

Газовая сварка своими руками
Газосварка
Ювелирный газосварочный аппарат на обычной воде.
Водород при смеси с воздухом образует взрывоопасную смесь — так называемый гремучий газ. Температура горения водорода 2800 град. Цельсия. Именно на этих фактах и собранны данная газосварка. Основой сварки является электролизер, который заправляется раствором щелочи в воде, т.е. обычной соды (натрий двууглекислый) и генерирует Кислород, и Водород смесь, которая идеально горит. Вот так может выглядеть готовый агрегат:

Итак, начнем со сборки самого электролизера. Нам понадобится:
1. Листовая нержавеющая сталь (нержавейка)
2. Резина или пластик
3. Оргстекло или как его еще называют стеклопластик
4. Болты с гайками
5.Герметик
6. Соединительные штуцера и патрубки
Начнем. Для начала нарежем пластины нержавейки


После это в пластинах необходимо высверлить отверстия для циркуляции раствора и прохода газа между отсеками

Теперь нарежем изолирующие пластиковые промежутки лучше изготовить их из резины, но у меня не нашлось её и я использовал пластик и силиконовый герметик



Получилось не очень изящно, главное работоспособно.
Осталось вырезать боковые основы из оргстекла и можно начинать сборку. Чтобы отверстия для болтов совпадали, рекомендую положить одно на другое стекла высверлить аккуратно по диагонали два отверстия и закрепить шурупами, так при сверлении стекла не будут съезжать

Теперь можно начинать сборку.
Начала на оргстекло мажем герметик и укладываем пластик на пластик ложем нержавейку и так далее промазывая все герметикам в итоге у нас получаются такие отсеки для раствора


Самые крайние пластины нужно отвести так чтобы можно было закрепить контакты.

Из за, мягко говоря ошибки в расчетах два болта не вошли.
Перед тем как закрывать верхний отсек в стекле необходимо сделать два отверстия вверху для выхода газа и снизу для поддержки уровя раствора

Нижний патрубок нужно соединить с бутылкой, в которую будет заливаться раствор и по принципу сообщающихся сосудов раствор попадет в отсеки

Затем необходимо изготовить водный затвор. Так как из электролизера выходит гремучий газ пламя может легко пойти по трубке и взорвется это происходит всего за долю секунды. Я таким образом потерял три бутылки по 0.5. И так в пробке делается два отверстия в одну заходит трубка электролизера и погружается в воду. Во второе отверстие вставляется трубка горелки

В качестве горелки используется обычный шприц, а именно игла

Для питания используется очень мощный источник постоянного тока, расчет напряжения 2 вольта на пластину нержавейки, ток не менее 7 А. Ток подается на крайние пластины.
Теперь осталось самое простое приготовить раствор. В воду добавляется обычная сода в идеале лучше взять NaOH (едкий натрий, каустическая сода) но её не так просто найти, концентрация соды рассчитывается по амперажу ток должен быть в пределах от 4 до 6 ампер (для обычной соды).
Прежде чем собирать установку помните, что водород крайне взрывоопасен достаточно маленькой искры, чтобы вызвать взрыв. Температура горения водорода велика и следовательно не горючие газы входящие в состав воздуха сильно расширяются и происходит очень сильный хлопок по этой причине меня два раза глушило на оба уха и вырвало дно у трех бутылок.
Технология водородной сварки своими руками
В настоящее время сваривать, резать и паять детали можно не только ацетиленовым пламенем. Сегодня, все чаще прибегают к использованию водородного. Это обусловлено тем, что атомно водородная сварка является абсолютно безвредной. Водородный сварочный аппарат позволяет производить сварку быстро и эффективно, при этом работа характеризуется абсолютной безопасностью. В статье рассмотрим как произвести водородную сварку своими руками.
ОСОБЕННОСТИ ПРОЦЕССА СВАРКИ ВОДОРОДОМ
Начнем с того, что сварка водородом является разновидностью газопламенной . Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака . Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
СПОСОБЫ ПРИМЕНЕНИЯ ВОДОРОДНОГО СВАРОЧНОГО АППАРАТА
Сварочный водородный аппарат может функционировать как от электрической трехфазной сети, так и от бытовой. Также применяется в ручном и автоматическом режимах. В процессе работы в горелку подаются смесь кислорода и водорода, температурный режим пламени составляет 600-2500°С.
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов. Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ , при обслуживании и ремонте радиаторов и т.д.
ДОСТОИНСТВА И НЕДОСТАТКИ ВОДОРОДНОЙ СВАРКИ
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
- высокая эффективность,
- безопасность выполнения сварочных работ,
- экологичность, поскольку в атмосферу не выделяются вредные токсины,
- аппараты компактные и удобные в управлении,
- подходят для обработки деталей, выполненных из различных материалов: сталь, стекло, чугун, цветные металлы,
- работают на воде, для нормального бесперебойного функционирования не требуются другие составляющие,
- сварочный аппарат не нужно перезаряжать.
Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
- маленькие горелки могут применяться исключительно для тонких изделий, для толстых деталей нужны мощные сварочные аппараты,
- если вы соединяете детали из меди или из легированной стали, то полученные швы будут сопровождаться множеством пор,
- пламя от чистого водорода практически невозможно рассмотреть невооруженным глазом.
ПРАВИЛА БЕЗОПАСНОСТИ ПРИ СВАРКЕ ВОДОРОДОМ
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
- Следите за тем, чтобы газовая горелка не находилась слишком близко к воспламеняющимся и огнеопасным веществам.
- Если процесс производится в небольшом помещении, то делайте перерывы и периодически выходите на свежий воздух.
- Осуществляя сварочные работы обязательно надевайте защитные очки, иначе яркие лучи могут негативно сказаться на состоянии сетчатки и кровеносной оболочке глаз . Разбрызгивающийся металл и шлак очень опасны для открытых глаз .
- Если вы используете газовые баллоны, то перевозите их на тележке и обязательно надевайте на них защитный колпак. Важно, чтобы во время перевозки баллоны не соприкасались друг с другом и не падали. В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
- Осуществляя сварку водородом, горелку надо держать по направлению к противоположной стороне от источника питания. Если вы не в состоянии соблюсти это правило, то оградите источник посредством железного щита.
- Если во время работы вы делаете перерыв, то пламя горелки обязательно надо тушить.
Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой. Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов. Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
Газовая сварка

Научно-технический прогресс не стоит на месте и с появлением компактных инверторных ИП дуговой сварки жизнь сильно упростилась. Казалось бы, теперь можно забыть и про старую добрую газовую сварку! Однако у сварщиков газовая сварка по-прежнему пользуется большим уважением, в частности, в сфере ЖКТ при прокладке труб, а также в мастерских.
Тепловую энергию при газосварке, необходимую для плавления металла, получают в результате сжигания топлива. В его качестве могут применяться смеси: Н2+О2; C2H2+02; бензин+ О2 и т.д. Трудно не заметить присутствие кислорода во всех приведенных примерах, добавляется он с целью увеличения температуры пламени.
На практике из всего перечисленного чаще всего используется C2H2 (ацетилено-кислородная сварка) или его дешевый аналог МАФ.
Дуговая и газовая сварка по всем физическим проявлениям относятся к сварке плавлением. Но получается на этом родственные сходства и заканчиваются, а по сути технологически два процесса сильно разнятся. При газосварке разогрев металла происходит медленно, с малой скоростью. В определенных случаях это дает преимущества, в других — и вовсе затрудняет сварочный процесс или делает его невозможным.
Газосварка дает преимущества при сварке:
• Тонкостенных металлов от 0,2 до 5 мм;
• Цветных металлов;
• Сталей, требующих медленного предварительного подогрева и такого же последующего охлаждения;
• Чугуна, который покрывается трещинами при температурных перепадах , и спецсталей.
Также трудно переоценить качество и скорость выполнения работ при твердой пайке коррозионностойких сталей, медных сплавов и наплавке.
Востребована газосварка для многих ремонтно-монтажных видов деятельности. Но существуют и отрицательные стороны. Связаны они с малой скоростью сварки: медленный нагрев еще сильнее замедляется с увеличением сечения детали. Считается, что при толщине детали свыше 8-10 мм выполнение газосварки экономически нецелесообразно, хотя технологически сохраняется де-юре возможность сварки толщин до 40 мм. Медленный нагрев, кроме всего прочего, может привести к нежелательным метаморфозам в металле. Перегрев на структурном уровне проявляет себя укрупнением зерна, что снижает мех.прочность. Также из-за достаточно объемного и длительного термического воздействия на изделие появляется другая проблема – высокое его коробление (если сравнивать с ММА). Поэтому соединения под сварку используют максимально упрощенные, чаще всего это стыковые соединения. Тавровые, нахлесточные, угловые и т.д. соединения применяют крайне редко, так как они требуют интенсивного нагрева, что сопровождается крайне повышенными деформациями. По подготовке стыковых соединений ограничений нет: применяют отбортовку кромок, снятие фасок с одной/двух сторон, а также возможен вариант, когда выполняется сварка встык без мех.подготовки (острые кромки).
Газовую горелку настраивают на нормальное пламя. Для получения нормального пламени отношение О2 к горючему газу должно быть для C2H2 1,1 -1,2.
Пламя устанавливают таким образом, чтобы деталь попадала под действие восстановительной зоны (2-6 мм от ядра). Прикасаться ядром к жидкому металлу сварочной ванны запрещено, так как это вызывает эффект насыщения углеродом. С изменением угла наклона мундштука горелки к поверхности металла меняется интенсивность термического воздействия на соединение. Чем больше угол – тем активнее нагрев. Соответственно, при сварке цветных металлов, например, меди, а также при работе с толстостенными изделиями угол увеличивают При работе с тонкими листами угол наклона уменьшают, и тепловое воздействие снижается за счет его рассредоточения по большей площади.
Газосварку выполняют во всех известных на сегодняшний день положениях. Наиболее сложное из них – это потолок, когда подвижный металл требуется удержать силой пламени.
Для того, чтобы заполнить зазор или усилить шов применяют присадку или, как ее еще называют, пруток, проволоку. Материал проволоки должен быть приближен к материалу детали. Иногда для улучшения мех. свойств в присадку вводят ниобий, вольфрам, кремний и т.д. (смотрите ГОСТ 2246-70).
Для сварки чермета с низким уровнем углерода применяют Св.- 08; Св.-08А; Св.-10ГА и Св.-15Г. Для чугунов — спецпрутки (высокоуглеродистые) с большим количеством Si. Для стойкой к износу наплавки применяют твердосплавы, полученные литейным способом.
Некоторые особенности, которые нужно учитывать:
• Темп. плавления проволоки должна быть не выше, чем у основного металла;
• Проволока без видимых загрязнений. На поверхности не должно быть масла, следов ржавчины, питтинговой коррозии, лакокрасочных покрытий;
• Характер плавления прутка – спокойный, без обильного выделения брызг;
Защита
В процессе сварки все металлодетали окисляются в присутствии О2 . Оксидные пленки имеют темп. плавления на порядок выше, чем у обычного металла, что создает сложности Для защиты сварочной ванны от влияния воздушной атмосферы окружающей среды и растворения окислов используют флюсовые добавки или пасты. Пасты обычно достаточно вязкие, чтобы их можно было наносить кисточкой, флюсовые добавки же чаще всего поступают в зону сварки на кончике прутка. Добавка разрушает окисел и ошлаковывается .
Флюсы применяют для сварки цветметов, высоколегированных сталей и чугуна. Для газосварки чермета с малым содержанием углерода флюсование не используется.
Нужно отметить, что в зависимости от вида металла образуется всегда два вида окислов: основной и кислый. Отталкиваясь от того, какой из них преобладает, выбирают флюсовую добавку. Кислый окисел убирают основной флюсовой добавкой и наоборот.
Например, при сварке чугуна преобладает окисел с кислыми свойствами SiO2 для удаления которого применяется K20 и Na2O, бура.
При работе с Cu и его сплавами получают основные окислы Сu2О, ZnO и т.д. Их эффективно растворяют кислые флюсы, составленные на основе соединений с бором.
Где газовая сварка востребована?
Газосварка пользуется популярностью во многих сферах производства и человеческой хозяйственной деятельности. Например, она и сегодня актуальна в строительстве самолетов, особенно там, где требуется сварка черных сталей с малым содержанием углерода толщиной 1 -3 мм; газовая сварка используется при производстве агрегатов хим.назначения. Популярна она также в сфере коммунального хозяйства; при проведении ремонтно-монтажных работ (прокладка труб небольшого диаметра, до 100 мм; ремонт подвижного состава в мастерских, депо; сельское хозяйство и т.д.).
Качество газосварки выше, чем при ММА сварке электродами с тонким или стабилизирующим покрытием. Некоторые электродные стержни бывают, как это ни странно звучит, покрыты только лишь жидким стеклом, состоящим из силикатов калия и натрия. Подобные электроды относятся к старому типу и устроены примитивно, но все еще активно жгутся сварщиками. Однако газосварка проигрывает сварке добротными (высококачественными) электродами с обмазкой из сплавов Fe с Mn, Ti и Si. Объясняется это тем, что добротный электрод выступает не только в роли присадки, а и оказывает легирующее влияние на сварочную ванну. Прочность легированных швов гораздо выше. Поэтому мех.характеристики швов, полученных в газовой защите, обеспеченной восстановительной зоной газового факела, уступают аналогичным свойствам швов, полученных при работе добротным электродом ММА.
Высокая результативность газосварки резко падает с наращиванием толщины изделия. При толщине 0,5-1,5 мм газовая сварка по эффективности может опережать ММА. Однако эта разница фактически нивелируется при наращивании толщины до 2-3 мм и далее, с прибавлением каждого миллиметра металла скорость ММА значительно возрастает. Также при газосварке тонких деталей расход газа невелик, но с увеличением толщины стенки его расход значительно возрастает и ценник на газовую сварку становится больше, чем при ММА. Поэтому газовая сварка целесообразна только лишь при работе с небольшими толщинами.
Горелки для газовой сварки

Горелка — это инструмент, без которого газосварщик не может обойтись. Он постоянно находится у него в руках, поэтому он должен быть по возможности не громоздкий, удобно лежать в руке.
Принцип работы газовой горелки заключается в том, что газы в ней смешиваются до однородного состава, а приготовленная смесь поджигается и дает пламя необходимое для разогрева и перехода кромок металлического соединения, подлежащего сварке, в жидкое состояние. Горелка сегодня выполняет нетривиальные задачи:
- она должна выдавать высокотемпературный факел определенной формы наиболее эффективный для сварки;
- точно регулироваться;
- установленный режим работы должен поддерживаться на протяжении всего времени выполнения работ;
- горелка должна обладать высокими прочностными характеристиками, обеспечивающими надежность эксплуатации, не требовать постоянного ремонта;
- иметь не большой вес, чтобы не обрывать руки сварщику;
- оборудование должно соответствовать требования ТБ и т.д.
Все эти пункты могут быть выполнены только при условии, что горелка имеет удачные конструктивные особенности и собрана из надежных дорогих материалов, выдерживающих высокотемпературное воздействие, давление и т.д. В основном это медные сплавы и, собственно, сам Сu. Для изготовления основной части горелки используется сплав Cu с Zn (латунь), для наиболее нагреваемой части (мундштук) предусмотрена красная медь, ее темп. плавления (около 1100 градусов) достаточна, чтобы пламя на выходе не оплавляло ее. Температура, конечно, не большая, но и температура пламени у основания ацетилено-кислородного факела не превышает 700 оС и достигает 3200 оС только в середине ядра.
Существуют различные виды горелок. Есть даже сжигающие в своем чреве бензин или керосин, однако по конструктивным отличиям более всего распространены горелки безинжекторные (высокого давления) и инжекторные (низкого давления).
Безинжекторные горелки
Здесь главенствует принцип: если подаваемые газы имеют одинаковое большое давление, тогда и нет необходимости в дополнительном нагнетании (подсосе) горючего газа. Все что нужно, смешать О2 и горючий газ в спец.камере до получения однородной смеси – и все готово для проведения сварочных мероприятий. Горелка имеет наиболее простую сборку. Она состоит из рукавов, по которым подается газ, системы регулирующих барашков, ниппелей, смесителя. Безинжекторные горелки не пользуются большой популярностью у мастеров из-за того, что водород и метан – газы, применяемые при данной технологии, не очень-то востребованы в массах. Ацетилен не используется из-за того, что наше производство выпускает в основном ацетилен низкого давления.
Инжекторные горелки
Более сложно устроены. О2 поступает в горелку под большим давлением 4 атм. В инжекторе он создает разрежение, давление падает ниже атмосферного и таким образом происходит подсос горючего газа. Расход ацетилена увеличивается по мере разогрева мундштука, а также в связи с появлением препятствий, осложняющих выход газов из наконечника. Поэтому в процессе работы сварщик постоянно вынужден откручивать ацетиленовый барашек на горелке, другими словами ему постоянно приходится корректировать режим. При всем этом расход О2 остается неизменным.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Аппарат для газовой резки и сварки своими руками
В конструкции данного аппарата большее число рабочих пластин, модифицированные боковые платы и надежный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Между боковыми платами, соединенными четырьмя шпильками, размещены металлические пластины-электроды, разделенные резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2. 3/4 объема заполнена слабым водным раствором щелочи (КОН или NaOH). Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру – около 1800° С.
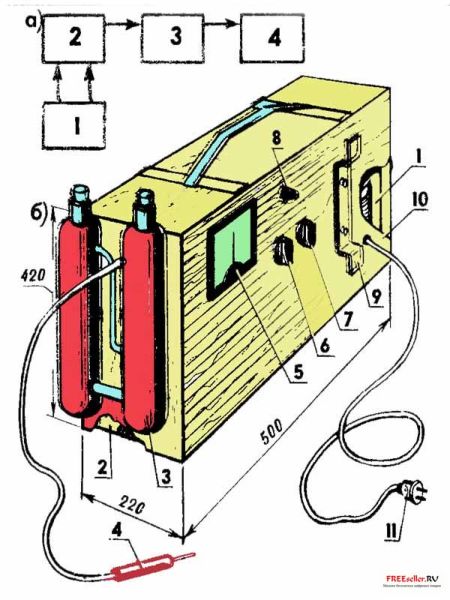
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а – блок-схема, б – готовая самодельная конструкция:
1 – блок питания выпрямленным напряжением электросети, 2 – электролизер, 3 – затвор жидкостный, 4 – горелка газовая, 5 – амперметр, 6 – ручка включения аппарата, 7 – ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 – ручка управления потенциометрами, 9 – скоба хранения электрошнура в свернутом состоянии, 10 – корпус переносной деревянный, 11 – штепсельная вилка.
Производительность электролизера зависит от концентрации щелочи в растворе и прочих факторов. А самое главное – от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания – мощностью и напряжением (из расчета 2. 3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надежную работу даже «восьмидесятиячеистого» (пластин-электродов у такого – 81 шт.) электролизера, а тем более – «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени – 0. 1,7 кВт, на второй (при включении SA1) – 1,7. 3,4 кВт.
И пластины для электролизера предлагаются соответствующие – 150×150 мм. Изготавливаются они из кровельного железа толщиной
0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы. Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
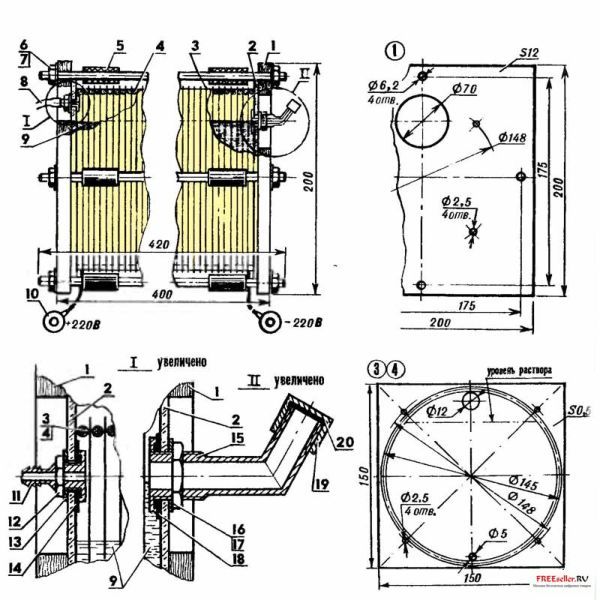
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 -плата боковая (фанера, s12, 2 шт.), 2 – щека прозрачная (оргстекло, s4, 2 шт.), 3 – пластина-электрод (жесть, s0,5; 81 шт.), 4 – кольцо разделительное герметизирующее (5-мм резина кислото- и щелочеупорная, 82 шт.), 5 – втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 – шпилька Мб (4 шт.), 7 – гайка Мб со стопорной шайбой (8 шт.), 8 – трубка вывода горючей газовой смеси, 9 – раствор слабощелочной (2/3 внутреннего объема электролизера), 10 – вывод контактный (медь рафинированная, 2 шт.), 11 – штуцер («нержавейка»), 12 – гайка накидная М10, 13 – шайба штуцера («нержавейка»), 14 – манжета (резина кислото- и щелочеупорная), 15 – горловина заливная («нержавейка»), 16 – гайка накидная M18, 17 – шайба заливной горловины («нержавейка»), 18 – шайба герметизирующая (резина кислото- и щелочеупорная), 19 – крышка заливной горловины («нержавейка»), 20 – прокладка герметизирующая (резина кислото- и щелочеупорная).
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надежной, как лампа Эдисона: включил – заработала, выключил – работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию. керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет – наблюдается лишь небольшая вспышка. Наконец, в-третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3). Потом – барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При ее включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа.
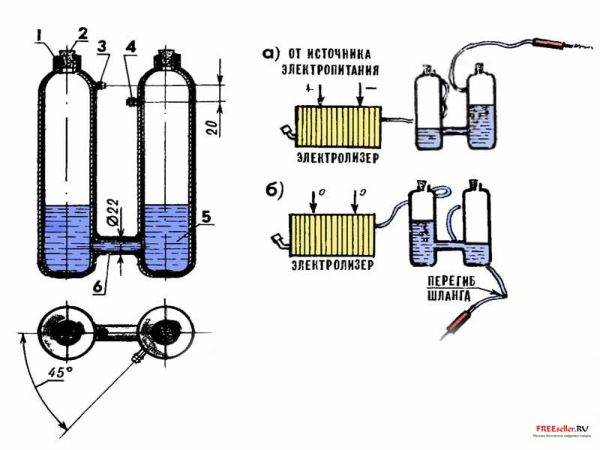
Рис.3. Керосиновый затвор и принцип его действия
(а – при работающем электролизере, б – в момент отключения аппарата):
1 – баллон (2 шт.), 2 – пробка (2 шт.), 3 штуцер вводный, 4 – штуцер выводной, 5 – керосин, 6 – переходник (стальная труба).
Соединительные трубки в аппарате – полихлорвиниловые. Лишь к самой горелке ведет тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками – и пламя, выдав напоследок легкий хлопок, потухнет.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко. И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0. 1.7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера – поменьше и попроще (рис. 5).
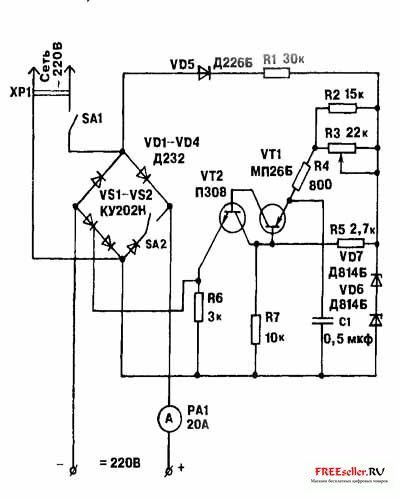
Рис.4. Принципиальная электрическая схема блока электропитания.
По сути, это – двух-полупериодный, известный многим самодельщикам регулируемый выпрямитель. Причем со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприемнике).

Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнито-провода применен набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная – 2000 витков ПЭЛ-0,1; вторичная – 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряженной эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера. Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Поэтому рекомендуется в электролизер заливать только дистиллированную воду, а щелочной раствор использовать наименее загрязненный солями (недопустимо присутствие следов химических соединений серной и соляной кислот).
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щелочи. К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щелочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.

