

Инструкция по эксплуатации инверторного сварочного аппарата
Инструкция по эксплуатации сварочного инвертора для новичков
Время чтения: ≈15 минут
Инструкция по эксплуатации — документ, который, как известно, никто никогда не читает. И не важно, что мы приобрели: соковыжималку или сварочный аппарат. Мы заведомо думаем, что способны разобраться со всеми тонкостями прямо во время выполнения работ.

И если с соковыжималкой такая тактика вполне оправдана, то со сварочным аппаратом у вас вряд ли получится добиться хорошего результата сварки без изучения инструкции.
Общая информация
Так зачем вообще необходимо изучение инструкции по эксплуатации? Инструкция по эксплуатации может стать вашим пособием по работе с аппаратом, если вы новичок. Прочитав ее один раз вы уже получите много полезной информации и сможете выполнить вашу первую сварку.
А если вы сварщик на производстве, то изучение инструкции просто обязательно. Дело в том, что инструкция по эксплуатации аппарата позволяет быстро и просто прочитать производственные инструкции на любые типы сварочных работ. Производственная инструкция включает в себя техническое задание, типы используемого оборудования и расходников, а также непосредственно инструкцию по эксплуатации сварочного аппарата.
В этой статье мы приводим стандартную инструкцию по использованию сварочного инвертора. Конечно, инструкция может отличаться для каждого отдельного сварочного аппарата, но суть их эксплуатации одна. Так что прочтя эту статью вы сможете использовать абсолютно любой сварочный инвертор без необходимости изучения дополнительной информации.
Инструкция по эксплуатации
Инструкция по эксплуатации сварочного инвертора состоит из нескольких шагов, которые нужно один раз изучить и просто запомнить. Дальше будет проще.
Подключение сетевого кабеля
В комплекте со сварочным аппаратом должен быть сетевой кабель. Проверьте его целостность. Присоедините кабель к инвертору, а затем подключите к розетке с напряжением 220В. Проверьте, насколько правильны все соединения. Убедитесь, что горит индикатор питания сварочного аппарата.

Подключение сварочных кабелей
У любого сварочного инвертора на корпусе есть два разъема, обозначенных символами «+» и «-». Проще говоря, плюс и минус. В них вставляются кабели вне зависимости от типа работ. Просто подключаются. Но затем кабели нужно правильно подсоединить к держаку и к детали, которую вы будете варить. Здесь все зависит от того, какую полярность вы выберите для работы.

Если собираетесь варить с прямой полярностью, то минусовой кабель подключите к держаку, а плюсовой — к свариваемой детали. При работе с обратной полярностью все с точностью наоборот. Подробнее об особенностях работы с обратной полярностью мы рассказывали в этой статье.
Отметим, что эти рекомендации применимы к инверторам, работающих на постоянном токе.
Как выбрать верный способ подключения? Здесь нет однозначных рекомендаций. Нужно знать тип сварочных работ, тип свариваемого металла и тип применяемых электродов. Прочтите сварочные ГОСТы, чтобы лучше разобраться в этой теме.

Следите, чтобы все кабели были надежно подключены. Если один из кабелей будет отходить от разъема, то велика вероятность нестабильного горения дуги или ее обрыва. Постарайтесь не использовать слишком длинные кабели. Иначе дуга тоже будет гореть нестабильно и слабо. Если вам нужно уменьшить напряжение в кабелях, то просто используйте кабели большей толщины. Выбирайте кабели от известных производителей или используйте кабели, идущие в комплекте с аппаратом.
Выбор режима сварки
Выбор режима сварки — самый главный этап. От него зависит исход всей работы. Режим сварки — это совокупность различных настроек, которые нужно установить перед сваркой. Например, силу тока, напряжение, род тока и скорость сварки. Выбор диаметра электрода также относится к режиму сварки.
Теме выбора режима сварки мы посвятили несколько статей: тут и тут. Прочтите их, чтобы быть в курсе дела. Эта тема очень обширная и непростая. Но разобравшись один раз вы больше не испытаете никаких трудностей.
Сварочный процесс
После того, как вы все подключили и установили режим сварки можно приступать к работе. Возьмите в руки электродержатель (на жаргоне просто «держак») и установите в него электрод. Затем постучите концом электрода по поверхности металла, чтобы зажечь дугу. Можно не стучать, а провести электродом по металлу, словно поджигаете спичку. Но такой метод требует сноровки.
Рано или поздно вам придется сменить электрод, поскольку старый сгорит. Рекомендуется менять электрод, когда остается всего 2-3 сантиметра стержня в держаке. Чтобы сменить электрод сварку нужно приостановить, нажать на ручку держака и достать электрод. Затем вставьте новый стержень и опустите ручку до упора.
Техника безопасности
Техника безопасности — обязательный раздел для изучения. Не приступайте к работам, пока не запомните все правила.
- Не используйте аппарат, если повреждены кабели и/или их изоляция, вилка, корпус сварочного аппарата.
- Сварщик должен использовать сварочные перчатки и ни в коем случае не брать кабели голыми руками.
- Обязательно отключайте инвертор, если не используете его.
- Не переключайте режим сварки прямо во время работы, аппарат может сломаться.
- Если не используете аппарат, отключайте кабель, идущий к электроду.
- Если произошли непредвиденные ситуации отключите инвертор с помощью аварийного выключателя.
- Сварочные работы должны проводиться с использованием сертифицированных комплектующих, соответствующих требованиям безопасности.
- Не вдыхайте пары во время сварки.
- Обеспечьте хорошую вентиляцию на рабочем месте.
- Используйте защитную одежду и маску, не забывайте о головном уборе, обуви и упомянутых выше перчатках. Одежда должна быть изготовлена из негорючего материала.
- Не допускайте к рабочему месту посторонних людей. Либо обеспечьте им должный уровень безопасности.
- Чтобы снизить вероятность пожара уберите из рабочей зоны все легковоспламеняющиеся предметы.
- Держите рядом огнетушитель или любые другие средства пожаротушения. Ознакомьтесь с инструкцией по эксплуатации этих средств.
- Не работайте с емкостями, которые находятся под давлением.
- Не работайте с неочищенными емкостями, в которых находились легковоспламеняющиеся жидкости.
- Не работайте в запятнанной от легковоспламеняющихся жидкостей одежде.
- Не носите в карманах рабочей одежды спички или зажигалку.
- Следите за уровнем шума во время проведения сварочных работ. Повышенный уровень шума может привести к частичной или полной потере слуха. Используйте дополнительные способы защиты слуха.
Правила проведения сварочных работ
Правила сварочных работ могут отличаться в зависимости от используемой вами модели сварочного инвертора. Например, в некоторых моделях может быть повышенная защита от попадания пыли и влаги, а посему они не требуют тщательных условий хранения и могут использоваться в полевых условиях.
Также некоторые инверторы оснащены индикаторами, которые сигнализируют о перегреве аппарата. После этого аппарат нужно выключить и дать ему остыть. Но если в вашей модели нет такой индикации, то за температурой придется следить самому.
Если вы временно приостановили сварочные работы или закончили их, выключите сварочный инвертор из сети. Если вместе с вами в рабочей зоне находятся другие люди, то установите для них специальный экран, чтобы защитить от излучения и искр.
Используйте защитную одежду из плотной негорючей ткани, не забывайте о защитной маске (мы рекомендуем маску-хамелеон), обуви и перчатках. Обувь не должна проводить ток. Если у вас нет такой обуви, то можете использовать резиновый коврик. Не храните в рабочей одежде легковоспламеняющиеся предметы.
Проверяйте исправность кабелей и самого инвертора перед проведением сварочных работ. Следите, чтобы все кабели были подключены правильно. Соблюдайте технику безопасности, чтобы избежать причинения вреда здоровью.
Перед сваркой тщательно зачистите свариваемые поверхности. Не должно быть следов коррозии, масла, грязи, краски и т.д. Для очистки используйте растворитель, наждачную бумагу, шлифовальные круги и прочее.
Дополнительные правила
Следите за уровнем пыли в воздухе в вашей рабочей зоне. Все допустимые нормы загрязнения воздуха можно найти в сварочных ГОСТах. Учтите, что у них не учитываются выбросы от самого сварочного аппарата.
Если позволяет место работы, поставьте сварочный инвертор в тень. Не подвергайте его воздействию прямых солнечных лучей и осадков. Да, существуют модели с повышенной степень защиты, но они редко встречают в гаражах домашних сварщиков или на небольшом производстве. Так что постарайтесь хранить аппарат правильно. Подробнее о хранении мы рассказываем ниже в разделе «Хранение сварочного аппарата».
Сварочным работам необходима достаточная вентиляция. Идеальный вариант — установка прямого вентиляционного колпака в 60 сантиметрах от места сварки. Если этих мер недостаточно, то нужно использовать специальные системы защиты от ветра и дыма.

Отдельно хотим сказать про подключение инвертора к сети. Не стоит использовать напряжение больше стандартных 220В. Если вы будете использовать, например, 380В, то рискуете сломать сварочный аппарат и навредить своему здоровью. Также следите, чтобы напряжение было более-менее стабильным. Некоторые модели инверторов защищены от перепадов напряжения и продолжают стабильно работать даже при полном отключении электричества. Естественно, кратковременном.
При подключении сварочного аппарата инвертора к розетке в 220В нужно защитить саму розетку системой автоматической остановки подачи электричества в случае возникновения неисправностей в проводке или в самом аппарате. Не используйте розетку без заземления.
Если вы долго не использовали сварочный аппарат, то проверьте его сопротивление между каждой обмоткой. Идеальный показатель — не менее 2.5 мегаом.
Обслуживание сварочного аппарата
Базовое обслуживание аппарата — это его очистка от загрязнений и пыли. Такую очистку нужно проводить регулярно. Техническое обслуживание аппарата должен выполнять специалист в сервисном центре или на производстве. Не выполняйте техническое обслуживание, если не имеете достаточных навыков и опыта.
Перед обслуживанием отключите аппарат от сети. Протрите все кабели и корпус влажной тряпкой или специальным средством, если загрязнения въелись. Не разбирайте корпус инвертора без надобности. Не используйте мокрую тряпку для очистки. Не заламывайте провода во время очистки, и в целом выполняйте обслуживание аккуратно.
Если вы отдадите инвертор специалисту, то он должен очистить аппарат от пыли с помощью сжатого воздуха. Зачастую для этого используют воздушный компрессор. Если определенные детали постоянно замасливаются, то их нужно регулярно чистить тряпкой. Также специалист должен осмотреть, насколько надежно скреплены все детали и подогнать их, если есть необходимость.
Также специалист по техническому обслуживанию должен регулярно проверять все кабели на предмет разрывов и неисправностей. Такую проверку нужно выполнять либо перед отправкой аппарата на длительное хранение, либо раз в месяц.
Хранение сварочного аппарата
Хранение аппарата не менее важно, чем его правильная эксплуатация. От хранения во многом зависит срок службы инвертора и частота его поломок.
Инвертор можно хранить в коробке, в которой он поставляется. Но лучше использовать пластиковую упаковку. Это может быть пакет из плотного полиэтилена, рулонная упаковка и т.д. Словом, защитите ваш аппарат от попадания пыли, грязи, воды и снега. При этом не нужно упаковывать инвертор плотно, оставьте отверстия для доступа воздуха.
Современные аппараты способны храниться при экстремальных температурах (от +50 до -20 градусов), но мы не рекомендуем экспериментировать. Лучше храните инвертор при комнатной температуре. Не храните аппарат прямо на земле (даже в упаковке), в сыром подвале или в месте с повышенной влажностью.
Типы поломок
В ходе работ у вашего сварочного аппарата могут возникнуть неисправности. Они возникают по самым разным причинам: начиная от банального износа деталей, заканчивая неправильными условиями эксплуатации или браком при производстве аппарата. Ниже вы можете видеть список типичных неисправностей инвертора и методов их устранения.

Вместо заключения
Вот и все, что мы хотели рассказать вам об эксплуатации сварочного инвертора. Инструкция по использованию сварочного аппарата — это самый простой и понятный документ из всех, которые вам придется изучить за время своей рабочей практики. Если вы домашний мастер, то достаточно дополнительно изучить ГОСТы по интересующим технологиям сварки и приступать к работе.
А если вы сварщик на производстве, то вас ожидают не только ГОСТы, но и технологическая инструкция по сварке, в которой подробно расписываются все этапы работ и применяемое оборудование. Так что не стоит паниковать из-за простой инструкции по эксплуатации. Поверьте, это простейшие истины, которые должен знать каждый сварщик. Если вам сложно воспринимать большие объемы информации, можете посмотреть обучающие видео ролики. Ознакомьтесь с одним из них ниже.
Как работает сварочный инвертор, правила его хранения и эксплуатации

Разработанный еще в прошлом веке инверторный источник сварочного тока на сегодняшний день стал самым востребованным в сварочном деле. Причина этому очевидна.
Если раньше сварщикам приходилось работать с крупногабаритными и тяжелыми трансформаторами, то с появлением легковесных инверторов процесс сварки теперь более удобен.
К тому же, требуется меньше времени на обучение новичков, поскольку инверторный сварочный аппарат прост в настройках и эксплуатации.
Наш материал, по сути, – введение в основы сварочных работ инвертором. Мы поможем разобраться в основах функционирования аппарата, правилах ухода, чтобы он прослужил вам как можно дольше.
Общие сведения
Совсем недавно, покупка сварочного аппарата для бытовых нужд было затруднительно. Фактическое отсутствие выбора на ранке сварочного оборудования ограничивало возможности сварщиков.
Можно было обзавестись трансформатором или выпрямителем, но потом предстояло долго обучаться, прежде чем приступить к работе. Эти виды аппаратов сложны в применении и для начала следует вникнуть в азы: как регулируется сила тока, как вести шов и т.п.
Настоящим прорывом с наступлением XXI века стало появление в широком доступе инверторов. Их отличие от громоздких и сложных в пользовании трансформаторов сразу привлекло массовое внимание со стороны сварщиков разных категорий.
Среди плюсов инвертора можно выделить малый вес и небольшие размеры (в среднем около 10 кг). Это решило проблемы с транспортировкой: сварщики без труда могли перевозить его с одного объекта на другой.
Расширился функционал: появился механизм защиты от прилипания электрода к свариваемой поверхности, простое поджигание дуги и т.п. Неудивительно, что инвертор стал пользоваться большим спросом среди потребителей.
Этот вид сварочного оборудования можно встретить дома, в гаражах, частных мастерских, крупных предприятиях. Свое название инвертор получил из-за скрывающегося под корпусом инверторного источника сварочного тока.
Это, в свою очередь, сбивает новичков с толку, так как им сложно различить сварочный аппарат инверторного типа от, непосредственно, инвертора. Разъясняем, небольших, как правило, размеров аппарат, которым выполняется ручная дуговая сварка, – это инвертор.
Собственно, это его единственное предназначение. Существенно от него отличается аппараты инверторного типа, сферы применения которых значительно шире.
Их используют при сварке в углекислом газе или сварочных работах порошковой проволокой. В качестве примера, приведем полуавтомат, работающий на базе инверторного источника тока.
С появлением инвертора, изучение сварочного дела значительно упростилась для рядового бытового сварщика. Доступность понимания принципов функционирования аппарата, сводит знакомство с ним до банального прочтения инструкции.
И можно смело приступать к варке металлических конструкций.
Особенности функционирования
Простота эксплуатации отличает инверторную сварку от трансформаторной. Чтобы начать сварочные работы нужно лишь запитать инвертор от обычной розетки домашней электросети.
Для сглаживания поступающего переменного тока в аппарат встроен фильтр выпрямителя. За преобразование постоянного тока в переменный высокой частоты – отвечают транзисторы. Теперь частота равняется 20-50 кГц.
Это лишь первый этап. Следующая фаза состоит в понижении высокочастотного переменного тока. Показатель величины силы сварочного тока будет составлять порядка 100-200 Ампер.
В это и заключается весь алгоритм работы инвертора. Так как, инвертор снабжен электросхемами для преобразования тока, объемы корпуса были значительно уменьшены. Уже никого не удивишь инвертором, вес которого не будет превышать пяти килограмм.
Простота устройства инверторного сварочного аппарата дает возможность воссоздать его у себя дома, используя подручные запчасти и материалы.
Руководство пользователя
Не стоит забывать, что инверторный аппарат относится к электрической технике, поэтому должен правильно эксплуатироваться, обслуживаться и храниться.
Ниже приведены основные постулаты, которых нужно придерживаться. Тогда ваш инвертор прослужит длительное время.
Для начала проверьте в инструкции степень защиты от влажности и грязи. Недорогие модели, как правило, устойчивы лишь к брызгам воды, что влечет некоторые особенности в содержании (далее в статье мы их изложим).
Если же защита от пыли и воды будет высокая, то вы сможете применять его даже в поле.
Корпусы, всех без исключения, аппаратов оснащены сигнализирующими лампочками – световыми индикаторами. Следите за ними во время сварочных работ.
Если лампа загорается, то нужно прекратить работу до полного остывания сварочного устройства. Эта система предохраняет ваш сварочный аппарат от перегревания.
Перед началом наложения шва, металлические детали осмотрите на присутствие ржавчины, окалины, загрязненности, остатков лакокрасочных веществ. Обязательно зачистите металлические поверхности и обезжирьте их.
Зачистить металл можно при помощи наждачки или болгарки. Для удаления жировых отложений воспользуйтесь Уайт спиритом. Эти нехитрые манипуляции позволят выполнить качественный шов.
По завершении сварки (даже если вы прерываетесь минут на десять) отсоединяйте прибор от сети питания. Правилами безопасности запрещено проводить сварочные работы в присутствии людей или домашних животных.
О безопасности эксплуатации
В продолжение темы безопасной эксплуатации, хотим отметить индивидуальную защиту. Для работы со сваркой вы должны надеть спецодежду из брезента или плотного сукна. Защитить глаза от ультрафиолета щитками или масками со светофильтрами.
Работать стоит только в рукавицах (крагах) и не проводящей электричество обуви. Спецобувь можно заменить резиновым ковриком. В робе не должно быть легковоспламеняющихся предметов.
Проверяйте все кабели на целостность перед включением в сеть. Осмотрите разъемы и корпус на отсутствие дефектов и повреждений. В случае возникновения неприятного запаха (типа гари) от сварочного аппарата сразу же выключите его.
Халатное отношение к правилам безопасности зачастую оборачивается для сварщиков печально. Они получают повреждения глазного яблока отлетевшей окалиной, ожоги разной степени, теряют зрение из ультрафиолетового излучения.
Поэтому, проявляйте благоразумие и не игнорируйте технику безопасности.
Основы техобслуживания
По своему устройству и принципам работы инвертор достаточно прост. Но примененные в нем электросхемы должны грамотно и вовремя обслужены.
Новичкам не стоит самостоятельно обслуживать аппарат, но элементарные приемы они могут выполнить сами. Для тщательной проверки все же лучше обратиться в сервисный центр.
Очищение аппарата от пылевой грязи должно войти у вас в привычку. Желательно, чтобы корпус регулярно протирался. Инвертор может поломаться, если пыль попадет через вентиляционные отверстия внутрь.
В сервисном центре сжатой воздушной струей могут полностью почистить аппарат от пыли.
Обязательно протирайте кабеля сварочного инструмента. Перед манипуляцией отключите его от сети энергоснабжения. Кабеля не стоит протирать влажной тканью. Избегайте заламывания проводов.
Эти не сложные меры ухода за инвертором стоит выполнять по интенсивности применения. Перед зимним хранением, все-таки имеет смысл отнести его в сервисный центр, а потом очищать от пыли один-два раза в месяц.
Хранение
Ранее мы отмечали, что малые габариты инвертора – это заслуга электросхем, которые подвержены отрицательному воздействию температуры и пылевым загрязнениям.
Значит, к вопросам хранения тоже нужно подойти со всей ответственностью. Постоянные перепады температуры, влажности и большие скопления пыли могут испортить инвертор.
После распаковки прибора, не выбрасывайте упаковочную коробку. Из доступных вариантов хранения, она подходит лучше всего, так как изготавливается из плотно прессованного картона.
Хоть она и уступает качеству пластиковый упаковкам, но это тоже неплохой способ для хранения. Для дополнительной защиты от пыли, устройство можно обернуть целлофаном, а затем проделать в нем (целлофане) вентиляционные дырки.
Для нормальной сохранности, сварочный аппарат лучше хранить в помещении с постоянной комнатной температурой и невысокой влажностью.
Заявления производителей, что их аппараты устойчивы к резким погодным изменениям – преувеличены, поэтому уличное и гаражное хранение не подходят.
Заключение
Сегодня мы рассмотрели принципы функционирования инверторного сварочного аппарата и какими способами можно увеличить срок его эксплуатации. Далее, вы можете ознакомиться с выбором сварочного режима и как подобрать электроды.
Умение настраивать инвертор – это залог успешно выполненного сварочного шва. Как установить нужный режим сварки, выбрать первый инвертор и много других полезных материалов вы можете найти на нашем сайте.
Если возникают вопросы или вы хотите поделиться советами – пишите нам в комментариях. Успехов!
Как варить инверторной сваркой: советы новичкам
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Сборка инверторного сварочного аппарата своими руками
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
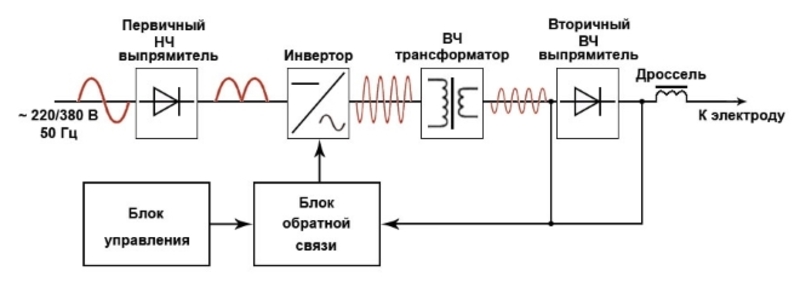
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
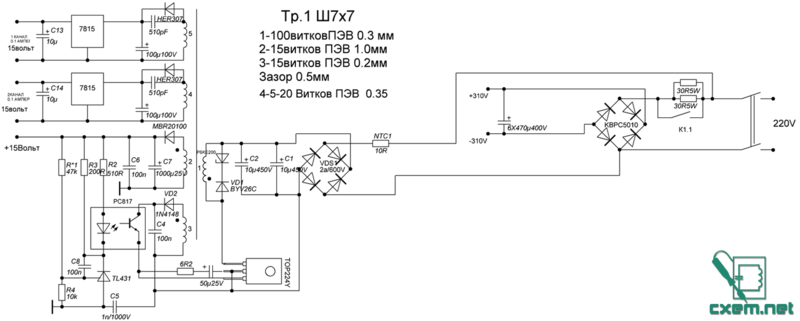
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:

 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
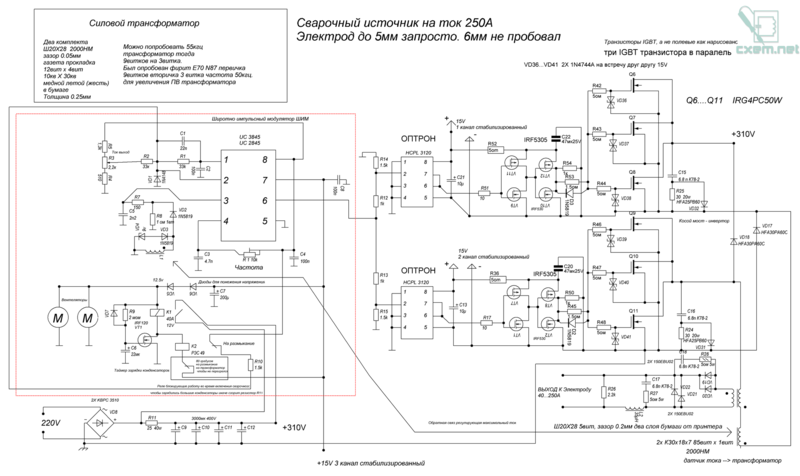
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.

