

Виды оправок для фрезерного станка
Оправки для фрезерных станков

Оправки являются оснасткой для фрезерного станка и предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:
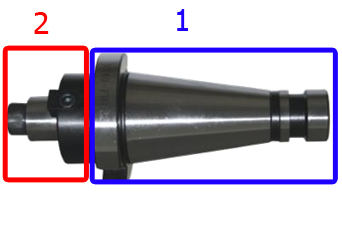
1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка, в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
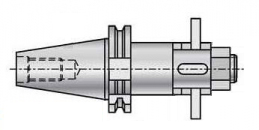
1. Для торцевых фрез

Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез
К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка. Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
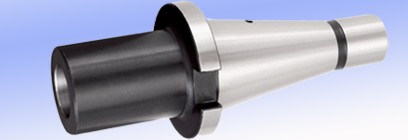
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
- для зажима концевой фрезы, сверла, метчика или
- для обработки стали, чугуна, нержавейки или цветных металлов
- для черновых, получистовых или чистовых работ
- большой объем производства или небольшими партиями
- без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии. Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.

Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.

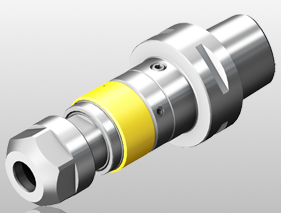
Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.

Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.

Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима используются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длину хвостовика а не короткой, и шлифованной внутренней поверхностью.

Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.

4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика.
Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z
При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами

но на практике рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом
или использованием резиновых цанг

Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.


Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.

5. Для растачивания
Для растачивания на станках применяются два основных вида оправок
А) Модульная или сборная система – представляет собой оправку с фланцем на который крепятся различные расточные головки (с одним резцом, с двумя, для чернового растачивания и т.д.)
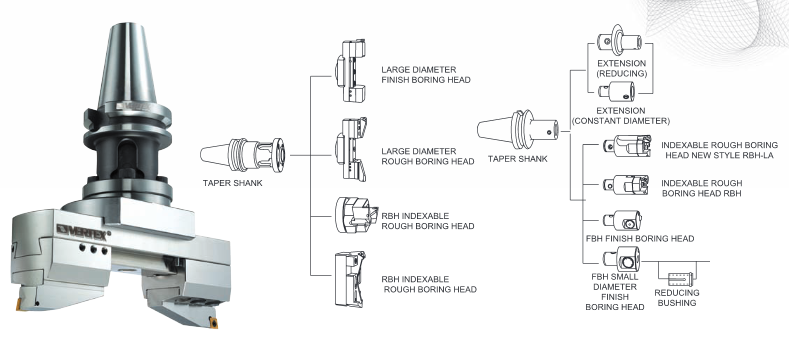
Б) Оправки с интегрированными револьверными головками
Револьверная головка в большинстве случаев представляет из себя оправку с закрепленной на торце, на направляющих, блок (или несколько блоков), с поперечным и продольным креплением резца, который можно смещать в перпендикулярном направлении относительно оси вращения оправки для регулирования вылета резца.

Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Виды приспособлений, оправок для фрезерных станков
Любой обрабатывающий инструмент для фрезерного станка не крепится непосредственно в шпиндель. Фреза может иметь различные конструкционные особенности, которые не позволяют этого.
В данном случае используются оправки, которые являются своего рода «переходниками» для крепления режущей насадки. Очевидно, что конструкция данного элемента зависит от типа оборудования, а также разновидности инструмента. Рассмотрим подробнее, какими бывают оправки.

Что такое оправка?
Оправки для станков предназначены для того, чтобы передавать вращательный момент от шпинделя к обрабатывающему инструменту. Шпинделя, как правило, имеют идентичную конструкцию (при различающихся размерах), а вот режущий инструмент может сильно отличаться. Для того, чтобы совместить их и нужны оправки. Они состоят из следующих конструкционных частей:
- Хвостовик или конус (эта часть оправки, с которой она крепится к шпинделю).
- Крепление для инструмента (данная часть приспособлена для крепления конкретного типа инструмента).
Типы оснастки
Выделяют следующие разновидности фрезерных оправок:
- Оправки для крепления торцевых фрез.
У них, как правило, короткая цилиндрическая часть. В торце у такой оправке присутствует 2 сухаря (две направляющие), которые препятствуют проворачиванию фрезы. Ее крепление осуществляется с помощью винта, который вкручивается в торец оправки.

- Оправки для крепления цилиндрических фрез.
Они используются для фрез следующих типов:

Данные фрезы насаживаются на оправки, поэтому крепежные части у последних весьма длинные. От проворота фрезы на оправке предусмотрена шпонка в пазе фрезы. Зажим режущего инструмента осуществляется поджимной гайкой, которая навинчивается на оконцовку оправки. Для того, чтобы иметь возможность крепить разный по ширине инструмент, на оправку устанавливаются втулки различной ширины.
Если речь идет о горизонтально-фрезерных станках, то такие оправки характеризуются относительно большой длиной. Поэтому они вторым своим концом закрепляются в серьге хобота станка, что, во-первых, придает конструкции жесткость, а во-вторых, позволяет устанавливать на оправку сразу несколько фрез.
- Оправки для концевых фрез.
Концевые фрезы укрепляются в отверстии оправки, так как диаметр последних больше диаметра инструмента. Поэтому для установки фрез с диаметром хвостовика до 20 мм используются цанговые патроны ER. Здесь есть вероятность, что при значительных нагрузках фреза будет вытянута из патрона, но зато данный тип крепления обеспечивает малое биение инструмента при обработке.

Для фиксации сверла используются универсальные патроны с винтовыми зажимами. Они используются только для крепления сверла потому, что не могут нести радиальную нагрузку. Кроме того, зажимное усилие у таких оправок меньше, чем у цанговых, из-за меньшей площади контакта крепления с хвостовиком сверла.

Поэтому у таких оправок вероятность проворота больше, как следствие, они применяются для обработки деталей, где требуется меньшее усилие. Если требуется большее усилие, то тогда используются прецизионные патроны для сверла.
- Оправки для растачивания.
Здесь выделяется 2 типа оправок:
- Модульная система (данная оправка имеет фланец, на который крепятся разнообразные расточные головки).
- Оправки с револьверными головками (в такой оправке присутствует закрепленный на торце блок, на котором уже крепятся сами режущие головки, как правило, с регулируемым вылетом).

Отечественное оборудование чаще всего комплектуется оправками с конусами 7:24 по ГОСТу 24644-81. Зарубежными аналогами являются стандарты ISO; CAT; BT; HSK и конус Морзе. Главные отличия здесь – в конструкции хвостовиков, а именно:
- в наличии вспомогательных элементов;
- в замерах;
- в расчетной скорости вращения (к примеру, конусы Морзе рассчитаны на частоту вращения свыше 15 тыс. оборотов в минуту).
Критерии выбора
В некоторых случаях для обработки одним и тем же режущим инструментом на фрезерных станках применяются различные оправки. Рассмотрим же критерии, влияющие на их выбор:
По дереву
Оправки здесь выбираются в зависимости от следующих факторов:
- тип обработки (токарная; шлифовальная; контрольная);
- максимально допустимого радиального биения заготовки;
- соотношения длины к диаметру обрабатываемой детали.
По металлу
Металл – материал гораздо более твердый, чем дерево. Поэтому здесь действуют следующие критерии выбора:
- минимально допустимая точность позиционирования режущего инструмента;
- минимальная требуемая величина снятия материала за 1 проход;
- максимальная частота вращения шпинделя.
Приспособления
Приспособления расширяют стандартный функционал фрезерных станков. К ним относят:
Они применяются в тех случаях, когда требуется разворачивать обрабатываемую деталь на нужный угол или же вращать ее для формирования винтовых поверхностей.

Поворотный стол может поднять производительность до двух раз. Пока одна деталь фрезеруется в автоматическом режиме, на другом конце поворотного стола позиционируется следующая заготовка. Когда процесс фрезеровки закончен, то стол поворачивается и сразу же начинается процесс фрезерования укрепленной заготовки, а уже обработанная убирается из зажима и вместо нее выставляется следующая. Таким образом, экономится время на снятие/установку заготовок.

Они используются для ускорения укрепления заготовки на рабочем столе фрезерного станка.
Оправки купить
Предназначены для закрепления дисковых фрез.
Предназначена для закрепления фрез с хвостовиком Weldon (цилиндр с лыской).
Оправка предназначена для закрепления сверл с коническим хвостовиком.
Оправка предназначена для закрепления фрез с коническим хвостовиком (конусом Морзе).
Применяется для закрепления корпусных фрез со сменными многогранными пластинами.
Предназначены для проверки токарных и фрезерных станков на геометрическую точность.
В данном каталоге представлены самые распространенные оправки для фрезерных станков от ведущих производителей. В ассортименте приведено несколько типов вспомогательной оснастки, которая отличается по основному назначению, конусами хвостовиков и посадочными параметрами. Независимо от вида и размера оправки предназначены для надежной фиксации и быстрой смены режущего инструмента при обработке металлических изделий на станках с ЧПУ.
Ассортимент оправок для фрезерных станков
Каталог содержит следующие категории изделий:
- Для дисковых фрез. Эта оснастка предназначена для фиксации фрез дискового типа. Фиксация происходит за счет поперечной шпонки и проставки, которая зажимается гайкой.
- Для концевых фрез. Оснастка рассчитана на крепление фрез с хвостовиком типа Weldon – распространенной конфигурации режущего инструмента, представляющего собой полнотелый цилиндр с лыской. Лыска располагается напротив крепежных отверстий с резьбой в корпусе оправки, в которые вворачиваются специальные фиксирующие винты.
- Для сверл с конусом Морзе. Данный тип оснастки позволяет удобно и быстро крепить сверла с конусообразным хвостовиком. Оправки совместимы с фрезерными и сверлильными станками, в которых предусмотрено соответствующее крепление.
- Для фрез с конусом Морзе. Аналогичные по устройству вышеописанным оправки, которые рассчитаны на значительные боковые нагрузки. Благодаря этому изделия могут использоваться с обширным ассортиментом различных фрез с соответствующим хвостовиком.
- Тестовые оправки для фрезерных станков. Эта категория оснастки используется для проверки оборудования на геометрическую точность, а также для его отладки и настройки. В профессиональных цехах по обработке металлических изделий тестовые оправки являются обязательными.
Предлагаемые оправки для фрезеров поставляются с конусами классов BT, SK, DIN 2080 и HSK. Более подробно об ассортименте оснастки для станков можно узнать в разделах каталога или у наших менеджеров, позвонив по одному из указанных номеров телефонов.
Алгоритм подбора оправок для фрезера
Чтобы быстро и правильно подобрать оправку для фрезерного станка, необходимо руководствоваться следующими параметрами:
- Внутренний размер шпинделя. В зависимости от модели вашего оборудования подбирается соответствующая оснастка с правильным диаметром конуса хвостовика.
- Тип шпинделя. Этот параметр важен для подбора оправки с хвостовиком, конфигурация которого подходит к посадочному гнезду станка.
- Посадочный диаметр оправки. Исходя из этой характеристики подбираются наборы фрез, которые насаживаются или вставляются в оправку.
- Длина вылета оправки. Этот параметр соответствует длине части оправки от торца до начала установленной фрезы. Влияет на выполняемые процессы в обработке тех или иных деталей.
Получить дополнительную информацию обо всех этих критериях вы можете у наших специалистов. Это поможет сэкономить время и быстрее укомплектовать ваше оборудование подходящими оправками для фрезерного станка.
Фрезерная оправка – особенности применения

Фрезерная оправка – одна из важнейших деталей, без которой невозможна работа станков. Ведь целью ее применения является передача инструменту вращающего момента от работающего шпинделя.
В небольших домашних мастерских и на крупных предприятиях для обработки заготовок из металла используется токарный и резьбонарезной инструмент. Как правило, он устанавливается на фрезерные и токарные станки с ручным или же числовым программным управлением, а также в обрабатывающие центры. Для обеспечения эффективной работы необходимо правильно подобрать как сам инструмент, так и оснастку к нему. Это не только повысит производительность, но и поможет раскрыть весь потенциал металлообрабатывающей машины.
Разновидности фрезерных оправок
Для каждого вида инструмента требуется своя оснастка. Именно поэтому следует начать с конструкции фрезерной оправки. Она состоит из конического хвостовика, который вставляется в отверстие на шпинделе (тут можно сказать о различных размерах отверстий и хвостовиков, так что следует подбирать под каждый шпиндель соответствующую оснастку), и части, закрепляющей инструмент. К основным видам оправок, устанавливаемых на фрезерные станки можно отнести оснастку для:
- Цилиндрических фрез. Она оснащаются прорезными, дисковыми, угловыми, фасонными отрезными и многими другими видами. Отличаются насадным типом крепления.
- Торцевых – сюда же можно отнести некоторые дисковые. Крепление производится с помощью затягивания винта на торце.
- Нарезки резьбы с помощью метчика – имеется множество конструктивных особенностей таких патронов.
- Сверл и концевых фрез – оснастка подбирается с учетом цели использования: от вида или же качества обработки до больших или же малых серий, также нередко учитывается и обрабатываемый материал.
- Растачивания отверстий.
- Фрезерных станков горизонтального типа используются так называемые длинные.
Целесообразность использования
Установка оправок на фрезерных станках позволяет достичь оптимального повышения:
- точности обработки;
- чистоты;
- производительности (как на ручных станках, так и для машин с использованием числового программного управления) в несколько раз;
- скорости обработки заготовки;
- экономической выгоды на производстве.
Исходя из вышеперечисленных качеств, можно сделать вывод, что использование таких видов оснастки, как оправки для фрезерных станков, позволяет не только одновременно обрабатывать деталь несколькими поверхностями одновременно (к примеру, если в регулируемые или жесткие кольца установлен сразу целый набор фрез), но и значительно повысить как чистоту, так и точность обработки.
Когда в процессе работы используется множество насадок, то можно еще и сократить весь цикл производства детали. К примеру, если в качестве заготовки используются твердосплавные пластины, то оправка позволит и надежно закрепить инструмент, и улучшить показатели обработки. Таким образом, повышается производительность оборудования, что полностью объясняет экономическую целесообразность оснастки.

Где выбрать оснастку для фрезерных станков
Компания ООО ТД «ЧТС» предлагает инструменты для станков с ручным и числовым программным управлением, а также обрабатывающих центров. В нашем каталоге вы сможете подобрать детали, как исходя из необходимых размеров, так и под конкретный инструмент для выполнения определенной задачи. Доставка осуществляется по всей территории Российской Федерации.
Широкий ассортимент и высокое качество товара порадует каждого. Инструмент и оснастка к нему, которые можно у нас приобрести, имеют сертификаты и соответствуют международным стандартам. Оригинальные запасные части всегда имеют повышенный ресурс прочности, а значит – они надежны, эффективны в работе и долговечны.

