменяться в зависимости от мощности вакуумного насоса, но она никогда не будет выше, чем сила атмосферного давления.
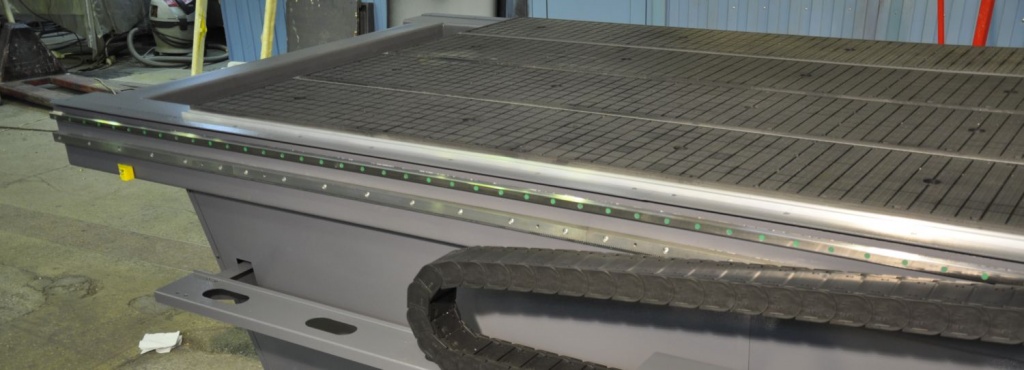
Станки ЧПУ с вакуумной системой блокировки деталей, обычно, оборудуются двумя типами рабочих столов: матричным или консольным.
Матричные рабочие столы отличаются большой площадью и, соответственно, высокими потерями вакуума, особенно при использовании «жертвенной» подложки. Поэтому, как правило, они разделены на несколько отдельных зон подачи вакуума с независимым подключением к общей магистрали. Такие станки оборудуются мощными насосами с высокой скоростью откачки воздуха.
Консольные рабочие столы станков ЧПУ менее требовательны к производительности вакуумного насоса, но более прихотливы к качеству вакуума. Блокировка деталей на них происходит посредством точечного прихвата вакуумными присосками, которые исключают потери вакуума, но имеют меньшую площадь соприкосновения с поверхностью обрабатываемой детали.
В промышленном производстве наиболее распространены следующие типы вакуумных насосов, выделяющихся высокой производительностью и глубиной создаваемого вакуума:
- Водокольцевые вакуумные насосы;
- Вихревые вентиляторы;
- Масляные пластинчато-роторные вакуумные насосы;
- Сухие пластинчато-роторные вакуумные насосы.
Водокольцевые насосы отличаются низкой стоимостью, простой и надежной конструкцией. Однако при нагреве циркулирующей жидкости их производительность падает, образуется пар. Через короткий срок службы начинают течь сальники.
Вихревые вентиляторы (воздуходувки) обладают высокой производительностью, но в некоторых случаях не могут обеспечить нужное качество вакуума.
Масляные пластинчато-роторные вакуумные насосы выделяются отличными характеристиками вакуума и откачки воздуха, надежностью и относительной неприхотливостью в эксплуатации. С другой стороны они имеют высокую стоимость, требовательны к периодическому обслуживанию, образуют масляный туман.
Сухие пластинчато-роторные вакуумные насосы на графитовых пластинах, пожалуй, наилучший выбор для производства мебели и фасадов МДФ на станках и обрабатывающих центрах ЧПУ. Как показывает практика использования вакуумных насосов Becker, они способны работать без потери качества вакуума в течение нескольких часов даже при температуре окружающего воздуха выше 35°C.
Обслуживание вакуумного насоса заключается в периодической очистке сжатым воздухом корпуса и воздушных фильтров, ежегодной замене смазки на подшипнике вала ротора. Контроль износа и замена графитовых пластин может производиться с периодичностью более чем через 5 лет.
Легкость и быстрота смены обрабатываемых заготовок. Например, при использовании педали для включения-выключения подачи вакуума, время смены детали может достигать 10-15 секунд;
Возможность обрабатывать широкоформатные заготовки и детали с необычной геометрией (при наличии хотя бы одной плоской поверхности на них);
Беспрепятственный доступ инструмента к свободным от захвата сторонам заготовок;
Бережливая блокировка хрупких и мягких материалов.
Есть у вакуумной системы фиксации деталей для обработки на станке ЧПУ свои минусы. Основной недостаток – это слабая сила зажима мелких деталей и пористых материалов. Возникает необходимость переключаться на использование других устройств фиксации заготовок, в том числе механических или работающих на сжатом воздухе высокого давления.
Другим существенным недостатком является необходимость постоянного поддержания чистоты на вакуумных элементах рабочего стола. С одной стороны это необходимо, чтобы исключить попадание опилок и стружки в вакуумную систему станка ЧПУ, а с другой, – чтобы обеспечить наиболее плотное прилегание заготовок к поверхности вакуумных зажимов.
Как своими руками сделать вакуумный стол для ЧПУ

Надежное закрепление заготовки — гарантия точности и качества гравировальной или фрезерной обработки.
Каждый станок ЧПУ комплектуется универсальным рабочим столом, предназначенным для установки заготовок различной конфигурации. Для этого в них предусмотрены продольные пазы, в которые заводятся зажимные винты. С их помощью заготовка прижимается к поверхности стола и впоследствии не смещается от усилий, создаваемых вращающейся фрезой.
Стандартные рабочие столы станков с подвижным порталом не подходят для обработки крупногабаритных листов МДФ, фанеры, пластиков, композиционных материалов. Часть обрабатываемой поверхности перекрывается зажимными планками, и есть риск повредить заготовку при затяжке винта. Часто проблемы возникают с тонкими листами: из-за низкой жесткости они деформируются при касании фрезы. Многие производители машиностроительного оборудования комплектуют фрезерные станки вакуумными столами. Чаще всего это приспособление предлагают в качестве дополнительной опции, и стоимость его достаточно высока.

Принцип работы и конструкции вакуумных столов
Принцип работы вакуумного стола для станка состоит в откачивании воздуха из пространства, образованного его рабочими камерами и заготовкой. Он играет роль своеобразной присоски.
Будущая деталь удерживается в стационарном положении за счет разницы между атмосферным давлением и давлением внутри рабочих камер.
Существует несколько разновидностей вакуумных столов для станков с ЧПУ:
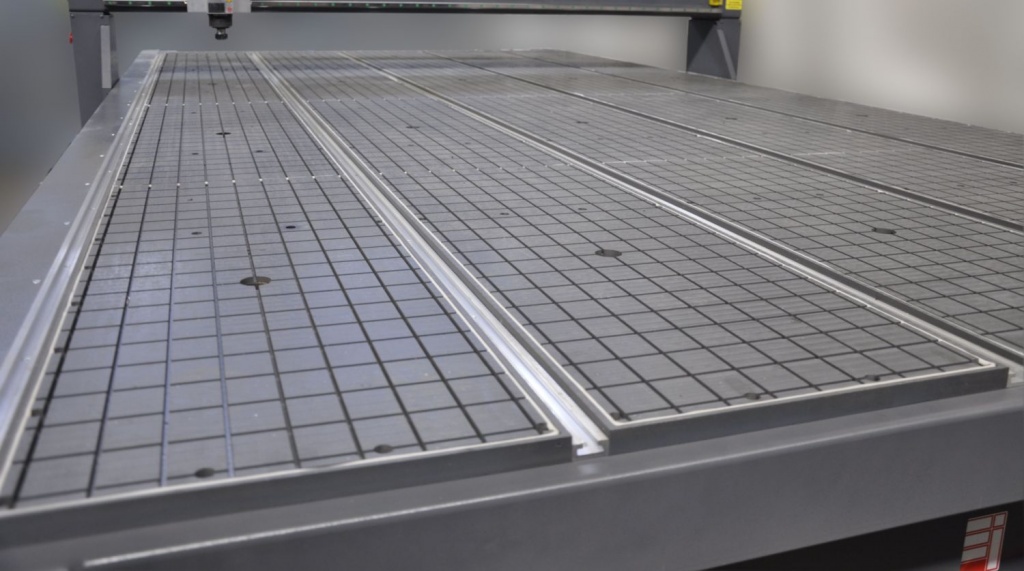
- Решетчатые. Рабочие камеры образованы продольными и поперечными канавками, которые образуют замкнутый контур. Для фиксации заготовок, не перекрывающих «поле» используется О-образный уплотнитель. Он укладывается в канавки по контуру зоны зажимания.
- Желобковые (шлицевые). Имеют только продольные канавки. Используются для изготовления мелких деталей с невысокими тангенциальными усилиями при обработке, например, сверления и фрезерования печатных плат, электронных компонентов, гравировки. Требуют применения предварительно подготовленных промежуточных матов, «запирающих» рабочую зону.
- Пористые. Металлические вставки с микропористой структурой равномерно распределяют усилие прижатия по всей плоскости заготовки. На таких столах обрабатывают тонкие материалы вплоть до фольги.
- VAC-MAT. Рабочая поверхность разделена на множество вакуумных камер, что позволяет выполнять сквозное сверление, фрезерование окон и обход по контуру. Вставки VAC-MAT являются расходным материалом и заменяются по мере износа.
- FLIP-POD. Система состоит из отдельных присосок с высоким разрежением и рассчитана на крепление массивных заготовок с шероховатой поверхностью.
Порядок изготовления
Чтобы сделать работоспособный вакуумный стол своими руками, потребуется только найти заготовку соответствующего размера. Оборудование для этого у вас уже есть – это портальный фрезерный станок. Предлагаем рассмотреть самодельный вакуумный стол решетчатого типа как наиболее простой в изготовлении. В перспективе можно купить адаптер-плату и работать с полимерными матами VAC-MAT.
Проектирование и выбор заготовки
Чтобы сделать вакуумный стол для ЧПУ своими руками, чертежи придется разрабатывать самостоятельно, производитель станка вряд ли поделится ими. Однако основные размеры все же можно взять из каталогов. За образец можно взять любой из продуктов компании Witte Barskamp KG, которая изготавливает вакуумные столы для фрезерных станков с ЧПУ.
Они делают решетчатые плиты с шагом сетки 12,5 мм, шириной канавки 4 мм, толщиной 32,5, 38 и 48 мм. Ширина от края плиты до оси первой канавки составляет полшага (6,25 мм). Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
Производитель предлагает модульные плиты, однако владельцы фрезерных станков предпочитают делать цельные конструкции с несколькими вакуумными зонами (замкнутыми контурами).
В качестве самых бюджетных материалов используется фанера 16-20 мм или ламинированные листы ДСП. Если нет финансовых ограничений, можно приобрести текстолитовую или дюралевую плиту (Д16Т, Д16АТ) 8-12 мм.
Выравнивание заготовки
Первоначально заготовку для вакуумного стола ЧПУ необходимо сделать идеально плоской, чтобы впоследствии обрабатываемые детали не копировали неровности при зажатии. Для этого по обеим поверхностям нужно сделать 1-2 прохода чистовой спиральной фрезой диаметром 20 мм до полного касания.
Нарезка канавок
Канавки фрезеруют в соответствии с выбранной схемой. Ширина канавки должна соответствовать диаметру уплотняющего шнура, поэтому его лучше заказать заранее. Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
Нужно добиться, чтобы в рабочем состоянии шнур не выступал над рабочей поверхностью, при этом не было потерь вакуума.
Изготовление трассы
Для изготовления вакуумной трассы подойдет ПВХ-труба диаметром 25 или 32 мм, и если в штатном столе предусмотрены сквозные отверстия, патрубки подводятся через них снизу (к каждому контуру). Если рабочий стол сплошной, то вакуумную плиту придется делать из двух частей (в виде бутерброда), герметизировать стык и подавать трассу с торца.
На каждую ветвь вакуум-провода стоит установить шаровой вентиль, чтобы задействовать только те зоны, на которые попадает заготовка. Трасса соединяется в единый коллектор и подключается к вакуумному насосу.
Сверление отверстий
В плите необходимо сделать отверстия следующего назначения:
- Для подвода вакуума по 1 для каждой зоны — на пересечении канавок.
- Для крепления к штатному столу — по центрам выступающих квадратов. Количество отверстий нужно выбирать исходя из жесткости вакуумной плиты. Если она дюралевая, можно обойтись без сверления, а крепить только края. Отверстия должны быть потайными: чтобы гайка полностью утопала. Зажимной винт также не должен выступать над поверхностью.
- Для фиксации заготовки с торцов — по центрам квадратов. В эти отверстия нужно запрессовать гайки (снизу). В дюралевом столе просто нарезают резьбу. При обработке заготовки небольшой площади усилия прижатия часто бывает недостаточно для надежного удержания. Чтобы предотвратить сдвиг, ее фиксируют планками с пазовыми отверстиями.
Посмотреть конструкции дополнительного крепежа можно на сайтах производителей оснастки для станков.
Выбор насоса
Чтобы сделанный своими руками вакуумный стол работал не хуже «заводского», этому вопросу нужно уделить максимум внимания. Если сетка в плите сделана точно по образцу, достаточно посмотреть, какой насос рекомендует производитель «оригинала». В противном случае придется экспериментировать или заказывать расчет.
При выборе исполнения насоса стоит обратить внимание на вихревые воздуходувки. Это наиболее бюджетное оборудование, в котором кроме как подшипников нет других изнашивающихся элементов. Оно не требует обязательного отключения при достижении максимального разрежения, отличается компактностью и простотой в установке.
Один из важных этапов конструирования, который не был упомянут в статье, — это составление сметы расходов. Однако именно по окончании работы над сметой можно точно решить, попробовать собрать вакуумный стол для ЧПУ своими руками или же проще и выгоднее выйдет заказать готовое изделие.
Вакуумные столы для станков MULTICUT
Предприятие MULTICUT – один из ведущих российских производителей фрезерно-гравировальных станков с ЧПУ и шипорезно-долбежных координатных установок с программным управлением. Компания предлагает широкий ассортимент станков, в задачи которых входит раскрой листовых материалов и производство мебельных фасадов.
Одно из основных преимуществ оборудования — интегрированный вакуумный прижим в базовой комплектации стола. Он состоит из системы трубопроводов, запорной арматуры и каналов на рабочей поверхности. Вакуумным прижимом оснащены следующие серии станков:
Модель вакуумного насоса подбирается техническими специалистами MULTICUT в соответствии с требуемым усилием прижатия.
Как своими руками сделать вакуумный стол для ЧПУ
Вакуумные столы очень дорогие, поэтому разумно сконструировать стол самостоятельно, под индивидуальный размер и потребности поэтапно у себя дома.
Для работы на фрезеровочном станке с ЧПУ с деталями больших размеров необходим большой вакуумный стол. Такое оборудование очень дорогое в связи со сложностью транспортировки и не всегда подходит для определенных задач, но можно сконструировать стол самостоятельно, под индивидуальный размер и потребности.
Вакуумные столы для ЧПУ предназначены для станков фрезерной работы с крупными листами дерева или металла. Большинство станков с ЧПУ используют криволинейную обработку. Для работы на фрезерных станках нужна поверхность, которая надежно фиксирует обрабатываемые детали. Вакуумный стол прижимает изделия к поверхности, не давая им перемещаться, делая работу на фрезерном станке более точной, комфортной. Кроме того, полноценное оборудование обеспечивает нагрев до нужной температуры. Он более универсальный, чем магнитный стол, подходящий только для обработки металлических изделий.
Довольно часто фрезерные станки с ЧПУ идут в комплекте с вакуумным столом, однако при его отсутствии или недостаточно большом размере требуется другой прибор. В этом случае можно купить подержанное устройство сомнительного качества или изготовить его самостоятельно.
Необходимые материалы и инструменты
Чтобы изготовить вакуумный стол для фрезерного станка, необходимо найти все комплектующие. Для создания функционального оборудования понадобится:
- деревянный или металлический лист соответственного размера;
- металлопрофиль;
- вакуумный насос;
- нагревательный элемент;
- блок управления.
Из инструмента потребуется: дрель, отвертка, гаечные ключи, паяльник. Остальные инструменты используются опциально, при наличии.

Этапы изготовления
После приобретения всех необходимых материалов и инструментов, можно перейти к самостоятельной сборке стола.
Изготовление рабочей поверхности и короба
В начале изготовления вакуумного стола для ЧПУ своими руками нужно создать рабочую поверхность. Для этого берется заранее заготовленный лист материала. В нем аккуратно, в шахматном порядке при помощи дрели или шуруповерта высверливаются дырки. Позже с тыльной части поверхность будет примыкать к вакуумному насосу, служащему для надежного закрепления изделий. Для повышения надежности конструкции устанавливаются перегородки. Они не дают столу деформироваться в процессе эксплуатации.
Коробка
Наиболее значимой здесь является высота, так как стол конструируется под станок с числовым программным управлением. Из металлических и деревянных частей собирается устойчивая конструкция для закрепления рабочей поверхности. Поверхность над рабочей зоной будет исполнять роль держателя для нагревательного элемента. Желательно, чтобы короб был разборным: это облегчит, дальнейшую работу, наладку оборудования или транспортировку стола в дальнейшем.
Рабочий стол должен быть максимально устойчивым и надежным. Поэтому в конструкции желательно избегать недолговечных или подвижных соединений. Для облегчения перестановок инструмента можно использовать ножки регулируемой высоты. Это позволит работать на неровной поверхности, обеспечивая устойчивость.
Нагревательный элемент
Вакуумная формовка пластика также требует наличия специального стола. При работе на изделие действует вакуумное поле и нагревательный элемент, разогревающий пластик до необходимой температуры. Для этого над столом устанавливается нагревательная панель. В качестве нагревательного элемента лучше всего зарекомендовала себя нихромовая нить. Однако из-за дороговизны материала, а также сложности с поиском его в свободной продаже при самостоятельном изготовлении обычно используются галогеновые лампы.
Среди преимуществ использования следует отметить равномерный нагрев, а также качественное освещение рабочей области.
В качестве заготовки берется лист металла. В нем также высверливаются отверстия для ламп, после чего следует закрепление нагревательных элементов и монтаж электрической части. Все лампы требуется соединить параллельно. При более сложной конструкции электрическая часть выводится на контроллер или отдельные выключатели для нагрева определенных частей рабочей зоны. Соединение происходит при помощи пайки и медных проводов. Для сокращения проводки, более приятного вида, удобства работы и большей надежности проводки рекомендуется использовать печатную плату или несколько небольших плат. Конструкция световой панели также должна быть разборной для обслуживания.

Вакуумный насос
Самый важный элемент оборудования. Служит для создания вакуума и надежной фиксации детали. Лучше всего использовать специализированный генератор вакуума с манометром. При отсутствии специализированного вакуумного насоса подойдут несколько вакуумных вентиляторов. Возможна замена промышленными вакуумными пылесосами, однако на практике их эффективность ниже.
При подключении важно максимально снизить приток воздуха, то есть произвести изоляцию от входа до рабочей поверхности. Манометр нужен для измерения результатов: слишком сильный вакуум может повредить деталь, рабочую поверхность или оборудование. При более сложной конструкции столов регуляторы нагревательной части и манометр устанавливается в блок управления.
Блок управления
Электронная часть вакуумного стола нужна для эффективной регулировки нагрева рабочей зоны и создания более стабильной фиксации деталей. Вариантов реализации блока управления много, самую большую роль здесь играет фрезерный станок и числовое программное управление, установленное в рабочее оборудование. Наиболее оптимальный выбирается исходя из задач, бюджета, доступности конкретных элементов. Для оптимальной работы требуется микроконтроллер с дисплеем и по одному реле на каждый блок управления.
Для комфортной работы используются датчики температуры и давления. При минимальной комплектации требуется по одному датчику и 2 реле: одно для включения/выключения насоса, другое – для контроля нагревательной панели. Для разграничения рабочей области, использования зажима и нагрева только для части стола необходимо использовать большее количество реле и соответственно более производительный контроллер. Установка надежного блока управления сделает работу более комфортной, позволит не отвлекаться на показатели манометра.

Отличие заводского оборудования от индивидуального
Создание рабочего оборудования позволяет адаптировать инструмент под индивидуальные нужды. Самостоятельно сконструированные вакуумные столы можно подогнать под необходимые размеры и включить в него все функции начиная от фрезерной обработки заканчивая формовочными работами. Основными преимуществами такого стола являются:
- экономия средств;
- индивидуальные размеры и функциональные особенности;
- простота в обслуживании ввиду доступности запчастей.
Основными недостатками являются большая затрата времени и сил, менее высокая надежность по сравнению с заводскими аналогами и отсутствие гарантийного обслуживания.

