

Вертикально сверлильные станки назначение
Сверлильный станок. Виды и устройство. Работа и применение
Сверлильный станок – это оборудование, предназначенное для обработки отверстий в металле и прочих материалах. Устройство имеет схожий принцип действия с ручной дрелью, но обладает более усложненной конструкцией, которая позволяет проводить точную регулировку. Данное оборудование производится в различных модификациях в зависимости от предназначения. Для обеспечения сверления в станок устанавливаются расходные материалы – сверла, метчики, развертки или фрезы.
Где используется сверлильный станок
Станки для сверления являются распространенными в производстве и бытовом пользовании. Их можно встретить практически везде. Подобные станки часто имеют в своем распоряжении автолюбители, а также профессиональные слесари и столяры. Практически не существует ремонтного предприятия, среди оборудования которого нет сверлильного станка.
Использование данного оборудования позволяет выполнять различные функции:
- Сверление отверстий.
- Развертку.
- Расширение диаметра.
- Зенкование детали.
- Нарезание резьбы.
Устройство станка
Любой сверлильный станок состоит из электродвигателя, зажимного патрона для фиксации насадок установленного на шпинделе, и механизма регулировки. В зависимости от сложности конструкции возможно проведение разного объема настроек. Самые простые станки позволяют проводить обработку отверстий в одном положение только вертикально. Более сложные конструкции имеют регулируемую подставку для крепления заготовок, что позволяет выставлять их под нужным углом, делая отверстия наискось.

У сверлильных станков зачастую передача вращения от двигателя на зажимной патрон происходит не напрямую через вал, а с помощью приводного ремня. Также интересным конструктивным решением является и то, что станина для регулировки глубины сверления производит движение не заготовки к патрону, а патрона с двигателем к обрабатываемой поверхности.
Даже самая простая конструкция станка позволяет точно регулировать глубину обработки. Благодаря жесткой фиксации вала, вращающегося с насадкой, обработка деталей осуществляется с высокой точностью и без образования биения, как это бывает при использовании ручной дрели. Кроме этого, мощность станков существенно выше, чем ручного инструмента, поэтому они способны работать с более толстыми и тяжелыми насадками. Благодаря этому, обеспечивается ускоренная обработка деталей.
Классификация станков по реализации
По реализации станки можно разделить на четыре группы:
- Вертикально-сверлильные.
- Радиально-сверлильные.
- Горизонтально-сверлильные.
- Многошпиндельные.
Вертикально-сверлильные являются одними из самых первых, которые начали применяться в производстве. Они бывают в различном исполнении, и обычно способны на обработку отверстий диаметром до 50 мм. Данное оборудование позволяет проводить регулировку только в вертикальной плоскости. Сама деталь закреплена или уложена неподвижно. Для поднимания или опускания шпинделя с патроном и сверлом используется зубчатая передача. В результате двигается и вертикально установленный двигатель, подсоединенный к шпинделю с помощью ремня. Электродвигатель обычно защищается кожухом, который блокирует попадание стружки.

Радиально-сверлильные работают практически по такому же принципу, что и вертикальные. Колонна для их крепления сделана из круглого вала, что позволяет проводить регулировку не только вверх и вниз, но и обеспечить движение по горизонтали. Фактически применяя такое оборудование можно проводить регулировку точки опускания сверла на самом станке, а не передвигать заготовку на столе или плите. Зачастую радиальная установка весит несколько тонн, и встречается только на крупных предприятиях и мастерских.

Горизонтально-сверлильные обычно используются для проделывания глубоких отверстий. Как правило, это тяжелое оборудование, которое имеет рельсу с площадкой для укладки заготовки. Конструкция станка позволяет двигать заготовку на сверло или наоборот направлять патрон с двигателем на обрабатываемую деталь. Это позволяет комфортно работать с заготовками различного веса и размера.

Многошпиндельные могут выполнять несколько задач. Каждая операция делается поэтапно. Подобные станки трудно спутать с другими разновидностями. Их особенность заключается в том, что они имеют несколько патронов. Как только один из них проделал требуемый объем работ, проводится быстрое приключение на другой, в котором закреплено нужное сверло, фреза или развертка.

Разновидности станков по предназначению
Сверлильный станок используется повсеместно, поэтому неудивительно, что его конструкция претерпела изменения под определенные цели.
Среди всего разнообразия сверлильного оборудования, можно выделить три категории станков:
- Универсальные.
- Для глубоких отверстий.
- Специальные.
Универсальные предназначены для выполнения широкого перечня операций с металлами. Именно такое оборудование закупается при ограниченном бюджете, когда необходим многофункциональный инструмент позволяющий заменять, как можно больше узкоспециализированного оборудования. Универсальный сверлильный станок позволяет провести сверления заготовки, зенкование, а также нарезку резьбы. В его патрон можно закрепить тонкую цилиндрическую деталь и провести заточку или полировку прижимая напильник.
Сверлильный станок для глубоких отверстий применяется исключительно для узкоспециализированной обработки однотипных деталей. Их можно встретить на промышленном производстве, когда на линии или конвейере требуется выполнение одной задачи, которая повторяется с большой частотой. Такое оборудование имеет мощный двигатель, позволяющий сверлить глубокое отверстие с минимальными затратами времени. Подобные станки тяжелые и дорогие, поэтому не нашли бытового применения в связи со своей узкой специализацией.
Специальные станки могут выполнять одновременно несколько однотипных задач. В отличие от оборудования для глубоких отверстий, они могут обрабатывать только один тип заготовок, который имеет определенную форму. Зачастую вставить любой другой предмет, чтобы проделать в нем отверстия или нарезать резьбу не удастся. Такие установки обеспечивают самую высокую скорость обработки и зачастую не выпускаются многосерийным производством. Для многих промышленных предприятий их делают под заказ, отталкиваясь от шаблона заготовки, которую станок должен подготавливать.
Разновидности
Станки одного типа могут отличаться между собой по нескольким критериям:
- Массе.
- Точности.
- Уровню амортизации.
- Мощности двигателя.
- Частоте вращения шпинделя.
Чем тяжелее сверлильный станок, тем более надежный механизм его регулировки и оказываемое давление, с которым сверло или фреза прижимается к обрабатываемой поверхности. Уровень точности и амортизации является важным критерием в обеспечении качественной обработки. Точность определяется чувствительностью механизма регулировки и уровнем бокового биения, которое наблюдается при сверлении. Что касается амортизации, то от ее жесткости зависит удобство работы, а также качество обработки. Со временем элементы амортизации изнашиваются, в результате чего появляются люфты. В связи с этим перед покупкой станка стоит обратить внимание на детали, которые позволяют проводить регулировку и поинтересоваться о наличии ремкомплектов.
Что касается мощности двигателя, то чем она выше, тем лучше. Выбирая сверлильный станок, стоит обращать внимание на соотношение мощности двигателя к корпусу устройства. Чрезмерно мощный станок на слабой подставке плохое сочетание. При сильной нагрузке возможно искривление механизма регулировки, что приводит к порче оборудования.
Обычно производитель в инструкции к станку указывает максимальную толщину насадок, которые можно в него вставлять, а также ограничения по углублению в заготовку. Данные рекомендации являются весьма условными, особенно если это касается глубины сверления. Многое зависит в первую очередь от используемого материала. Твердость металлов отличается. Мягкие отпущенные стали сверлить гораздо легче, чем закаленные заготовки. Стоит учитывать, что многое зависит не только от сверлильного станка, но и от используемых насадок. Чем жестче и качественнее сверла, метчики или развертки, тем лучший результат обработки.
Также станки отличается и по частоте вращения шпинделя. Это зависит от используемого редуктора. Большинство станков имеют показатель в 2-3 тыс. оборотов в минуту. Поскольку для различных материалов требуется сверление с определенной скоростью для продления ресурса насадок, то необходимо проводить регулировку в зависимости от типа заготовки. В отдельных станках это возможно только путем изменения частоты вращения двигателя, в то время как в других это делается путем переключения редуктора на шпинделе.
Самодельные сверлильные станки
Вне зависимости от конструкции можно с уверенностью заявить, что любой сверлильный станок относится к дорогостоящему оборудованию. Конечно, бытовые модели стоят в десятки раз дешевле, чем многотонное оборудование для производства, но тоже далеко не дешевое. В связи с этим для выполнения простейших сверлильных задач многие умельцы делают станки самостоятельно на базе обычной ручной дрели. Для этого на тяжелой плите закрепляется одна или несколько вертикальных труб, которые служат в качестве направляющей. Дрель крепится обычными зажимами к скользящей трубке, одетой поверх направляющей. Для автоматического подъема инструмента обычно применяется пружина. Для опускания дрели она просто надавливается за стационарную рукоять сверху, преодолевая сопротивление пружины. Такой простейший инструмент позволяет проводить быстрое сверление вертикальных отверстий. При необходимости дрель всегда можно снять.

Также бывают и более совершенные конструкции. Часто вместо дрели используют старые ненужные двигатели в частности от стиральных машин и прочего бытового оборудования. Для более точной регулировки опускания и поднимания шпинделя зачастую применяют рулевую рейку от легкового автомобиля.
Вертикальный сверлильный станок — для чего и почему
Вертикальный сверлильный станок – это техника, необходимая для создания глухих и сквозных отверстий, а также для дополнительной обработки полученных иным методом отверстий. Она часто используется для рассверливания отверстий, которые требуют максимальной точности.
Также агрегаты данного типа демонстрируют свою эффективность при нарезании внутренней резьбы и при создании дисков из сплошного листового материала. Другими словами, вертикальные станки – это универсальные помощники, на которые можно возложить выполнение ряда непростых задач.

Конечно же, технологические возможности оборудования не ограничиваются вышеприведенными операциями. Функционал техники гораздо шире, чем может показаться на первый взгляд. Это стало причиной широкого ее применения в самых разных сферах.
Особую популярность такие станки обрели в мелкосерийном производстве. Для выполнения частных задач они подходят идеально. Однако, если рабочий цех оснастить должным образом, подобные агрегаты станут незаменимым инструментом в сфере массового производства.
Виды вертикальных сверлильных станков
Все вертикальные сверлильные станки можно распределить по следующим категориям:
- Одношпиндельные агрегаты настольного типа. Такая техника идеально подходит для мелкосерийного производства.
- Одношпиндельные вертикальные напольные станки.
- Агрегаты редукторного типа.
- Многошпиндельные станки.
- Техника, предназначенная для глубокого сверления.
Все эти агрегаты могут быть дополнены числовым программным управлением, что делает работу на них проще, эффективней, а результаты – точнее. Рассмотрим особенности каждого из видов станков.
Одношпиндельные агрегаты настольного типа – это небольшие по размеру станки, которые рассчитаны в основном на получение отверстий диаметром до 16 миллиметров. Также с помощью этой техники можно зенкеровать и зенковать заготовку. С нарезанием резьбы одношпиндельные настольные станки также справятся.
Среди преимуществ эти станков стоит выделить малые габариты, умеренное энергопотребление и низкий уровень издаваемого во время работы шума. Пожалуй, это единственные вертикальные станки, которые подходят для эксплуатации в бытовых условиях.
Если же речь идет о больших цехах или мастерских, то для этих условий идеально подойдет напольный станок, список возможных операций которого гораздо шире. Особенностью конструкции этой техники можно считать наличие специальных подножек, которые облегчают монтаж достаточно тяжелого агрегата на самых разных поверхностях. Также конструкция включает такие элементы как рабочую стойку, шпиндель, фундаментную плиту, механизм подачи и коробку скоростей.

Для получения крупных отверстий в условиях цеха такой техники, все же, недостаточно. И тут на помощь приходят массивные редукторные станки, которым можно поручить такую работу. Если же такой агрегат комплектуется числовым программным управлением, то он и вовсе становится незаменимым помощником на производстве, так как позволяет получать практически любые отверстия с максимальной точностью. Подобные агрегаты комплектуются системой индикации, которая предоставляет оператору нужную информацию.
Станок вертикально-сверлильный имеет свои особенности. Во-первых, сверление осуществляется путем перемещения заготовки относительно инструмента, который крепится с помощью специальных переходных втулок и патронов. Во-вторых, встроенный стол поворачивается вокруг основной колонны, что делает более удобной работу с большими заготовками. Стоит также отметить, что эта техника имеет достойные показатели производительности. Их сервисное обслуживание при этом порадует мастера своей простотой.
Расшифровка обозначений
Как вам, наверняка, уже приводилось видеть, у каждого станка вертикально-сверлильного есть свое буквенно-числовое обозначение. Какую же информацию несут под собой эти шифры?
Первая цифра в названии станка говорит о том, к какой группе он принадлежит. Вторая цифра определяет тип агрегата. Третья и четверная цифра указывают на габариты станка. Если после первой цифры стоит буква, то перед нами улучшенная модель агрегата. Стоящая же после всех цифр буква информирует о том, что на базе станка была создана усовершенствованная модель.
Устройство вертикального станка и алгоритм работы
Каждый агрегат вертикального типа состоит из нескольких конструктивных деталей. В большинстве случаев он являет собой фундаментальную плиту, куда водружается колонна. На колонне располагается электродвигатель и шпиндельная головка с инструментом. На направляющих фиксируется шпиндельная бабка, что позволяет перемешать посредством штурвала шпиндель в вертикальной плоскости.

Также конструкция имеет рабочий стол, на котором обрабатывается заготовка. Чаще всего производители станков оснащают стол механизмом подъема и опускания. В некоторых случаях стол может поворачиваться вокруг оси колонны для большего удобства оператора.
Алгоритм работы за вертикальным сверлильным станком выглядит следующим образом:
- Закрепление заготовки;
- Настройка работы станка оператором;
- Включение агрегата и подача сверла;
- Съем детали;
- Уборка стола и помещения от образовавшейся стружки.
Многие производители оборудования комплектуют станки многоскоростным редуктором, который позволяет выбирать оптимальную частоту для конкретной операции. В целях безопасности агрегаты оснащаются электрическим шкафом, который обеспечивает при необходимости защитное отключение техники.
Тонкости покупки
Вы удивитесь, но в среднем стоимость вертикального сверлильного станка весьма умеренна. При этом чтобы выбрать идеальный для своих целей агрегат, нужно тщательно узнавать у поставщика технические характеристики конкретных моделей. Для домашней эксплуатации вполне достаточно настольного аппарата.

Нужно также учитывать, что наличие числового программного управления делает технику более дорогой. Тем не менее, если станок будет использоваться в производственных целях, то ЧПУ станет весьма выгодной инвестицией, которая повысит качество и точность проведения большинства сверлильных операций. Практика показывает, что приобретение компьютеризированной техники окупается очень быстро. Главное – подобрать подходящий по всем параметрам аппарат, который будет справляться с поставленной задачей.
Вертикально-сверлильные станки.
Лабораторная работа № 7
Изучение конструктивных особенностей сверлильных станков.
Назначение и область применения сверлильных станков.
Сверлильные станки предназначены: для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развертывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Применяя специальные инструменты и приспособления, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
На сверлильных станках обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Существуют следующие типы универсальных сверлильных станков: 1) настольно-сверлильные станки (одношпиндельные); 2) вертикально-сверлильные одношпиндельные станки; 3) радиально-сверлильные станки; 4) многошпиндельные сверлильные станки; 5) станки для глубокого сверления.
Наиболее распространенными в общем машиностроении являются вертикально- и радиально-сверлильные станки.
Основные размеры сверлильных станков — наибольший диаметр сверления в стали средней тердости, номер конуса шпинделя, вылет шпинделя, наименьшие и наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
Вертикально-сверлильные станки.
Краткие технические характеристики отечественных сверлильных станков приведены в табл. 4, 1.
В вертикально-сверлильных станках главным движением v является вращение шпинделя с закрепленным в нем инструментом, а движением подачи sx — вертикальное перемещение шпинделя (Рис.4.1.).
Обрабатываемую заготовку устанавливают на столе или непосредственно на фундаментной плите, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
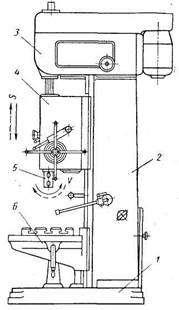
Рис.4.1. Вертикально-сверлильный станок.
Основными узлами вертикально-сверлильного станка являются станина 2, фундаментная плита 1, привод главного движения 3, шпиндель 5, коробка подач и механизм подачи 4, стол 6.
На станине, которая представляет собой полую отливку коробчатой формы, размещены основные узлы станка. Станина имеет вертикальные направляющие, на которых устанавливается кронштейн, несущий шпиндель. В полости станины размещаются электроаппаратура управления и противовес шпинделя.
Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок крупных размеров. Внутренние полости фундаментной плиты служат резервуарами для смазочно-охлаждающей жидкости.
Коробка скоростей сверлильных станков содержит в большинстве случаев зубчатые передачи, переключениями которых получают различные скорости шпинделя. Шпиндель современных вертикально-сверлильных станков имеет 6—12 ступеней скорости, обеспечиваемых сочетанием привода главного движения с одно- или двухскоростным электродвигателем. Некоторые модели вертикально-сверлильных станков имеют вместо привода главного движения бесступенчатый вариатор. На Рис.4.2. показан привод главного движения вертикально-сверлильного станка.
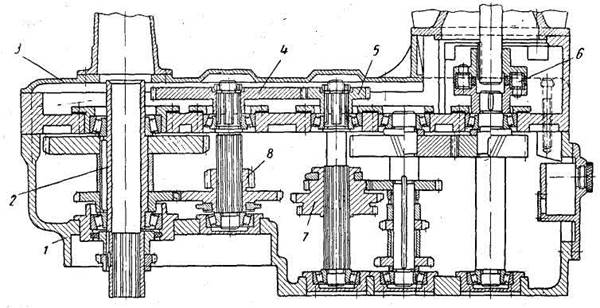
Рис.4.2. Конструкция привода главного движения вертикально-сверлильного станка.
Корпус привода прикреплен к верхнему торцу станины. На крышке 3
корпуса установлен электродвигатель, соединенный с первым валом коробки муфтой 6. С помощью двух передвижных блоков 7 и 8 гильзе 2 сообщается шесть (при односкоростном двигателе) различных скоростей. Гильза имеет внутренние шлицы, посредством которых вращение передается шпинделю. Сменные шестерни 4—5 позволяют получить более высокий ряд скоростей шпинделя, например, при переходе на обработку заготовок из цветных металлов.
Шпиндель Рис.4.3. своей зубчатой (шлицевой) частью входит в гильзу коробки скоростей и, вращаясь вместе с ней, имеет в то же время возможность перемещаться в ней в осевом направлении. В переднем конце шпинделя крепят режущий инструмент либо непосредственно в коническом отверстии, либо посредством переходных втулок или других приспособлений. Значительные осевые нагрузки, возникающие при сверлении, воспринимаются в легких станках радиально-упорными подшипниками, а в средних и тяжелых станках — шариковыми или роликовыми упорными подшипниками 3, смонтированными вв шпиндельной гильзе 2, которая сообщает шпинделю поступательное движение
через реечную передачу, связанную с механизмом осевого перемещения шпинделя. Коробка подач обеспечивает более или менее значительный ряд подач шпинделя, необходимых для работы различными инструментами. В зависимости от размера станка шпиндель имеет 4—12 величин скоростей подачи. Коробка подач получает вращение или непосредственно от шпинделя, или от одного из валов коробки скоростей, связанного со шпинделем постоянными передачами.
В существующих конструкциях коробок подач вертикально-сверлильных станков настройка нужной величины подачи производится переключением блоков зубчатых колес, переключением муфт или перемещением вытяжной шпонки. Коробка подач размещается, как правило, в кронштейне станка.
Механизм подачи в вертикально-сверлильных станках служит для механического и ручного перемещения шпинделя. При механической подаче с помощью сцепной муфты устанавливается связь между выходным валом коробки подач и гильзой шпинделя. При ручной подаче движение передается от маховичка ручного управления непосредственно на гильзу шпинделя, минуя цепь механической подачи. Механизм снабжен устройством для автоматического выключения механической подачи при достижении заданной глубины обработки.
Стол станка служит для закрепления обрабатываемой заготовки. Он может быть неподвижным (съемным) или поворотным (откидным). Стол либо монтируется на направляющих станины, либо выполняется в форме тумбы, устанавливаемой на фундаментной плите. В станках, предназначенных для серийного производства, конструкция стола дает возможность перемещения закрепленной заготовки в продольном и поперечном направлениях (крестовый стол). Такая конструкция стола позволяет последовательно обработать ряд отверстий без повторной установки и крепления заготовки. Существуют столы с программным управлением, где последовательная координатная установка заготовки осуществляется в соответствии с технологическим процессом автоматически.
При обработке на вертикально-сверлильных станках значительная доля вспомогательного времени затрачивается на смену режущего инструмента. Применение быстросменных патронов, позволяющих сменить инструмент без остановки шпинделя, способствует сокращению этого вспомогательного времени. Однако степень автоматизации станка при этом не повышается, поскольку смена инструмента производится вручную. Оснащение вертикально-сверлильного станка специальной револьверной головкой с автоматическим поворотом и фиксацией повышает степень автоматизации станка и в то же время требует наличия автоматического управления изменением чисел оборотов и величины подачи шпинделя. С этой точки зрения перспективной является конструкция вертикально-сверлильного станка мод. 2Б135, разработанная в ЭНИМСе. Коробка скоростей этого станка оснащена бесконтактными электромагнитными муфтами, позволяющими автоматически переключать скорости шпинделя. Вместо ступенчатой шестеренной коробки в цепь подач станка встроена порошковая электромагнитная муфта, которая дает возможность бесступенчато и автоматически регулировать величину подачи шпинделя. Для ручного перемещения шпинделя в цепи подач предусмотрен обгонный механизм.
Конструкция такого типа делает возможной встройку станка в автоматическую линию.
Устройство и назначение вертикально сверлильного станка
Вертикально – сверлильные станки (рис.50) предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, развертывания отверстий и т. п. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
Сверлильный станок состоит из: станины А; коробки подач Б; коробки скоростей В; стола Г; основания Д; шпинделя Е.
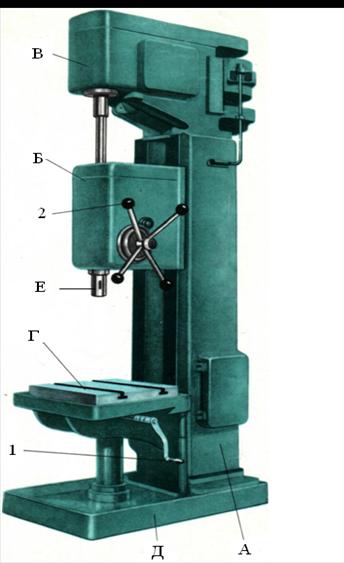
Рисунок 50 – Общий вид вертикально-сверлильного станка
Станина А предназначена для соединения между собой всех узлов станка. Отлита из серого чугуна и представляет собой коробку прямоугольного сечения, установленную вертикально на основании Д. На верхнем конце станины установлена коробка скоростей В. Коробка скоростей представляет собой чугунный корпус, внутри которого расположены зубчатые передачи и механизмы переключения скоростей. Служит для сообщения шпинделю Е различных частот вращения. По направляющим станины может перемещаться коробка подач Б и стол А. Коробка подач предназначена для осуществления различных подач шпинделя. Управление коробками скоростей и подач осуществляется рукоятками; ручная подача –штурвалом 2.
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка. Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки. Подъем и опускание стола осуществляется рукояткой 1.
Выбор режима резания при обработке отверстий
Обработка отверстия на сверлильных станках совершается в результате двух движений: вращения инструмента вокруг его оси Dг (главное движение резания) и осевого перемещения инструмента Ds (движение подачи).
Элементами режима резания при обработке отверстия являются:
– скорость главного движения резания ν, м/мин, вычисляемая по формуле:
где D – диаметр инструмента (сверла, зенкера, развертки), мм; n – частота вращения шпинделя, мин -1 ;
– подача за один оборот заготовки Sо, мм/об – величина перемещения инструмента за один оборот:
где Sz – подача инструмента за время его поворота на одно режущее лезвие (зуб) инструмента, мм/зуб; z – число режущих лезвий; при нарезании резьбы Sо = Sр, где Sр – шаг нарезаемой резьбы;
– глубина резания t, мм: при сверлении глубина резания равна половине диаметра сверла t = D/2; при рассверливании, зенкеровании, развертывании
где D и d– диаметры обработанного и обрабатываемого отверстий соответственно.
Значения элементов режима резания назначают в зависимости от марки обрабатываемого материала, вида технологической обработки, материала режущей части инструмента, требований к обрабатываемому отверстию. При этом обычно пользуются справочными таблицами, номограммами или проводят расчеты по формулам теории резания.
СОДЕРЖАНИЕ СТАНОЧНОЙ ПРАКТИКИ
Цель практики: знания видов обработки резанием, режущих инструментов и приспособлений, устройства и назначения токарно-винторезного и горизонтально–фрезерного станков; умения выбирать вид обработки в зависимости от формы обрабатываемой поверхности; первичные умения настраивать станок на заданный режим обработки; первичные навыки точения и фрезерования поверхностей.
Работа проводится на токарно-винторезном и вертикально-фрезерном станках. Каждому студенту предоставляется индивидуальное рабочее место. В содержание работы входят перечисленные далее упражнения и комплексная работа.
Оборудование и оснащение рабочих мест:станки токарно-винторезные – 1Б61А, 1К62, CDS 6240; станок токарный с ЧПУ – СКЕ 6150Z; станки сверлильные – 2А125, 2М112, КОРВЕТ-43, PROFI G10525; станок вертикально-расточной – 2Е78П; станок радиально-сверлильный – Z3732Х8; станки шлифовальные – 3Б623В, 3Г71, 3Д423: станки фрезерные – 6Н11, 6Н81; станок отрезной – UE-250S; станок хонинговальный – 3К333; станок универсально-заточный – 3А64Д; тумбочки инструментальные; ящики для инструментов; шкафы металлические.
Упражнения в управлении токарным станком. Пуск и остановка электродвигателя станка. Включение и выключение привода главного движения и привода движений подач. Установка заготовок в трехкулачковом самоцентрирующем патроне и в центрах на оправках. Установка, выверка и закрепление резцов. Упражнения в управлении суппортом (ручное и механическое движения подачи). Упражнение в пользовании штангенциркулем. Снятие пробной стружки на длине 4–5 мм по заданной глубине резания. Контроль размера. Снятие стружки на длине 20–30 мм ручной подачей. Установка резца на глубину резания по лимбу. Точение цилиндрической поверхности детали с механической подачей резца. Контроль размеров. Техническое обслуживание рабочего места. Техника безопасности работы на станке.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ – конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

