

Автоматическая сварка в среде защитных газов оборудование
Оборудование для сварки в защитных газах и его основные характеристики
Содержание:
В наше время электрическая дуговая сварка, осуществляемая в среде специальных защитных газов, нашла достаточное распространение в промышленности и быту. Не удивительно, что в этой сфере сделано довольно много разработок: производители сварочной аппаратуры предлагают самые разнообразные аппараты и приспособления, которые позволяют добиваться очень высокого качества сварных соединений. Каждая новая разработка увеличивает и скорость сваривания, способствует снижению расходов, улучшению условий труда.
Давайте рассмотрим подробнее наиболее эффективное и интересное оборудование для сварки в защитных газах, внедренное и широко применяемое в производстве.
Сварочный полуавтомат ПДГ – 502.
Полуавтомат для сваривания металлоизделий в защитных газах ПДГ – 502, был создан признанными специалистами в сфере сварочного производства – А.А. Ляховым и С.А. Голубьевой. Этот аппарат предназначен для осуществления сваривания деталей стальным плавящимся электродом в среде углекислого газа. Аппарат может использовать для получения любых швов, независимо от их положения в пространстве.

Главными достоинствами такого сварочного аппарата являются:
- надежность в работе
- высокая производительность сварочных работ.
Сварочный полуавтомат ПДГ – 502 состоит из следующих основных элементов:
- выпрямителя для сварки типа ВДУ-504-1;
- пульта управления;
- механизма подачи электродной проволоки;
- аппаратуры для подачи газа;
- газовой горелки для сварки.
Сварочный полуавтомат данного типа работает на напряжении 220-380 В в электросети. Показатель сварочного тока для данного аппарата составляет 500 ампер. Полуавтомат позволяет регулировать сварочный ток в диапазоне 100-500 ампер, что необходимо для установления соответствующего режима сваривания металлоизделий. Еще одна важная характеристика – это скорость подачи проволоки для осуществления сваривания, этот аппарат позволяет подавать проволоку со скоростью 120-1200 м/ч. С ПДГ-502 может применяться проволока, которая имеет диаметр 1,2-2 миллиметра.
Тиристорный инвертор «Импульс-3А.
Тиристорный инвертор типа «Импульс-3А» – это сварочный аппарат, который применяется для сваривания металлоизделий, выполненных из алюминия, а также его сплава. Кроме того, данный инвертор используется сварщиками, когда необходимо произвести сваривание изделий, сделанных из черных металлов. Этим инвертором чаще всего выполняют вертикальные и потолочные соединения.
Как и все инверторы, аппарат преобразует электрический ток: из постоянного в переменный. Он также позволяет обеспечить импульсы прямоугольной формы, необходимые для сварочного процесса. Инвертор обеспечивает довольно высокие показатели стабильности электродуги, что непосредственно влияет на качество соединений.
Тиристорный инвертор «Импульс-3А» отдельно регулирует длительность полупериодов обеих полярностей и их амплитуду. В том случае, если сваривается металл большой толщины – около 20 мм, то количество окислительных пленок в металле небольшое, тогда длительность и амплитуду тока прямой полярности увеличивают. А если, к примеру, сварной шов накладывается на тонкий металл, то прибегают к увеличению длительности полупериода обратной полярности. Для уменьшения плавления электрода из вольфрама обычно регулируют амплитуду тока обратной полярности.

Из схемы видно, что инвертор имеет три блока: силовой, защиты и управления.
Так называемый силовой блок инвертора имеет в своей конструкции пуск, собственно, инверторы (используются четырехтиристорные), систему для охлаждения аппарата. Питается инвертор посредством генератора постоянного тока. Принцип работы инвертора заключается в одновременном параллельном включении тиристоров Т1 с Т4 или Т2 с ТЗ. С помощью батареи конденсаторов происходит гашение токопроводящих тиристоров. Заслуга емкости в том, что она способствует ускоренному переходу сварочного тока через ноль.
Защитный блок инвертора отвечает за предотвращения поломок аппарата от перегрузок, т.е. при больших нагрузках, этот блок обеспечивает выключение устройства.
Защитный блок инвертора выполняет две основные функции:
- контролирует импульсы тока перезаряда коммутирующей емкости;
- отключает цепь возбуждения сварочного агрегата в случае прекращения импульсов тока.
С помощью блока управления по очереди открываются и закрываются тиристоры – Т1, Т4 и Т2, Т3. Также с помощью этого блока осуществляется регулировка частоты переключений тиристоров, контроль за временем включенного состояния. В состав данного блока инвертора входит генератор импульсов (который работает на тиристорах и динисторах).
Ручка «Баланс» служит для регулирования режимов, когда происходит хорошее разрушение окисной пленки и предотвращается чрезмерное плавление электрода.
Ручка «Частота» отвечает за изменения полярности электродуги.
Все вышеперечисленное оборудование для сварки в защитных газах имеет ряд достоинств:
- возможность визуального наблюдения за процессом сварки;
- широкий диапазон рабочих параметров режима сварочных работ;
- возможность сварки металлов разной толщины.
Борьба за качество сварного шва: автоматическая и механизированная сварка в среде защитных газов
Расплавленный высокотемпературный металл в сварочной ванне активно взаимодействует с газами из окружающей среды. В результате нежелательных химических реакций образуются:
Газы защитные против атмосферных
Один из способов решения этих проблем — создание искусственной прослойки в виде защитных газов между жидким металлом в сварном шве и окружающим воздухом. Инертные или активные газы через сварочные горелки плотной струей под давлением подают в зону сварного соединения. Они создают благоприятную среду для устойчивого горения электрической дуги и протекания под ее воздействием качественных металлургических процессов.
Невидимые защитники
Для этих целей ГОСТом 19521-74 предусмотрено применение:
Двуокись углерода
Газ СО2 (ГОСТ 8050-85) получил наибольшее распространение из-за невысокой стоимости (выделяется как побочный продукт при коксовании углей, обжиге известняка). Является активным. Оттесняя от сварочной ванны вредные газы из окружающей среды, сам способен вступить в химическую реакцию с металлом шва.
При высоких температурах в зоне дуги распадается на окись углерода и свободный кислород. Его нейтрализуют, используя сварочную проволоку или присадочный материал с повышенным содержанием марганца и кремния (ГОСТы 2246-70, 10543-98). Окислы этих элементов выходят на поверхность сплава в виде шлаков.
Сварку в среде углекислого газа применяют для соединения деталей из низколегированных и углеродистых сталей.
Аргон и гелий
Аргон (ГОСТ 10157-79) и гелий (ГОСТ 20461-75) — инертные газы. Они не взаимодействуют с жидким металлом в сварочной ванне.
Аргон, являясь более тяжелым по отношению к воздуху, создает плотную защиту от азота и кислорода из окружающей среды. Используется для получения высококачественных сварных швов углеродистых и высоколегированных сталей, а также для сварки цветных металлов и их сплавов.
Гелий применяется в тех же целях, что и аргон, но значительно реже из-за его высокой стоимости. Чаще используют в виде смеси с аргоном.
Азот и водород
Активные газы азот (ГОСТ 9293-74) и водород (ГОСТ 3022-70) применяются в высокотемпературных процессах с металлами, не вступающими с ними во взаимодействие.
Способы газоэлектрической сварки
Способы сварки в среде защитных газов определены ГОСТом 14771-76:
- неплавящимися электродами без присадочного (ИН) и с присадочным металлом (ИНп) в инертных газах;
- плавящимися электродами в СО2 (УП) и инертных газах (ИП).
- Металлические.
- Неметаллические.
Металлические — вольфрамовые (ГОСТ 23949-80). Используют для сварки сталей и цветных металлов на постоянном, переменном или импульсном (пульсирующим по заданной программе) токе.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Сварку с применением этих электродов называют TIG (английский) или WIG (немецкий вариант).
Неметаллические — угольные и графитовые. Применяют в основном для сварки меди, латуни, бронзы и чугуна.
 Примерная стоимость угольных электродов на Яндекс.маркет
Примерная стоимость угольных электродов на Яндекс.маркет
- проволочные (сплошные и порошковые);
- ленточные (сплошные и порошковые).
Если при сварке неплавящимися электродами для заполнения шва металлом в основном используют присадочный материал, то в случае плавящихся — присадкой служат сами электроды.
Содержание химических элементов в материале электрода и порошкового наполнения подбирают в соответствии с составом свариваемых деталей.
Плавящаяся стальная проволока для сварки в защитных газах (ГОСТ 2246-70) предназначена для работы с углеродистыми и низколегированными сталями. Проволочные электроды из цветных металлов (титана, меди, алюминия и сплавов на их основе), как более дорогие, используют, согласно технологическим картам для соединений аналогичных цветных металлов и их производных.
Технологические особенности и оборудование
Сварочные работы в среде защитных газов производятся:
- полуавтоматами (ГОСТ 18130-79);
- автоматами (ГОСТ 8213-75);
- сварочными тракторами.
Газоэлектрическую сварку в среде СО2 осуществляют плавящимся электродом. Преимущественно — на постоянном токе (до 500А) с подключением электрода к плюсу, а свариваемых деталей — к минусу. Требования к источникам питания регламентирует ГОСТ 25616-83.
Сварка в среде аргона производится неплавящимися и плавящимися электродами как на постоянном, так и на переменном токе.
Для плавящихся электродов на постоянном токе, как и в предыдущем случае, используют обратную полярность.
При постоянном токе с вольфрамовым электродом на него подают минус, на детали — плюс. Применение прямой полярности позволяет поддерживать устойчивое горение дуги. Использование переменного тока для этой цели требует наличия стабилизаторов напряжения.
Помимо источника питания, в состав оборудования входят:
- механизм подачи сварочной (присадочной) проволоки;
- горелка;
- баллон с газом;
- измерительные приборы;
- дополнительное вспомогательное оборудование.
 Примерная стоимость баллона СО2 на Яндекс.маркет
Примерная стоимость баллона СО2 на Яндекс.маркет
Плюсы и минусы газоэлектрической сварки
К основным преимуществам относят:
- повышение качественных характеристик металла шва;
- возможность производить работы при любом положении сварных швов (в отличие от сыпучих флюсов);
- высокая производительность (при механизации скорость достигает 120 м/час, а при автоматизации – 200 м/час);
- отсутствие шлакового слоя, что позволяет зрительно контролировать процесс сварки;
- применение для сварки цветных и тугоплавких металлов;
- для производства высокоточных работ;
- благодаря огромной номенклатуре выпускаемых полуавтоматов и автоматов, возможно использование как в промышленных масштабах, так и штучном производстве.
Минусы этого вида сварочных работ:
- работа с газами требует повышенных мер техники безопасности;
- высокая стоимость инертных газов.
Автоматическая сварка в среде защитных газов оборудование
Сущность способа сварки в защитных газах заключается в том, что дуга горит в струе защитного газа, оттесняющего воздух из зоны сварки и защищающего расплавленный металл от вредного воздействия газов, содержащихся в атмосфере.
Основными преимуществами сварки в среде защитного газа перед другими способами являются: надежная защита расплавленного металла от окисления кислородом окружающего воздуха; отсутствие обмазок и флюсов при сварке, усложняющих и удорожающих этот процесс; высокая производительность; простота процесса и возможность его механизации при сварке в различных пространственных положениях с помощью простых приспособлений; возможность сварки цветных металлов, сплавов и разнородных металлов; хороший внешний вид сварного шва и высокие механические свойства соединения; возможность качественной сварки труб без внутренних подкладных колец или ручной подварки.
К недостаткам сварки в защитных газах следует отнести осложнения при проведении сварки на открытом воздухе, особенно в ветреную погоду из-за возможности отдува защитного газа струей воздуха, а также большие выделения вредного газа на рабочем месте сварщика.
В качестве защитного газа используют инертные газы: аргон и азот, не взаимодействующие с расплавленными металлами, а также активные газы и смеси газов: водород, смесь водорода и азота, углекислый газ, смесь аргона и углекислого газа, смесь аргона и кислорода, взаимодействующие в большей или меньшей степени с расплавленным металлом. Защитный газ выбирают в зависимости от свариваемых материалов.
Сваривать в защитных газах можно плавящимся или неплавящимся электродом. При сварке плавящимся электродом электрическая дуга горит между электродной проволокой, подаваемой в зону сварки, и изделием. Дуга расплавляет электродную проволоку и основной металл. При сварке неплавящимся электродом электрическая дуга горит между неплавящимся угольным или вольфрамовым электродом и изделием. Передвигаясь вдоль кромок соединения, дуга оплавляет их. Для сварки неплавящимся электродом используют вольфрамовые стержни диаметром от 0,8 до 10 мм. Диаметр прутка выбирают с учетом требуемой величины сварочного тока.
Способ сварки в струе, аргона плавящимися и неплавящимися электродами нашел применение при изготовлении трубопроводов из нержавеющих и жаропрочных сталей, цветных металлов (алюминий, медь, титан) и их сплавов.
Промышленность выпускает аргон технический, чистый первого и второго сорта. Хранят и транспортируют аргон в стандартных стальных баллонах емкостью 40 л при давлении 150 кгс/см 2 в газообразном состоянии. Баллоны для хранения технического аргона окрашивают в черный цвет, на верхнюю часть баллона наносят белую поперечную полосу. Баллон имеет надпись «Аргон технический». Баллоны для хранения чистого аргона окрашивают в нижней части в черный, а в верхней части— в белый цвет, на верхней части черными буквами пишут «Аргон чистый».
Источником постоянного тока служат стандартные сварочные генераторы с падающей внешней характеристикой—ПС-300, ПС-500. Величину сварочного тока регулируют балластными реостатами РБ-200 от 10 до 200 а и РБ-300 от 20 до 300 а.
Источником тока при сварке на переменном токе являются стандартные сварочные трансформаторы с дросселями.
Для ручной аргонодуговой сварки неплавящимся электродом используют установку УРСА-600, предназначенную для сварки на переменном токе от 50 до 600 а. В комплект установки входят сварочные горелки, источник питания и аппаратура управления. Кроме того, промышленность выпускает установки УДАР-300 и УДАР-500. Установка УДАР-300 предназначена для сварки вольфрамовым электродом диаметром от 1,5 до 7 мм при силе тока до 300 а, а УДАР-500 — при силе тока до 500 а. В комплект установки входят две горелки, источник питания (трансформатор и дроссель насыщения) и аппаратный ящик.
В последние годы разработано значительное количество различных горелок: ГРАД-1, ГРАД-2, ГРАД-3, ЭЗР-1-54, ЭЗР-2-54. Хорошим качеством отличаются горелки АР-9 и РГС-1.
Автоматическую аргонодуговую сварку применяют для соединения поворотных и неповоротных стыков труб диаметром до 219 мм. Автоматическую сварку неповоротных стыков труб выполняют с помощью специализированных автоматов АТВ (рис. 83), AT и АГН с неплавящимся вольфрамовым электродом. Для сварки поворотных стыков труб применяют полуавтоматы с плавящимся электродом: ПШП-9, ПША-10, ПДА-300 и автоматы АДСП, АДПГ, АДСВ. Кроме указанной аппаратуры в промышленности работает большое количество специализированных установок.
В среде инертного газа — азота сваривают в основном медь и ее сплавы.
Азотно-дуговую сварку меди осуществляют только неплавящимся электродом с подачей в зону дуги присадочного материала. В качестве неплавящегося электрода можно применять угольные или торированные вольфрамовые стержни. Неторированные вольфрамовые стержни частично плавятся при сварке в азоте и загрязняют металл шва вольфрамом.
В среде углекислого газа можно сваривать трубы диаметром от 10 до 1000 мм с толщиной стенки от 0,5 до 30 мм.
Применение углекислого газа позволяет механизировать сварку швов, расположенных в любом пространственном положении, в том числе и в потолочном. Преимуществом сварки в защитных газах является небольшая стоимость углекислого газа. Углекислый газ в 12 раз дешевле аргона.
Жидкую углекислоту, предназначенную для сварки, транспортируют в стальных баллонах при давлении 50—60 кгс/см 2 . Баллоны должны быть окрашены в черный цвет и иметь надпись «Углекислота». В обычный стандартный баллон емкостью 40 л заливают 25 кг углекислоты. При испарении 25 кг жидкой углекислоты образуется 12 600 л газа.
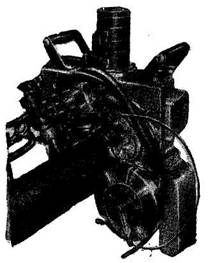
Рис. 83. Автомат АТВ для аргонодуговой сварки неповоротных стыков труб

Рис. 84. Головка ТСГ-7 для автоматической сварки поперечноколеблющимся электродом поворотных стыков труб
Для сварки можно использовать жидкую «пищевую» углекислоту.
Для сварки труб в среде углекислого газа плавящимся электродом применяют малоуглеродистую проволоку с повышенным содержанием марганца и кремния марок СВ-08ГС и СВ-08Г2С. Сварку в среде углекислого газа ведут на постоянном токе обратной полярности. Устойчивость процесса возможна только при использовании специальных сварочных генераторов с жесткой или возрастающей внешней характеристикой, а также выпрямителей. В качестве источников питания используют сварочные преобразователи ПСГ-350 или ПСГ-500 или универсальные преобразователи ПСУ-500.
Сварку неповоротных стыков труб, приварку фланцев и штуцеров выполняют с помощью полуавтоматов А-547 и А-607. Для сварки поворотных стыков труб могут быть также использованы автоматы АСП-60, А-537, АДСП-2, головка ТСГ-7, ранцевый полуавтомат А-765. Для полуавтоматической сварки в углекислом газе применяют полуавтомат ПДПГ-500 и подающие механизмы полуавтоматов ПШ-5, ПШ-54, ПДШП-500, используемых при сварке под флюсом. Полуавтоматическую сварку труб применяют для выполнения первого слоя шва (с учетом сварки последующих слоев под флюсом) или для полной заварки стыка в два-три слоя.
Головка ТСГ-7 (рис. 84) предназначена для сварки поворотных стыков труб с условным проходом 50—1000 мм при толщине стенки 2 мм и более одной поперечно колеблющейся электродной проволокой. Поперечно колеблющаяся электродная проволока позволяет сваривать стыки труб и деталей с повышенными зазорами и смещением кромок.
1. В чем преимущества и недостатки сварки труб в среде защитных газов по сравнению со сваркой под флюсом?
2. Что такое неплавящиеся электроды, из какого металла их изготовляют?
3. Для каких сталей применяют аргонодуговую сварку?
4. Какое оборудование и какие приспособления используют для ручной аргонодуговой сварки?
5. Укажите область применения сварки в среде углекислого газа.
6. Какое оборудование применяют для сварки в среде углекислого газа?
Все материалы раздела «Сварка труб» :
Сварка в защитных газах
Сущность способа
Сварку в защитных газах можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом. В первом случае сварной шов получается за счет расплавления кромок изделия и, если необходимо, подаваемой в зону дуги присадочной проволоки. Плавящийся электрод в процессе сварки расплавляется и участвует в образовании металла шва. Для защиты применяют три группы газов: инертные (аргон, гелий); активные (углекислый газ, азот, водород и др.); смеси газов инертных, активных или первой и второй групп. Выбор защитного газа определяется химическим составом свариваемого металла, требованиями, предъявляемыми к свойствам сварного соединения; экономичностью процесса и другими факторами.
Смесь инертных газов с активными рекомендуется применять и для повышения устойчивости дуги, увеличения глубины проплавления и изменения формы шва, металлургической обработки расплавленного металла, повышения производительности сварки. При сварке в смеси газов повышается переход электродного металла в шов.
Смесь аргона с 1—5% кислорода используют для сварки плавящимся электродом низкоуглеродистой и легированной стали. Добавка кислорода к аргону понижает критический ток, предупреждает возникновение пор, улучшает форму шва.
Смесь аргона с 10—25% углекислого газа применяют при сварке плавящимся электродом. Добавка углекислого газа при сварке углеродистых сталей позволяет избежать образование пор, несколько повышает стабильность дуги и надежность защиты зоны сварки при наличии сквозняков, улучшает формирование шва при сварке тонколистового металла.
Смесь аргона с углекислым газом (до 20%) и с не более 5% кислорода используют при сварке плавящимся электродом углеродистых и легированных сталей. Добавки активных газов улучшают стабильность дуги, формирование швов и предупреждают пористость.
Смесь углекислого газа с кислородом (до 20%) применяют при сварке плавящимся электродом углеродистой стали. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Смесь углекислого газа с кислородом (до 20%) применяют при сварке плавящимся электродом углеродистой стали. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
В зону сварки защитный газ может подаваться центрально (см. рис. XI.2 и XI.3, а,в), а при повышенных скоростях сварки плавящимся электродом — сбоку (см. рис. XI.3,б). Для экономии расхода дефицитных и дорогих инертных газов используют защиту двумя раздельными потоками газов (см. рис. XI.3,в); наружный поток — обычно углекислый газ. При сварке активных материалов для предупреждения контакта воздуха не только с расплавленным, но и с нагретым твердым металлом применяют удлиненные насадки на сопла (подвижные камеры, см. рис. XI.3,г). Наиболее надежная защита достигается при размещении изделия в стационарных камерах, заполненных защитным газом. Для сварки крупногабаритных изделий используют переносные камеры из мягких пластичных обычно прозрачных материалов, устанавливаемых локально над свариваемым стыком. Теплофизические свойства защитных газов оказывают большое влияние на технологические свойства дуги, а значит на форму и размеры шва. При равных условиях дуга в гелии по сравнению с дугой в аргоне является более «мягкой», имеет более высокое напряжение, а образующийся шов имеет меньшую глубину проплавления и большую ширину. Углекислый газ по влиянию на форму шва занимает промежуточное положение.

XI.2. Схемы сварки в защитных газах а, б — неплавящимся, плавящимся электродом; 1 — сварочная дуга; 2 — электрод; 3 — защитный газ; 4 — газовое сопло (горелка); 5 — присадочная проволока

XI.3. Схемы подачи защитного газа в зону сварки
а — центральная; б — боковая; в — двумя концентрическими потоками; г — в подвижную камеру (насадку); 1 — электрод; 2 — защитный газ; 3, 4 — наружный и внутренний потоки защитных газов; 5 — насадка; 6 — распределительная сетка
Преимущества и недостатки способа
Широкий диапазон применяемых защитных газов обусловливает большое распространение этого способа как в отношении свариваемых металлов, так и их толщин (от 0,1 мм до десятков миллиметров). Основными преимуществами рассматриваемого способа сварки являются следующие:
- высокое качество сварных соединений па разнообразных металлах и их сплавах разной толщины, особенно при сварке в инертных газах из-за малого угара легирующих элементов;
- возможность сварки в различных пространственных положениях;
- отсутствие операций по засыпке и уборке флюса и удалению шлака;
- возможность наблюдения за образованием шва, что особенно важно при механизированной сварке;
- высокая производительность и легкость механизации и автоматизации процесса;
- низкая стоимость при использовании активных защитных газов.
К недостаткам способа относятся: необходимость применения защитных мер против световой и тепловой радиации дуги; возможность нарушения газовой защиты при сдувании струи газа движением воздуха или при забрызгиванни сопла; потерн металла на разбрызгивание, при котором брызги прочно соединяются с поверхностями шва и изделия; наличие газовой аппаратуры и в некоторых случаях необходимость водяного охлаждения горелок.
Подготовка кромок и их сборка под сварку
Способы подготовки кромок под сварку (механические, газовые и т. д.) такие же, как и при других способах сварки. Вид разделки кромок и ее геометрические размеры должны соответствовать ГОСТ 14771—76 или техническим условиям на изготовление изделия. При механизированной сварке плавящимся электродом можно получить полный провар без разделки кромок и без зазора между ними при толщине металла до 8 мм. При зазоре или разделке кромок полный провар достигается при толщине металла до 11 мм. При автоматической сварке стыковых соединений производительность процесса значительно возрастает при использовании разделки без скоса кромок (щелевой разделке см. рис. Х.11). При толщине металла до 40 мм зазор между кромками в нижней части стыка до 10 мм. Для обеспечения постоянства зазора в зоне сварки из-за поперечной усадки при сварке каждого прохода выполняют шарнирное закрепление деталей с углом раскрытия кромок, зависящим от толщины свариваемого металла.

XI.11. Схема расположения присадочной проволоки относительно сварочной ванны
1 — присадочная проволока; 2 — сварочная ванна; 3 — электрод; 4 — границы струи защитного газа. Стрелкой указано направление сварки
При сварке в углекислом газе многослойных швов на сталях перед наложением последующего слоя поверхность предыдущего слоя следует тщательно очищать от брызг и образующего шлака. Для уменьшения забрызгивання поверхности детали из углеродистой стали ее покрывают специальными аэрозольными препаратами типа «Дуга». Сварку можно вести при непросохшем препарате. Детали собирают с помощью струбцин, клиньев, скоб или на прихватках. Прихватки лучше выполнять в защитных газах тем же способом, которым будет проводиться и сварка. Прихватки перед сваркой осматривают, а при сварке переваривают.
Общие рекомендации по технике сварки
Ручную и механизированную сварку обычно ведут на весу. Автоматическую сварку можно осуществлять так же, как и при сварке под флюсом, на остающихся или съемных подкладках и флюсовых подушках. Однако во многих случаях наиболее благоприятные результаты достигаются при использовании газовых подушек (рис. XI.4). Они улучшают формирование корня шва, а при сварке активных металлов способствуют и защите нагретого твердого металла от воздействия с воздухом. Подаваемые в подушку газы по составу могут быть аналогичными применяемым для защиты зоны сварки.

XI.4. Схемы газовых подушек
а, б — односторонняя и двусторонняя сварка; 1 — защитный газ; 2 — медная подкладка
Качество шва в большой степени определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, конструкции сварного соединения, скорости сварки, состава защитного газа.
Влияние скорости сварки на надежность защиты зоны сварки видно из рис. XI.5. Ветер и сквозняки также снижают эффективность газовой защиты. В названных случаях рекомендуется на 20—30% повышать расход защитного газа, увеличивать диаметр выходного отверстия сопла или приближать горелку к поверхности детали. При сварке на повышенных скоростях полезно также наклонять горелку углом вперед, а при автоматической сварке применять боковую подачу газа (см. рис. XI.3,б). Для защиты от ветра зону сварки закрывают щитками. Для достаточной защиты соединений, указанных на рис. XI.6,в,г, необходим повышенной расход газа. При их сварке рекомендуется устанавливать сбоку и параллельно шву экраны, задерживающие утечку защитного газа. При равных условиях расход гелия благодаря его меньшей плотности должен быть увеличен по сравнению с аргоном или с углекислым газом.

XI.5. Влияние скорости сварки на эффективность газовой защиты
а—в — сварка соответственно на малой, средней и очень большой

XI.6. Схемы (а—г) расположения границы струи защитного газа при сварке различных типов соединений

