

Инвертор для сварочного аппарата
Сварочные полуавтоматы инверторного типа
Всего 12 товаров
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()




Сварочные полуавтоматы инверторного типа Fronius (Фрониус) — отличное решение для стройплощадок, мастерских, промышленных производств и всех предприятий, где нужны прочные и надежные сварочные аппараты, бесперебойно работающие в тяжелых условиях. Инверторы Fronius просты в управлении, энергоэффективны, имеют превосходные сварочные характеристики.
Инверторы Fronius
Сварочные полуавтоматы инверторного типа Фрониус представлены 2-мя линейками:
TransSteel — серия мощных инверторных источников, сконструированных для работы в сложных условиях эксплуатации: дождь, ветер, перепады температур, много пыли. Устройства этой серии идеально подходят для промышленных производств с большой нагрузкой. Обеспечивают широкие возможности для сварочного процесса. Например, модель TransSteel 2200 совмещает в себе 3 вида сварки: ручная (MMA), полуавтоматическая в среде защитных газов (MIG/MAG), аргонодуговая (TIG). Все модели TransSteel от 2700-й считаются лучшими для работы с низкоуглеродистой сталью.
Используемые в инверторах TransSteel сварочные процессы:
- Steel Root — программа, эффективно снижающая нагрев свариваемых поверхностей, а значит, и коробление металла. Рекомендована для работы с тонкими металлическими пластинами, зазорами и для сварки корня шва.
- Steel Universal — функция, обеспечивающая качественную сварку как порошковыми проволоками, так и проволоками со сплошным сечением.
- Steel Dynamiс — программа для высокопроизводительной сварки низкоуглеродистых и низколегированных сталей. Подходит для конструкций любых габаритов.
TPS/i — серия инверторов для MIG/MAG-сварки. Это высокопроизводительные устройства со скоростью обмена данными в системе — 100Мбит/с. Подключаются к интернету и локальной сети, благодаря чему сваркой можно управлять из любого места, где есть доступ к сети. Сконструированы для легкой интеграции в автоматизированные и роботизированные производственные комплексы. Обеспечивают высокую скорость сварки с меньшим объемом послесварочной обработки.
Преимущества сварочных инверторов Fronius
Пользователи отмечают следующие достоинства инверторов Фрониус:
- Работают без сбоев в сложных условиях при полноценной производственной нагрузке.
- Энергоэффективны. Экономия на счетах за электроэнергию делает бизнес более конкурентоспособным.
- Совмещают в одном устройстве разные виды сварки: MMA, MIG/MAG, TIG.
Кроме этого, сварочные инверторы Fronius эргономичны. Сделаны с расчетом на удобство и простоту использования сварщиком. Имеют компактный размер. Легко переносятся с места на место.
Сварочный инвертор
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.

Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
![]()
![]()
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.

Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.

В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.

Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Сборка инверторного сварочного аппарата своими руками
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
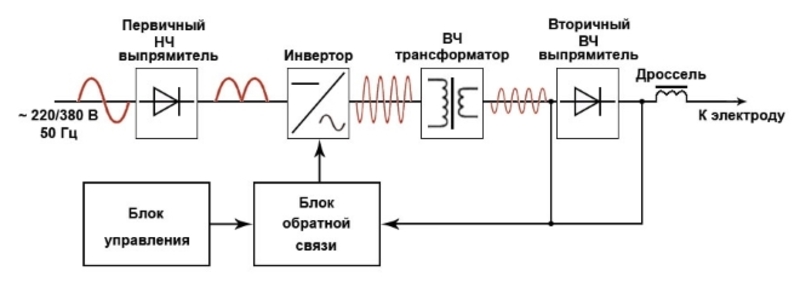
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
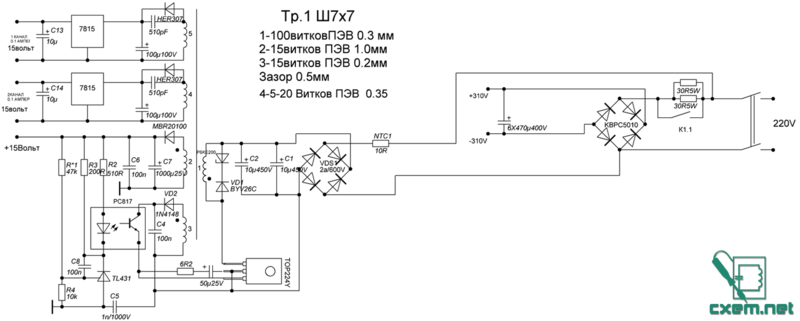
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:

 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
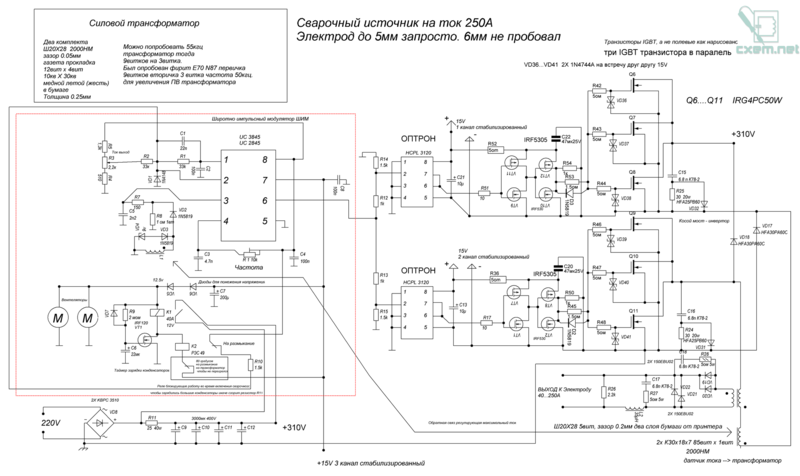
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Что стоит знать при выборе инверторной сварки
Сварочные инверторы для MMA, MIG/MAG, TIG и CUT сварки. Поговорим об устройстве, характеристиках инверторной сварки. Какой инверторный аппарат лучше, на что обратить внимание при выборе. Обзор компактных устройств.

Сварочный инвертор – это устоявшееся обиходное название сварочных аппаратов, использующих в качестве источника тока инверторный преобразователь. Такие устройства применяют для различных технологий электродуговой сварки: MMA (ручная покрытыми электродами), TIG (аргонодуговая) и MIG/MAG (в инертной или активной газовой среде). Как правило, все сварочные инверторы MIG/MAG и TIG также могут выполнять сварку MMA. Кроме того, ведущие производители выпускают комбинированные установки, в которых объединены все три типа.
Все эти технологии были разработаны для разных видов сварочных работ и соединения разнообразных металлов и их сплавов. Прежде чем приступить к выбору сварочного аппарата, нужно ответить на два вопроса: какие виды сварки предполагается выполнять и в каких условиях он будет работать. Сейчас на рынке предлагается огромное количество моделей как бытового, так и производственного сварочного оборудования с самым широким диапазоном технических характеристик. Понять, какая из них лучше и какой фирме-производителю отдать предпочтение, очень непросто. Единственный выход в такой ситуации — самостоятельно разобраться с основами сварочных технологий и принципами работы современного оборудования.

Особенности и принцип работы сварочного инвертора
В последние десятилетия инверторная сварка все уверенней вытесняет традиционные трансформаторы и выпрямители, причем не только в промышленном производстве, но и в сфере бытового применения. Это стало возможным благодаря созданию надежной элементной базы для частотных преобразователей, а также значительному удешевлению силовых электронных компонентов. Свою роль также сыграли рост стоимости энергоносителей и меди, которой в инверторах используется на порядки меньше, чем в других сварочных аппаратах.
Принцип работы современного сварочного инвертора основан на преобразовании низкочастотного сетевого тока в импульсы высокой частоты с последующим формированием различных видов сварочных токов с регулируемыми параметрами (см. рис. ниже).

Количество витков первичной обмотки обратно пропорционально частоте тока, поэтому в высокочастотных трансформаторах меди на порядки меньше, чем в обычных. Эта зависимость является нелинейной: при частоте 10 кГц масса и размер уменьшаются в 3 раза, а при частоте 50 кГц — примерно в 15 раз (см. трансформатор на рис. ниже).
![]()
![]()
Виды инверторов
- По типу элементной базы частотного преобразователя, от которой напрямую зависит максимальная частота преобразования входного постоянного тока. Обычно речь идет о трех разновидностях: тиристорные — до 5 кГц; на биполярных транзисторах с изолированным затвором (IGBT) — до 20 кГц; на полевых МОП-транзисторах (MOSFET) — до 100 и более кГц.
- По схемотехническому типу инверторного преобразователя (различные виды мостов) и методу регулирования переменного высокочастотного тока (ШИМ, ЧИМ).
- По виду сварочной технологии. Существуют инверторы для MMA, MIG/MAG, TIG, импульсной инверторной сварки и их разновидностей. Отдельным видом такого оборудования являются плазморезы (CUT), в которых также используются инверторы.
- По массогабаритным показателям. Здесь выделяют мини-устройства, а также переносные, передвижные и стационарные инверторы.
- По сфере применения. В этом случае инверторы делят на бытовые, профессиональные, производственные, предназначенные для робототехнических комплексов и специализированные.
- По уровню механизации и автоматизации. Новинкой в этом виде характеристик инверторов является синергическое управление (Synergic Control). Эта интеллектуальная система позволяет адаптивно чередовать различные режимы и полностью контролирует весь сварочный процесс.
Кроме того, инверторы нередко классифицируют по различным эксплуатационным характеристикам: классу защиты, предельному уровню наклона, возможности работы при пониженном входном напряжении и пр.

Характеристики и критерии выбора инвертора
Основные характеристики сварочного инвертора, которые указывают в своих каталогах все производители данного оборудования:
- параметры входного напряжения;
- мощность;
- продолжительность включения (ПВ);
- предельные значения тока сварки (мин./макс.);
- напряжение холостого хода;
- рекомендуемый диаметр электрода;
- рабочий диапазон температур;
- класс защиты;
- вес и размер.
При приобретении сварочного инвертора надо учитывать, что он, как и любое производственное оборудование, не вечен. Даже при условии качественного изготовления и надежных комплектующих срок службы такого аппарата до полного списания составляет 7–10 лет, а время наработки на отказ — несколько тысяч часов.
Входное напряжение
Но приобретение сварочного инвертора, потребляемый ток которого соответствует нормативам электросети, вовсе не гарантирует того, что при его работе не возникнет проблем с питающим напряжением. Мощности источников таких объектов, как гаражные и дачные кооперативы, ограничены возможностями их подстанций, поэтому при коллективном включении высокой нагрузки напряжение может «проседать» до 150÷180 В. В этом случае необходимо выбирать аппарат с возможностью работы на пониженном напряжении.

Сварочный ток
Для исключения перегрева сварку тонкого листового проката, а также ряда металлов и сплавов требуется выполнять на небольших токах. Поэтому, если предполагаются работы с такими материалами, необходимо обратить внимание на величину минимального сварочного тока. Еще один важный показатель технологических качеств инвертора — это кратность регулирования тока сварки (соотношение значений max/min). Для режима MMA этот параметр обычно лежит в интервале 3÷5. Чем выше его значение, тем шире возможности при выполнении сварки.
Напряжение холостого хода
При повышении напряжения холостого хода значительно облегчается процесс поджига дуги, а сама она становится эластичнее и стабильнее. Однако при этом растут габариты оборудования и понижается коэффициент мощности. Еще одно негативное последствие такого варианта — возрастание риска поражения электрическим током.
С уменьшением сварочного тока дуга становится нестабильной, поэтому в современных инверторах предусмотрено автоматическое повышение напряжения холостого хода на малых токах и понижение его при приближении к максимальным значениям. Оптимальным для сварки MMA является значение 60÷85 В (в зависимости от величины максимального тока).

Режим работы на максимальном токе
В паспортах всех инверторов в качестве одной из основных характеристик всегда указывается режим эксплуатации, который выражен в виде нормативного отношения времени выполнения сварки к общей длительности технологической операции. При этом производители используют разные названия этого параметра: продолжительность нагружения (ПН) и продолжительность включения (ПВ). Отличие ПВ от ПН в том, что в первом случае подразумевается полное отключение инвертора от сети во время паузы между операциями сварки, а во втором — что инвертор продолжает выдавать напряжение холостого хода.
Чаще всего все-таки приводится ПВ, которое равно отношению времени работы на номинальном токе к общей продолжительности сварочного цикла. По международным стандартам, циклом считается интервал в 10 минут, т. е. если ПВ=40%, то через каждые 4 минуты сварки инвертор должен 6 минут находиться на холостом ходу. Некоторые производители в паспортах оборудования указывают ПВ для нескольких значений нагрузки. Вот один из таких примеров для инвертора с максимальным током 160 А: 40% — 160 А, 60% — 135 А, 100% — 105 А. На первый взгляд может показаться, что 40% — это очень маленькое значение. Но на самом деле технологический процесс, кроме самой сварки, включает в себя ряд подготовительно-заключительных и вспомогательных операций, которые как раз и занимают большую часть времени сварочного цикла.
Полезные дополнительные функции
- Ограничение напряжения холостого хода. Этот режим направлен на повышение безопасности труда и обязателен при работе в условиях повышенной влажности, атмосферных осадков и внутри металлических емкостей. До начала сварки напряжение холостого хода составляет не более 12 В, а при касании электродом металла мгновенно возрастает до номинального значения. По окончании сварки напряжение снова снижается до 12 В.
- Горячий пуск (Hot start). Для облегчения зажигания дуги при начале сварки инвертор на короткий период (0.5÷3 с) выдает импульс тока, превышающий установленное на аппарате значение в полтора-два раза. Эта функция также способствует улучшению качества начальной части сварочного шва.
- Защита от прилипания (Anti stick). При возникновении короткого замыкания через 0,5÷1 секунду на непродолжительный период снижается, а затем снова восстанавливается ток дуги.
- Форсаж дуги (Arc Force). С помощью данной функции происходит восстановление режима капельного переноса металла электрода в сварочную ванну. Сплошной поток металла разрушается последовательностью коротких импульсов повышенной мощности.
Вершиной функционального развития инверторных технологий является система синергического управления, которая способна самостоятельно выбирать нужную программу по заданным параметрам и адаптивно управлять сварочным процессом в течение всего производственного цикла.

Какой инвертор выбрать для домашнего пользования
Для того чтобы качественно сваривать уголки, швеллеры, полосы и трубы толщиной до 5 мм, теоретически достаточно сварочного инвертора со следующими характеристиками:
- напряжение сети — 220 В;
- максимальный сварочный ток — 120÷150 А;
- ПВ — 40÷50%;
- толщина электрода — до 4÷5 мм.
Но на практике эксплуатация инвертора, скорее всего, будет происходить в условиях, отличных от нормативных. Поэтому почти наверняка придется скорректировать выбранные характеристики. В первую очередь следует проанализировать качество и стабильность напряжения питания. Обычно сварочные инверторы предназначены для работы в условиях колебаний входного напряжения ±10÷15%, поэтому при подключении к электросети с такими параметрами они будут работать без каких-либо проблем. Если же отклонение достигает 30% (что нередко случается на дачах, в гаражах и сельской местности), то следует выбирать модель инвертора с возможностью работы при пониженном напряжении.
Домашний инвертор должен быть легким, чтобы было удобно его переносить, и компактным, чтобы помещался в багажник автомобиля. Желательно подобрать инвертор с ударопрочным и влагозащищенным корпусом, а также с прозрачной защитной крышкой панели управления. Наличие цифрового индикатора желательно, но необязательно, т. к. на недорогих моделях они нередко работают с большими погрешностями.
Практически все современные инверторы (даже в ценовой категории до 10 тыс. руб.) стандартно оснащены функциями Arc Force, Anti stick и Hot start. Но при выборе конкретной модели все же следует удостовериться в наличии этих режимов.

Технические требования для выбора лучшего домашнего сварочного инвертора в нашем варианте будут выглядеть примерно так:

