

Красивые сварочные швы фото
МирТесен
Каждый день новое
12 удивительно приятных фотографий сварочных швов
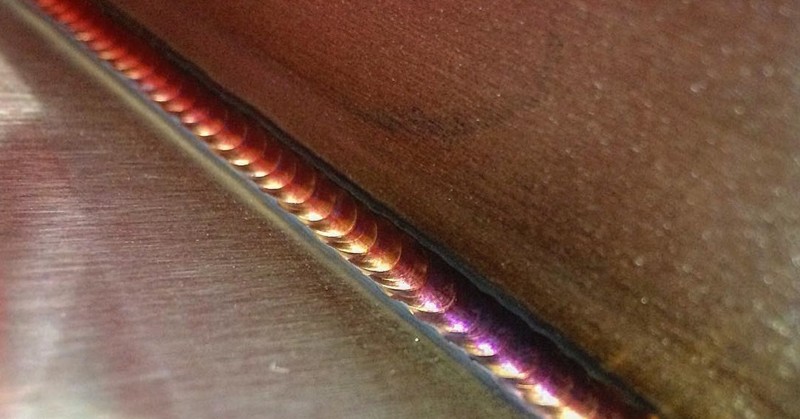
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Но кто бы мог подумать, что сварочные соединения так красивы!
1. Глаз радуется!

2. Практически радуга

3. Идеальная работа

4. В этом уголке хочется жить!
5. На такое способен только профессионал

6. Создание шедевра

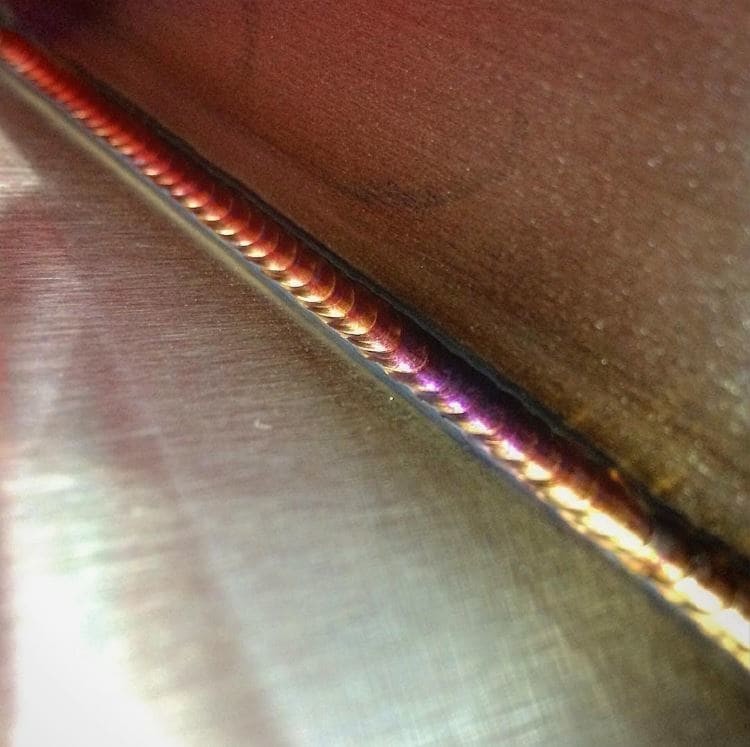
7. Слой за слоем

8. Только взгляните на эти цвета сварки

9. Просто, но так нравится

10. Невероятно

11. Красивая работа
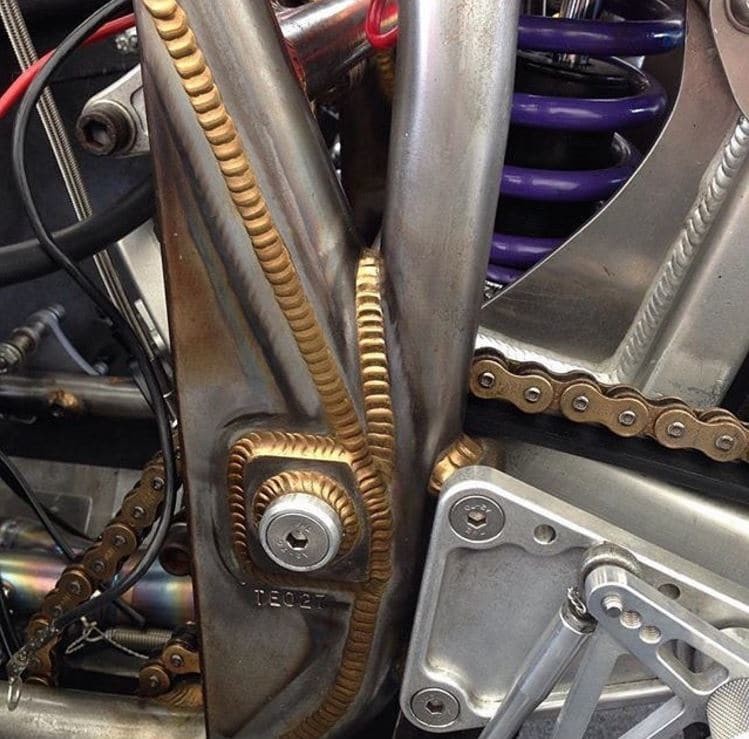
12. А вот и еще одно произведение сварочного искусства.

Реакции на статью
Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
Сварочные швы
Сварка – один из основных методов скрепления двух элементов, а сварочные швы – зоны, соединяющие две металлические заготовки между собой. Получаются такие спайки в ходе расплавления и последующего остывания стали.
Хороший сварщик должен знать виды сварных соединений и уметь наносить все разновидности швов. Без этих навыков невозможно изготовить качественную и долговечную конструкцию.

Типы стыков
Сварные швы делятся на 5 вариаций:
- нахлёсточные;
- параллельные;
- стыковые;
- угловые;
- т – образные.

Сварочные швы и их разновидности
Нахлёсточные часто используют для создания резервуаров цилиндрической формы, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы накладываются внахлёст, но полностью не перекрываются. В итоге получается структура, которая похожа на ступеньку. С торцевых сторон деталей наносятся сварочные швы.
Параллельные способы нанесения применяют для увеличения прочности структуры. Оба составляющих плотно прикладываются друг к другу и скрепляются сваркой со стороны рёбер. Данным приёмом можно укрепить конструкции, на наружность которых будет приходиться сильное механическое воздействие. Однако такую технологию запрещено использовать в ремонте движущихся механизмов.

Стыковая версия является самой популярной. Свариваемые части должны находиться в одинаковой плоскости, одна напротив другой. Такой стык используется для скрепления водопроводных труб, дымоходов, хранилищ или стальных колонн. Также эту систему эксплуатируют в машиностроении, при изготовлении воздушного и водного транспорта, на военных заводах. Да, и создание подобной «склейки» требует минимум средств и времени.
Угловые виды сварных швов хорошо применимы для скрепления нескольких заготовок, которые необходимо расположить под прямым углом. Заготовка делается следующим образом: под углом 90° устанавливаются детали (в виде символа «Г»), а в месте примыкания краёв накладывается сварной шов. Эта сварка распространена как в промышленности, так и в частном хозяйстве. А с её помощью можно изготовить прочные опоры или котлы.

Т – образный или тавровый сварной шов не похож на другие, поскольку готовая часть будет выглядеть как буква «Т». Неопытному человеку будет трудно создать подобное, поскольку в процессе важно учитывать ограничения, относящиеся к удержанию электрода (рекомендуется придерживаться угла в 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а сваренные тавровым методом элементы могут выйти с дефектами.
Техника работы
Движение стержня по сплошной линии будет недостаточно для хорошей сварки, и чтобы стать мастером своего дела, нужно понять технику использования аппарата. Главные особенности технологии – постоянный контроль зазора между составляющими. Если расстояние будет слишком маленьким, то сталь плохо прогреется, что негативно отразиться на его крепости. Следует контролировать и скорость ведения штатива, и основную процедуру спайки. Главное, чтобы расплавленный металл равномерно распределялся по канавке.

Характеристики сварного шва
Как правильно накладывать шов:
- Варить круговыми или зигзагообразными движениями. Траектория должна сохранятся на протяжении всей спайки.
- Держать ручку под правильным углом. Чем острее наклон, тем меньше глубина пропарки.
- Контролировать темп передвижения электрода. Тут всё зависит от напряжения аппарата. Большой ток позволяет двигать держатель с большей скоростью, а швы в итоге будут более тонкими.
- Грамотно выбрать слои спайки. В стыковых местах можно сделать несколько рядов, однако, этой методикой чаще изготавливают тавровый сварной шов.
Учёт этих правил поможет достичь желаемого результата, и специалист безошибочно произведёт любые виды сварочных швов.
Способы нанесения
К методам нанесения относятся:
- Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону. Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
- Вертикальный тип. Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
- Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.

Типизация сварочных швов по способу нанесения
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Все ли сварочные швы одинаковы: виды, классификация, область применения
Сварочный или сварной шов — участок сварочного соединения, где под воздействием сварочного аппарата образуется неразрывное соединение деталей будущей конструкцией. Существуют разные виды сварных швов, которые классифицируются по разным признакам.
Из чего состоит сварочное соединение

Сварочное соединение состоит из следующих элементов:
- Непосредственно сварной шов – зона стыка деталей.
- Зона сплавления.
- Зона термического влияния сварочного аппарата – это участок металла, где заметны термические изменения в результате воздействия сварки.
- Основной металл – остальная площадь металлических деталей, которые соединили с помощью сварки.
При выполнении сварки в несколько слоев, выделяют также корневой шов – это самый первый сварочный слой, расположенный глубже других. При его выполнении воздействие должно быть максимальным и по возможности – непрерывным.

Сварные швы классифицируют по нескольким основным признакам – в зависимости от вида стыка, сечения, пространственного расположения, и т. д. Каждый шов применяется в зависимости от общей идеи конструкции, целесообразности, и других условий.
По виду соединения

 Стыковые швы
Стыковые швы
Стыковочные или стыковые швы – самые простые и распространенные. Они образуются, когда две детали соединяют их торцевыми поверхностями. Благодаря методу стыковки расход металла получается меньший, чем при использовании других способов соединения деталей.
Шов в данном случае может быть:
- Односторонний со скосом кромки – рекомендуется при сварке деталей толщиной 8-25 мм. Самый популярный вид скоса – V-образный, но иногда используется и U-образное соединение.
- Односторонний без скоса кромки – применяется при сваривании листов металла толщиной до 4 мм.
- Двусторонний со скосом кромки – толщина от 12 мм. В этом случае чаще всего применяется X-образное скашивание кромок, которое требуется меньшего расхода металла в сравнении с V-образным.
- Двусторонний без скоса кромок – при сваривании деталей толщиной до 8 мм.

Они образуются, когда два листа металла, или другие металлические детали соединяют в виде буквы «Т». Одна часть будущей конструкции прислоняется торцом к боковой поверхности другой части. Тавровые соединения также могут быть без скоса кромок, с односторонним или двусторонним скосом.
- Нахлесточные швы
Используются, когда две детали необходимо расположить в параллельных плоскостях, чуть внахлест по отношению друг к другу. Такие швы рекомендуется использовать при сварке листов толщиной от 10 мм. Сваривают детали с обеих сторон.
 Угловые швы
Угловые швы
Образуются, если детали соединяют под прямым или любым другим углом. Иногда для прочности такие швы делают с обеих сторон соединения. В зависимости от толщины деталей, они могут быть со скошенными кромками, или без них.
Угловые швы также делятся по протяженности сварочных отрезков (участков воздействия сварки) на:
- Непрерывные – сплошной сварочный шов.
- С шахматным расположением сварочных отрезков – участки воздействия сварки на одной стороне противоположны участкам с другой стороны.
- Цепные – участки сварки с обеих сторон стыка расположены одинаково.
По степени выпуклости

Принято считать, что сварной шов должен быть ровным и практически незаметным. Однако глубина или вогнутость шва зависит в первую очередь от типа сварного соединения и выбранного режима сварки.
По этому признаку швы делятся на следующие виды:
- Выпуклые – рекомендованы при статическом режиме сварочного аппарата. Это так называемые усиленные швы.
- Нормальные – с минимальной выпуклостью.
- Вогнутые, или ослабленные – используются при угловых соединениях. Браком является наличие вогнутого шва при стыковом соединении конструкции.
По умолчанию подразумевается, что все соединения должны быть усиленными и слегка выпуклыми. Вогнутый шов должен быть обозначен на чертеже будущей конструкции.
По количеству проходов
 Многопроходной сварочный шов.
Многопроходной сварочный шов.
По числу проходов сварочным аппаратом и слоев швы могут быть:
- Однопроходными (или однослойными).
Под термином «слой сварного шва» подразумевается количество металла, наплавленного за один проход сварочным аппаратом (сварочных валиков).
По действующему усилию
По этому критерию сварные швы подразделяются на несколько видов:
- Фланговые – действующее усилие параллельно области шва.
- Лобовые – усилие аппарата направлено перпендикулярно.
- Косые – усилие идет под углом менее 90 градусов.
- Комбинированные – совмещают в себе несколько видов.
По конфигурации и положению в пространстве

По этому признаку все швы можно разделить следующим образом:
- Кольцевые – используются для сварки цилиндрических деталей, сваривание идет только снаружи.
- Прямолинейные.
- Вертикальные – шов расположен в вертикальной плоскости.
- Горизонтальные – сварка идет в горизонтальной плоскости.
Особым видом сварочного шва является потолочный. В данном случае усилие идет в горизонтальной плоскости, но выше уровня сварочного аппарата. Поэтому потолочный шов считается самым сложным видом сварки. Очень важно при его выполнении соблюдать технику безопасности – максимально защитить себя сварочной маской и плотной одеждой.
По свариваемым материалам
Еще одна классификация – по материалам, которые соединяют друг с другом.
По этому критерию выделяют:
- Швы на углеродистой и легированной стали.
- На цветном металле.
- На биметалле.
- На пластике и полиэтилене.
Виды и техники выполнения сварочных швов

На сегодняшний день самым популярным видом соединения деталей в монолитное изделие является сварка. Ее существует множество видов, так как сварочные работы применяются во многих отраслях, начиная с домашнего хозяйства и заканчивая созданием сложных технических конструкций. Научиться искусству сварки несложно, главное – разобраться в основных понятиях, отличать виды сварок и «набить» руку на ведении электрода (горелки), для создания красивого, прочного и качественного шва.
Принципы работы сваркой и основные понятия
Прежде чем перейдем к технологии, как правильно класть сварочный шов, разберем несколько понятий:
- сварное соединение – это скрепление двух деталей сварочным методом;
- сварочный шов – это участок сварного соединения, который образовался за счет молекулярного соединения расплавленных краев двух металлических деталей, в результате дальнейшей кристаллизации металла;
- металл шва – это сплав, который образуется в результате термического воздействия на основной металл (деталь);
- зона сплавления – это грань между металлом шва и основным металлом (изделием);
- зона термовлияния – это участок, который поддался воздействию тепла, но не расплавился, а лишь изменил свои свойства за счет нагрева.
- сварка – это процесс, во время которого плавится металл с помощью специального оборудования, соединяющего элементы методом расплавления их кромок;
- электродуга – это разряд, возникающий между заготовкой и электродом;
- электрод – это специальный металлический стержень с различным химическим напылением, являющийся проводником электрического тока.
В разных отраслях промышленности применяются разные виды сварки, которые отличаются методом воздействия, применением разных материалов и технологиями работы для создания простых и многопроходных швов. Например, в дуговой сварке основным плавящим элементом выступает электрод, который возбуждает и удерживает дугу на рабочей детали. В газовой сварке источником тепла служит горелка, из которой под сильным давлением выходит ровное бесперебойное пламя, образовавшееся в результате горения смеси кислорода и ацетилена.
 Хоть и при разных видах сварки на деталь идет разное воздействие, суть остается одна: два металлических изделия плотно прикладываются друг к другу или с небольшим расстоянием, если, например, необходимо заварить прохудившуюся деталь. Далее с помощью сварочного аппарата мастер прогревает края детали так, чтобы они начали плавиться. В этот момент образуется так называемая сварочная ванна. Кроме основного металла часто применяют дополнительный (электрод или проволоку), для увеличения количества металла шва. Когда готов расплавленный материал – формируется дорожка. Затем он кристаллизируется и образуется прочное соединение.
Хоть и при разных видах сварки на деталь идет разное воздействие, суть остается одна: два металлических изделия плотно прикладываются друг к другу или с небольшим расстоянием, если, например, необходимо заварить прохудившуюся деталь. Далее с помощью сварочного аппарата мастер прогревает края детали так, чтобы они начали плавиться. В этот момент образуется так называемая сварочная ванна. Кроме основного металла часто применяют дополнительный (электрод или проволоку), для увеличения количества металла шва. Когда готов расплавленный материал – формируется дорожка. Затем он кристаллизируется и образуется прочное соединение.
Виды швов и технология выполнения
Когда мастер уже освоил, как правильно варить сваркой, можно приступать непосредственно к видам и техникам шва. Залог качественного соединения – это правильные настройки на сварочном аппарате (трансформаторе или инверторе), в соответствии с характеристиками металла и температурой его плавления. Мягкие металлы варятся на низких токах, плотные — на высоких. Также необходимо учитывать тип сварочного шва, так как каждый из них имеет свою технику выполнения. Самые распространенные виды швов:
1.По внешнему виду – плоские, усиленные и ослабленные.
2.По технике выполнения – односторонние и двухсторонние (при которых мастер спаивает заготовки с двух сторон).
3.По количеству слоев – одно-, двух-, трехслойные.
4.По протяженности – точечные, двусторонние шахматные, цепные, точечные, непрерывные.
5.По направлению усилия – поперечные, продольные, косые, комбинированные.
6.По пространственному размещению – горизонтальные, вертикальные, потолочные, нижние.
Перейдем теперь к технологии выполнения шва. Рассмотрим основные этапы работы:
1.Подготовительный. При этом шаге нужно выполнить ряд подготовительных работ. Во-первых, приготовить рабочее место, в соответствии с правилами безопасности. Во-вторых, запастись робой и защитной маской, чтобы не получить ожоги глаз. В-третьих, приготовить изделие к работе. Для этого его необходимо зачистить от остатков краски, лака, масла, пыли и прочих загрязнений. Для этого применяется металлическая щетка или наждачная бумага высокой абразивности. Затем на сварочном аппарате требуется выставить все настройки и можно приступать.
2.Создание дуги или поджог горелки (зависит от типа сварки). Особенности электродуговой сварки можно прочесть тут, а газовой тут.
3.На этом этапе создаются сварочные швы (техники ведения электрода рассмотри подробнее).
4.Завершающий этап. Когда уже дорожка готова, необходимо не забыть оббить шлак с валика (при дуговой сварке). Соединения, созданные газовой и плазменной сваркой не шлакуются, то есть, от них нет никакого мусора.
Техника ведения электрода – залог красивого сварочного шва
Чтобы создать идеальный шов, недостаточно вести электродом по прямой линии вдоль зазора между деталями. Существует несколько методов создания соединений. Все они основаны на плавном перемещении электрода по определенной траектории, в результате чего остается ровная дорожка.
Чтобы создать красивый сварочный шов, горелку или электрод нужно немного повернуть по отношению к детали градусов на 60. Вести его нужно плавно, но при этом важно не передержать проводник на одном месте, чтобы не пропалить заготовку. Самый простой способ – это «зигзаг». При этом проводник ведется от правой зоны сплавления до левой немного по диагонали. Возвращаться следует в зеркальном отражении и в результате получится, будто мастер условно рисует зигзаг. Такое соединение можно применять для разных видов сплавов и металлов.
Если зазор между заготовками более 5 миллиметров, то лучше применить технику «елочка». При этом совершается больше движений, которые позволяют наплавить больше материала для скрепления. Начинать рекомендуется с правой стороны и вести проводник ровной горизонтальной линией влево, затем под углом 45 градусов нужно вернуться вниз до середины шва и под таким же углом проложить линию вверх, протягивая ее выше той, с которой начинали. Таким образом, будет получаться условная елочка, созданная из множества треугольников. При этом главное не увеличить расстояние между электродом и заготовкой, чтобы не потерять дугу (при электродуговой сварке). 
Красивые соединения получаются при использовании методики «петелька». Ее можно применять для тонкого металла при работе полуавтоматом или газовой сваркой. Здесь швы следует накладывать плавными закругленными движениями, напоминающие непрерывную цепочку из петелек.
На картинке можно ознакомиться, какие еще способы применяются, чтобы наносить сварные швы.
Советы от профессионалов
Мастера, которые с легкостью создают дорожки любой сложности и в любом положении делятся некоторыми советами с начинающими сварщиками, которые не понимают, почему у них не получается то или иное соединение:
- важно сохранить одинаковую ширину зазора вдоль всего шва, тогда он будет качественным и надежным;
- нельзя нарушать расстояние между деталью и электродом, так как при потере дуги деформируется соединение;
- электрод или горелку нужно держать под наклоном 60-75 градусов по отношению ко шву, таким образом, быстро кристаллизируется металл без потеков;
- при работе на вертикальной поверхности лучше варить снизу вверх, так получится избежать растекания металла, образующегося при сварке.
В завершение нужно отметить, что мы рассмотрели базовые методики, как сделать хороший шов. Детальнее можно ознакомится в следующем ролике:

