

Ручная аргонно дуговая сварка
Аргонодуговая сварка TIG
Аргонодуговая TIG сварка – универсальная технология сваривания металлических изделий при помощи вольфрамовых электродов. Она позволяет создавать сплошные швы на тонких деталях из неферромагнитных материалов и их сплавов. Сварка TIG активно используется в отраслях тяжелой промышленности, в автосервисах и небольших мастерских.

История появления
В конце XIX столетия американский ученый Чарльз Коффин впервые использовал инертные газы для сваривания изделий из металла. Его исследования были основаны на опытах русских физиков Василия Петрова и Николая Славянова, открывших дуговой метод сварки деталей. Новая технология не позволяла сваривать заготовки из алюминия и магния, что обусловлено изменением степени окисления материалов при взаимодействии с воздухом.
В 30-х гг. XX в. технология TIG сварки была усовершенствована американскими учеными Расселом Мередитом и Нортропом Эйкрафтом. В 1941 г. инертные газы стали активно применяться для сваривания магния на постоянном токе. Спустя несколько лет специалисты компании Northrop Corporation начали использовать технологию ТИГ для соединения алюминиевых, магниевых и никелевых деталей. Это способствовало развитию авиационной промышленности и ракетостроения.
Сущность процесса сварки TIG
В переводе с английского языка аббревиатура TIG означает “вольфрам + инертный газ” (Tungsten + Inert Gas). Принцип работы ТИГ сварки заключается горении электрической дуги в аргоне. Этот инертный газ тяжелее воздуха. Он защищает свариваемые материалов от воздействия кислорода. Аргон предотвращает окисление металлов. В результате образуется аккуратный и прочный сварной шов.

Электроды для аргонодуговой сварки изготавливаются из вольфрама. Температура плавления этого химического элемента составляет 4000 °С. Он может работать со всеми разновидностями стали. Чтобы сварить прочный шов, нужно периодически производить заточку вольфрамового электрода. Эта процедура позволит увеличить срок эксплуатации электрического проводника и снижает риск сокращения его ресурсных показателей. Выделяют следующие значение углов заточки электродов:
- 10–20 °С: при малой силе электротока.
- 20-30 °C: при средних значениях тока.
- 60-120 °C: при повышенной силе электротока.
Если угол заточки меньше 20 °С, то физические свойства вольфрамового электрода изменятся. При высоких температурах (свыше 90 °C) устойчивость электрической дуги во время горения снижается. Заточку необходимо производить вдоль поверхности электрического проводника, чтобы не деформировать его. Точение осуществляется при помощи болгарок, кругов из мелкозернистых абразивных материалов и наждачной бумаги. Для обеспечения высокой точности заточки рекомендуется закрепить электрод на стержне шуруповерта или дрели.

Заточенный электрический проводник закрепляется на конической трубке, расположенной на сопле горелки. Часть электрода накрывается футляром, предотвращающим короткое замыкание. Для TIG сварки необходимо использовать горелки РГА-150 или РГА-440. Их основные параметры указаны в ГОСТ 5.917-71.
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типа РГА-150 и РГА-400
Горелка с электрическим проводником помещается в сварочную ванну с инертным газом. В результате электрод изолируется от кислорода. Запуск аргона контролируется при помощи функциональных кнопок на горелке. Во время настройки горелки рекомендуется увеличить вылет электрода. В этом случае электрическая дуга сможет сваривать труднодоступные элементы металлических заготовок.
В процессе аргонодуговой сварки плавящимся электродом происходит разжигание электрической дуги. Во время ее горения расплавляются кромки свариваемых деталей. В сварочных ваннах без газа электронная дуга не сможет стабильно гореть. В результате увеличится пористость шва, снижающая его прочность.

При ТИГ сварке не рекомендуется применять неплавящиеся электроды. В этом случае электрическая дуга не загорится при взаимодействии вольфрамового проводника с металлической поверхностью. При розжиге дуги неплавящимися электродами образуется слабая искра, что обусловлено высокой степенью ионизации инертного газа.
Если в процессе TIG сварки между свариваемыми металлами образуется зазор, то нужно использовать присадочную проволоку. Это приспособление позволит создать прочный шов, не подвергающийся разрывам или изломам. Диаметр проволоки зависит от ширины свариваемых заготовок и формы шва.
Для создания прочных соединений металлов при помощи технологии TIG используются следующие приборы:
- Источник электрического тока – блок питания.
- Осциллятор – устройства для вырабатывания высокочастотного тока, разжигающего электрическую дугу.
- Инвертор – прибор, преобразующий постоянный ток в переменный.
- Баллоны с инертным газом.
- Редуктор – устройство для преобразования передаваемых мощностей в полезную работу.
- Газовая горелка.
- Соединительные коннекторы и крепежные механизмы.
При помощи этого оборудования можно сваривать изделия из нержавейки, латуни, меди и бронзы.
Чтобы правильно выбрать приборы для TIG сварки, нужно учитывать следующие факторы:
- напряжение блока питания;
- наличие опции смены полярности;
- возможность сваривания толстых деталей в течение длительного периода времени;
- наличие жидкостной системы охлаждения, предназначенной для понижения температуры горелки;
- возможность регулировки работы инвертора при помощи дисплея;
- способность работать на производственных линиях.

Основным аппаратом для аргонодуговой сварки является сварочный инвертор. Он способен конвертировать постоянный ток в переменный, изменяя значение его частоты. Сварочный инвертор обладает следующими достоинствами:
- Высокая эффективность и прочность конструкции, что позволяет создавать швы высокого качества за короткий промежуток времени.
- Автономность работы. Во время эксплуатации сварщик может менять местоположение инвертора.
- Компактность. Прибор имеет небольшой размер и весит не более 3 кг.
- Высокий КПД, что позволяет создавать большое количество швов при минимальных ресурсных затратах.
- Низкий расход электроэнергии, что позволяет сэкономить множество финансовых средства.
- Низкая сложность управления. Сварщик может регулировать плавную подачу тока в ручном режиме.

Сварочный инвертор можно сконструировать в домашних условиях при помощи графических схем. Для этого нужно приобрести комплект шлангов, осциллятор и устройство для задержки подачи электротока. Самостоятельная сборка сварочного инвертора позволит сохранить большое количество денежных средств. Для осуществления монтажных работ человек должен знать основы механики и иметь опыт работы с платами и небольшими деталями.
Применение
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.

ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.
Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Сварочный источник питания
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети. Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду. При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:
Аргонная сварка (аргонодуговая) — технология и оборудование
Аргонная сварка — один из наиболее востребованных видов современной сварки. Чаще всего, данную технологию используют применительно к алюминию, а также изделий из него.
Оптимальным методом, таким образом, аргонная сварка считается именно для алюминия. Общеизвестно, что вышеуказанный материал довольно капризен и во время контакта с кислородом, и при нагревании.
В последнем случае — его поверхность склонна покрываться тоненькой пленкой. Нюанс в том, что аргон характеризуется такими свойствами (химическими), которые практически исключают контакт с частичками кислорода нагретого металла.
Это возможно благодаря оттеснению аргоном своим давлением кислорода.
Схема аргонной сварки
Кроме этого, методику аргонодуговой сварки применяют и при сваривании иных металлов: чугуна и титана, стали и меди, а также некоторых иных, включая серебро, золото и т.д.
Популярность, которой пользуется сегодня аргонодуговая сварка, легко объяснима:
- Во-первых, это высокое качество.
- Во-вторых, немалая долговечность.
- Третий безусловный плюс — доступность аппаратов для проведения сварочных работ.
Уточним, во время работы с надежным оборудованием, шов получается фактически невидимым.
Данная особенность собственно и играет немаловажную роль не только для внешнего вида получаемого изделия, но, в первую очередь, для его прочности.
Аргонная сварка незаменима тогда, когда необходимо сварить трудно соединяемые металлы.
Ценность подобной методики, прежде всего, в опыте и качестве, а также в экономии. Причем последнее возможно в самых разных сферах. Экономятся не только деньги, но и усилия, а также нервы, что согласитесь также очень важно.
Технология аргонной сварки
В быту аргонную сварку мы чаще всего можем встретить при ремонте дисков любимой ласточки.
Аргонная сварка дисков, при устранении небольших трещин на данной детали, является попросту — незаменимой (безусловно, выполненная на профессиональном оснащении при применении инновационных высококачественных материалов).
Технология аргонной сварки не имеет практически ничего общего с таким устройством как паяльник. Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Плавление его начинается при 3410°С, а кипение — при 5900°С. Уникальность данного металла в том, что даже раскаленный докрасна, он также тверд. Во время сварки вольфрама требуется ничтожно малое количество (на 1 метр сварного шва — сотые доли грамма).
Если рассматривать в данном аспекте вольфрамовые электроды, которые легированы оксидами редкоземельных элементов, то они отличаются еще большей стойкостью.
Сегодня, рынок предлагает электроды из вольфрама, обладающие широчайшим диапазоном химсостава.
К примеру, не секрет, что в чистый вольфрам с целью улучшения сварочно-технологических и сварочных характеристик добавляют разные окислы редкоземельных металлов.
Это может быть и церий, и лантан, и иттрий, и торий, и цирконий. Какой бы не был выбран электрод, он, как правило, окружается керамическим соплом, а при сварке из него выдувается аргон (инертный газ).
Уточним, что первые попытки сварить алюминий без участия аргона, заканчивались тем, что металл начинал гореть, покрывался окислением, а электродуга немедленно прерывалась.
Чего же смогли добиться изобретатели, и что представляет аргонная сварка алюминия на сегодняшний день?
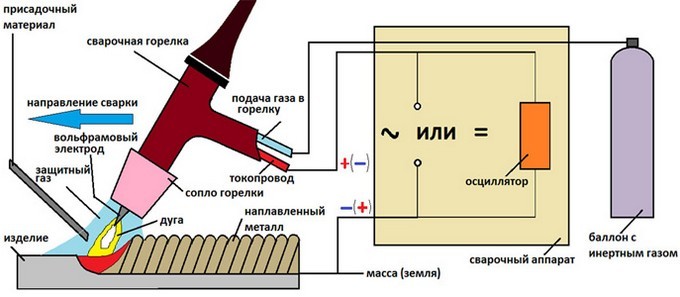
Упрощенно процесс выглядит таким образом. Сначала на деталь посредством спецоборудования (сварочного аппарата) подают «массу», так же как и при обычной электросварке.
Аргонодуговая сварка неплавящимся электродом происходит следующим способом: «масса» подается на свариваемую деталь подобно обычной электросварке.
Сварщик, если подразумевается ручная аргонодуговая сварка, в правой руке держит горелку, а в левой — проволоку (присадку).
Процесс аргонной сварки — схема
При сварке алюминия, естественно, берется алюминиевый аналог или же специальные сплавы. Включается горелка нажатием кнопки, далее подается ток и газ.
Меж кончиком электрода (неплавящегося) и деталью возникает электродуга. Она и исполняет роль основного инструмента, и деталь плавит, и присадочную проволоку.
Собственно она оплавляет и край необходимой детали, и присадочную проволоку, тем самым, формируя сварочный шов. По сути, после окончания работы 2 половины детали превращаются в одно целое.
Как работает аргонная сварка понятно и, на первый взгляд, в ней нет ничего сложного. Технология давно взята на поток, а эффективность ее давно доказана. Но это лишь на первый взгляд.
Проведение аргонной сварки требует опытного сварщика и надежного аппарата, как с хорошей производительностью, так и с превосходными характеристиками.
Времени для того, чтобы набить руку в данном деле потребуется также немало.
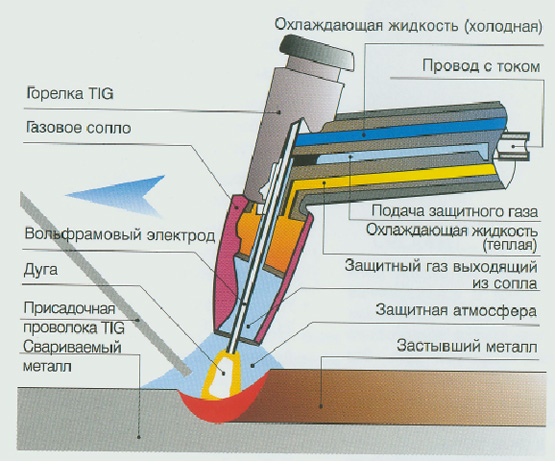
При сварке в защитных газах плавлением в роли основного инструмента применяют мощную электрическую дугу.
Электроэнергия в дуге преобразуется в тепловую. В атмосферных условиях зона сварки обязана быть надежно защищенной от насыщения металла шва азотом и кислородом воздуха.
Защитные газы, которые подаются через сопло, вытесняют воздух и защищают, таким образом, сварочную ванну и электрод.
Заполнение зазора между объединяемыми кромками (при разделке кромок) в зону плавления осуществляет присадка для аргонной сварки либо электродная проволока.
Принцип работы аргонной сварки неплавящимся вольфрамовым электродом в защитном газе.
Именно он не дает алюминию гореть. Место сварки и защищает аргон.
Аргонная сварка является гибридом электро- и газовой сварки . От первой она получила электродугу, а от газовой – схожую методику работы сварщика.
Далее рассмотрим, какое же оборудование и сварочные аппараты предполагает гост аргонодуговой сварки.
Оборудование и сварочные аппараты
ГОСТ под номером 5.917-71 предполагает выпуск для аргонной сварки неплавящимся электродом промышленностью горелок вида РГА-150 с массой в 0,35 кг на наибольший сварочный ток 200А с естественным охлаждением для аналогов с Ш 0,8-3,0 мм.
Он же предполагает выпуск горелок РГА-400 на наибольший сварочный ток 500А с массой в 0,625 кг с водяным охлаждением для электродов с Ш в 4,0—6,0 мм. Имеются требования и по поводу керамических сопел для подобной сварки.
Напомним, керамическое сопло для аргонодуговой сварки представляет собой, так называемую расходуемую часть горелки, отвечающую за качество процесса газовой защиты (местной).
По форме различают такие разновидности сопел, как цилиндрические, конические, а также профилированные. Не секрет, что чем больше керамическое сопло, тем наилучшую защиту оно способно обеспечить.
Обычно при работе в помещении используют цилиндрические либо конические аналоги, а вот при работе на открытом воздухе применяют профилированные либо цилиндрические модели сопел с более крупным диаметром отверстия (выходного).
Отметим, что сопла удлиненные применяют, как правило, в труднодоступных местах.
Виды оборудования
Уточним, аргонную сварку, в зависимости от уровня механизации, подразделяют на несколько видов:
- ручную;
- механизированную;
- автоматизированную;
- роботизированную.
Соответственно разным будет и оборудование для аргонной сварки и, конечно, стоимость аргонной сварки.
Разновидности оборудования по видам
При ручной сварке , и перемещается горелка для аргонодуговой сварки, и подается сварочная проволока самим сварщиком, а сварные работы осуществляют, применяя вольфрамовые электроды (неплавящиеся).
При механизированном виде горелку держит сварщик, а вот проволоку — присадочные прутки для аргонодуговой сварки подают уже механизировано.
При автоматизированном виде , и перемещение горелки, и подача проволоки полностью механизирована. Здесь уже присутствует не сварщик, а оператор.
Последний не нужен, если применяется роботизированное оборудование для аргонодуговой сварки
Сварочные аппараты
Рассмотрим оборудование, а точнее сварочные аппараты для аргонодуговой сварки, которые используются при выполнении работ в инертных газах.
Их подразделяют на:
- специальное;
- универсальное;
- специализированное оснащение.
Если рассматривать универсальный сварочный аппарат для аргонной сварки, то он выпускается серийно и наиболее востребован потребителями.
Инверторный сварочный аппарат для аргонной сварки
Подобную сварку в большинстве случаев выполняют в производственных условиях на специально оснащенных рабочих местах, именуемых «сварочными постами».
Установки с применением вольфрамового неплавящегося электрода в среде аргона оборудуют такими элементами:
- источником тока — постоянного/переменного;
- горелкой либо комплектом последних, предназначенных для работы с разными токами;
- устройством, которое обеспечивает начальное возбуждение дуги либо стабилизирующим дугу тока (переменного);
- аппаратурой, управляющей сварочным циклом, а также его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
На сегодня, известны и новые методы аргонной сварки, которые создавались с целью расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений, а также для улучшения провара.
Инновационными считаются нынче работы пульсирующим током. При импульсе тока металл расплавляется, во время паузы кристаллизуясь.
Дуга с постоянной скоростью либо шагами перемещается, и эти перемещения синхронизируются с импульсами тока (сварочного).
Вместе с этим обеспечивается и действенное проплавление во всех без исключения положениях (пространственных), нечувствительность к небольшим недочетам, которые допустимы при сборке.
Такое снижение тока не допускает перегрева металла, и потому деформации в итоге практически исключаются.
Используется и подогрев проволоки (присадочной). Уточним, данная методика значимо влияет на производительность и потому купить аппарат аргонной сварки, использующий подобное усовершенствование — мечта многих.
Довольно эффективным способом получения швов без подреза при высоких скоростях сварки металла считают одновременное применение сразу нескольких электродов из вольфрама.
Ничего особенного для осуществления данных разновидностей процесса не нужно. Требуется всего лишь стандартное оборудование для аргонной сварки и так называемые дополнительные блоки.
Самым востребованным устройством для аргонной сварки, которое успешно применяется и на производстве, и в быту, выступает инверторный аппарат.
Отметим, что цена аппарата аргонной сварки относительно невелика, в отличие от услуг профессиональных сварщиков-аргонщиков.
Потому применение подобного инвертора — оптимальный вариант, т.к. разобраться с его принципом работы может и начинающий сварщик, а при необходимости часто проводить сварочные работы подобного типа гораздо выгоднее освоить все премудрости данного процесса своими силами.
Делаем своими руками
Чуть выше мы выяснили, что аргонная сварка своими руками – это выгодно и вполне возможно. Рассмотрим, что же представляет собой схема аргонной сварки своими руками.
Если приобретен инверторный сварочный аппарат либо трансформаторный аналог для аргонной сварки, то составить полный комплект можно посредством:
- горелки;
- баллона с аргоном;
- редуктора и клапана газа;
- сварочной маски.
Аргонная сварка своими силами предполагает, и знание основных правил, которые необходимо соблюдать при использовании инертного газа — аргона.
При применении неплавящегося электрода, его нужно держать по возможности ближе к поверхности конструкции, которая варится. Это позволяет получать дугу с минимальными параметрами.
Помните, что увеличение дуги, как правило, приводит к снижению глубины проплава и соответственно росту ширины шва. В свою очередь это приводит к значительному снижению качества соединений (сварных).
Выполняя аргонную сварку, нужно постараться совершить всего лишь одно единственное движение вдоль шва. Перпендикулярные шву перемещения в данном случае крайне нежелательны.
Если все выполняется верно, то в итоге получаем и эстетичное, и прочное соединение. В этом, собственно и кроется качественное отличие данной технологии от сварки электродами покрытыми.
Важным условием хорошей сварки является контроль за тем, чтобы сам электрод, а также присадочная проволока ни в коем случае не выходили за границы газовой защитной зоны.
Желательна плавная подача проволоки, в первую очередь, для того, чтобы избежать разбрызгивания металла.
Проволоку при работе с вольфрамовым электродом подают впереди горелки. Напомним, поперечные колебания не допустимы.
Заварку кратера при окончании работы производят при понижении силы тока посредством реостата. Не допустимо завершать процесс сварки обрывом дуги, попросту отводя горелку.
Такой прием снизит защиту шва. Подача газа может быть прекращена лишь через 10 секунд после завершения сварочных работ.
Если говорить о начале подаче газа, то временной период составляет, как минимум 20 секунд до начала выполнения работ.
Следует помнить и о том, что перед началом работ, все поверхности свариваемых конструкций обязательно очищают и от жира, и от грязи посредством механических (химических) методов, а также проводят обезжиривание.
Цены на услуги и оборудование
Услуги аргонной сварки (профессиональные) сегодня совсем не дешевы. Что говорить, если цена за сантиметр аргонной сварки колеблется в диапазоне от 25 и до 100 рублей (все зависит от мастерства сварщика, качества оборудования и нюансов предполагаемой работы).
Потому, такое решение, как купить аргонную сварку — вполне объяснимо. Тем паче, если человек настроен решительно и многое в этой жизни делает собственными руками…
Цена аргонной сварки, само собой, зависит от того, по какой именно технологии она будет производиться, и какому именно мастеру вы доверите, несомненно, ответственное мероприятие.
Так, к примеру, для того чтобы максимально удешевить данный процесс наиболее рациональным решением будет купить аргонную сварку для алюминия.
Хотя, справедливости ради, стоит заметить, что с экономической точки зрения подобный выбор оправдан лишь в одном случае — если необходимость производить сварку у вас возникает действительно часто.
В противном случае цена аргонодуговой сварки для вас более доступной будет (при единоразовой необходимости), если вы поручите ее профессионалу.
Технология аргонно-дуговой сварки
[Аргонно-дуговая сварка] является неким гибридом, который включает в себя электросварку (дуговую) и газовую сварку.
Электрическая дуга в данном случае играет роль источника нагрева, который расплавляет и сваривает металл.
Аргон тоже занимает не последнее место.
Принцип сварки в защитном газе показан на фото.
Дело в том, что во время сваривания цветных металлов и легированных сталей происходит их взаимодействие с воздухом и начинает идти реакция окисления, которая приводит к негативным последствиям.
В результате сваренные швы могут получиться непрочными или наполненными пустотами.
А при взаимодействии алюминия с кислородом во время сварочных работ, он вообще начинает гореть.
На видео вы можете видеть результат взаимодействия алюминия с кислородом.
Чтобы обойти такие неприятные моменты и сделать работу результативной, используют аргон.
Так как аргон более чем на 1/3 плотнее воздуха, он помогает убрать кислород из сварочной зоны (вытесняет его) и изолировать ее от попадания других воздушных смесей.
Подача газа должна осуществляться непосредственно перед зажиганием дуги (за 20-30 секунд) и прекращаться через 5-10 секунд после завершения сварочной работы.
Для работы с аргоном используют как плавящиеся электроды (проволока алюминия), так и неплавящиеся.
Во втором случае в оборудование используют вольфрамовые электроды, так как они достаточно тугоплавкие (TIG сварка). На видео ниже показан принцип работы с плавящимся либо неплавящимся электродом.
Сварка TIG
TIG расшифровывается как Tungstren Inert Gas. Что переводе означает ручную дуговую сварку с помощью неплавящихся электродов для использования в среде инертных защитных газов.
Наиболее часто в таком случае в качестве электрода используется вольфрам, а в качестве защитного газа – газ аргон.
Оборудование для сварки способом TIG может быть как с постоянным током (TIG DC), так и с переменным/постоянным (TIG AC/DC).
На видео представлены модели сварочных аппаратов TIG.
Как правило, TIG применяют для сварки сплавов алюминия и магния. Но помимо цветного металла можно проводить работы с нержавеющей, углеродистой и даже низколегированной сталью.
Основной областью применения являются тонкостенные изделия толщиной не более 6мм. Во время TIG сварки неплавящиеся электроды помогают сначала нагреть, а потом расплавить металл в конкретной зоне.
Электрод при этом не плавится. Единственным недостатком сварки методом TIG является ее медленная скорость работы.
TIG используют как при работе с электроникой, так и для сварки труб или сосудов. Сварка TIG с помощью неплавящегося электрода имеет много достоинств.
Во-первых, сварной шов получается ровным, рядом с ним не образуются брызги от материала и шлаки.
Во-вторых, можно осуществлять рабочий процесс в любом положении и на самых разных соединениях. На видео ниже показаны результаты работы, полученные с помощью сварки TIG.
Сварка алюминия
Какое бы не было хорошее сварочное оборудование, сварка алюминия по дуге с участием аргона всегда вызывает определенные сложности:
- Сплавы алюминия довольно текучи, и во время работы над ними их цвет совершенно не меняется, всегда оставаясь серебристо-белым. В связи с этим сложно понять, в какой момент можно завершить сварочные работы;
- У алюминия также наблюдается хорошая теплопроводность, из-за чего может возникнуть большое внутреннее напряжение и могут появиться трещины на детали;
- При сварке поверхность алюминия образует тугоплавкую смесь, которая имеет высокую температуру (более 2000 градусов), таким образом, мешает создать сварочную ванну и соединить кромки алюминия, который плавится при более низкой температуре (655-660 градусов).
На видео вы можете наглядно увидеть описанные выше реакции алюминия, которые возникают при работе с ним.
Ручная сварка алюминия с помощью аргона по дуге в основном используется новичками.
Профессионалы, как правило, используют автоматический или полуавтоматический сварочный аппарат в своей работе. Все оборудование также делится на определенные категории.
Одно сварочное оборудование может формировать дугу, когда электрод напрямую соприкасается с изделием.
Второй сварочный аппарат формирует дугу, используя специальный блок – осциллятор. Третье сварочное оборудование формировать дугу, применяя выводные планки.
Инвертор
Сварочный инвертор представляет собой сварочный аппарат, благодаря которому можно быстро и качественно сварить углеродистую или легированную сталь, цветные металлы и даже чугун.
Сварочный аппарат инвертор может осуществлять широкий спектр работы, конкретные возможности зависят от того, какой электрод в нем стоит.
Благодаря специальной защите, электрод во время работы не может прилипнуть на инвертор.
Само оборудование отличается небольшим весом и габаритными размерами, что крайне удобно при частой транспортировке сварочного оборудования.
Инвертор может работать, даже когда электросеть имеет значительные перебои и неполадки с напряжением, сваривая при этом сталь, металл или чугун на самом высоком уровне.
При этом инвертор потребляет электроэнергию в 2 раза меньше, чем стандартные трансформаторы (в аппарате для этого имеются специальные преобразователи).
Во время работы инвертор можно легко регулировать и выполнять разные виды сварки (варить тонкие листы, толстый металл, делать потолочный или вертикальный шов).
И процент КПД, который обеспечивает инвертор, также чрезвычайно высок — около 90%, что говорит об эффективности проделываемой с помощью него работы.
На данный момент на рынке существует несколько видов подобных аппаратов:
- классические сварочные инверторы для простой сварки, во время которой применяется плавка покрытого электрода;
- инверторный аппарат, на котором возможно выполнить полуавтоматическое спаивание металлических конструкций, используя при этом присадочную проволоку (подача проволоки осуществляется автоматическим способом);
- аппарат инвертор, осуществляющий аргонно-дуговую сварку при помощи неплавящихся электродов из вольфрама;
- специальный инверторный аппарат, режущий различные металлы и использующий воздушно-плазменную струю.
Разумеется, аппарат инвертор имеет и определенные недостатки. Такой аппарат плохо работает, если в помещении наблюдается высокая влажность или запыленность.
Инвертор требует крайне бережного отношения. Не рекомендуется бросать или ронять его, это может привести к сбоям системы во время работы.
Кроме всего прочего, аппарат отличается высокой ценой и имеет не самый легкий принцип работы, поэтому работают с ним в основном профессионалы.
Сварочный аппарат ГОСТ
Те, кто сталкивается со сваркой в первый раз, должны знать, что все сварочные электроды, которые используются во время работы, должны соответствовать определенному госстандарту.
Государственный стандарт, по-другому ГОСТ, представляет собой единую меру свойств, которой обязаны соответствовать все используемые для сварки электроды и оборудование.
Если говорить своими словами, то ГОСТ является своеобразной меркой качества сваривания шва.
Для того чтобы получить данное соответствие, материалы в обязательном порядке проходят специальные проверки, после чего получают ГОСТ-оформление на бумаге.
Если электроды не проходят тесты и не получают ГОСТ, их нельзя использовать для сварки металлических конструкций. ГОСТ включает в себя все данные об испытуемом электроде: химические составляющие материала, его устойчивость и взаимодействие с окружающей средой, минимальный и максимальный временной отрезок сопротивления взрыву, определенные пластические требования.
Благодаря ГОСТу вы можете быть уверены, что если правильно использовать оборудование и осуществить весь принцип работ с тем или иным электродом, то у вас получится качественный сварочный шов.
Для сварочных работ используют 3 типа государственного стандарта:
- ГОСТ электродов дуговой сварки, выполняемой вручную;
- ГОСТ электродов, осуществляющих контактную сварку;
- ГОСТ вольфрамовых электродов для работы с инертным газом.
Если электроды для сварки не имеют соответствующий ГОСТ, то они не должны допускаться к поступлению в магазины сварочной техники и не имеют права выставляться на продажу свое оборудование.
Бывают случаи, когда потребители покупают для работы электроды, имеющие ГОСТ, но те оказываются некачественными (подобные случаи бывают и при покупке в специализированных магазинах).
Данный момент может быть вызван неправильным хранением сварочных электродов или определенным браком (бывает, что брак имеют целые партии товара).
Чтобы избежать покупки некачественного товара, лучше брать оборудование проверенных фирм (они дают определенный срок гарантии).
При этом желательно осуществлять покупки в специализированных магазинах, а еще лучше обращаться напрямую на фирму изготовителя электродов и делать покупки там.
Таким образом, вы обезопасите себя от покупки некачественного товара и даже сэкономите определенную сумму денег, если обратитесь на завод напрямую и купите сварочный аппарат и оборудование для него там.
Что такое аргонодуговая сварка? Принцип технологии
Нас всю жизнь в быту сопровождают вещи из разных сплавов и цветных металлов.
Вспомните, как вы много раз искали способ, чтобы соединить вместе, разбитую на несколько частей:
- антикварную вещицу;
- лопнувшую емкость из нержавейки;
- прохудившуюся кастрюлю любимой тещи;
- и многое другое.
Аргоновая сварка — поможет вам решить эти житейские вопросы. Конечно, сварка аргоном, выполненная у профессионалов, будет отменного качества. Но, высокая стоимость подобной услуги, приостанавливает ремонт необходимой утвари до лучших времен.
Вот тут-то у обывателя и появляется вопрос, а можно ли дома использовать аргонодуговую сварку и что для этого понадобится?! Да друзья, это вполне по силам домашнему мастеру и если имеется опыт проведения работ дуговой сваркой, то и с аргоном не будет проблем.
Общие понятия
Аргонодуговая сварка — что это?! В технологии используется электрическая дуга и газ. Этакий гибрид — электро-газовое соединение металлов.

С электродугой понятно: она плавит свариваемые кромки материала и соединяет их.
А вот аргон призван защищать место сварки от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и изолирует место сварки от воздействия атмосферы.
А зачем это нужно ? При соединении цветных металлов и легированных сталей, кислород плохо влияет на качество шва, а алюминий даже возгорается. Вот для решения таких проблем и применяют газ аргон, который тяжелее воздуха на 38%.
Подача газа происходит заблаговременно, перед зажиганием дуги и прекращается после завершения сварных действий.
Аргон из-за отсутствия реакции в районе рабочей зоны, получил название — инертный.
Сварка аргоном выполняется плавящимся или неплавящимся — вольфрамовым электродом. Недаром, в старых электропечах для приготовления пищи использовали вольфрамовую спираль, ввиду её тугоплавкости.
Электроды производятся разных диаметров и материалов под каждый вид свариваемых металлов.
Разновидность сварочной технологии делится на 3 вида:
- РАД — ручная аргонно дуговая сварка неплавящимся электродом;
- ААД — автоматическое соединение неплавящимся электродом;
- ААДП — автоматизированный процесс с плавящимся электродом.
Оборудование
Если вы надумали все сделать своими руками, то здесь одним аппаратом не обойтись. Необходимое оборудование:
- горелка;
- сварочный трансформатор;
- осциллятор для поджига дуги;
- регулятор времени обдува аргоном;
- баллон с редуктором;
- электроды;
- присадочная проволока;
- очки и перчатки сварочные;
- другие вспомогательные приборы.
В конструкцию горелки входит: вольфрамовый электрод, выступающий за пределы керамического сопла на 3-4 мм, форсунка для аргона, токо-газоподводящий узел и кнопка включения газа.
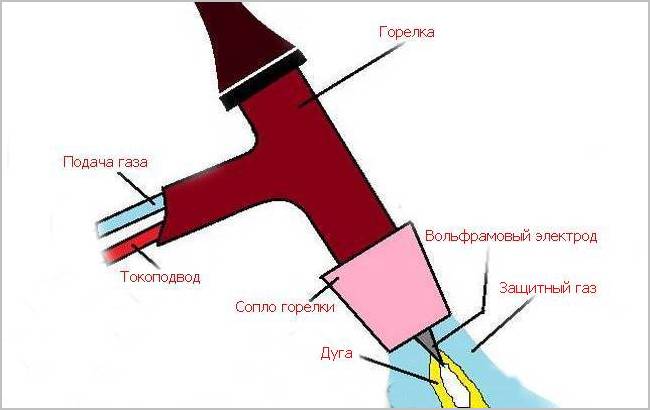
Осциллятор вырабатывает высоковольтные импульсы, которые подаются на электрод для зажигания дуги. При простой сварке — это достигается касанием электрода о свариваемую поверхность. А вольфрамовый электрод без осциллятора загрязняется.
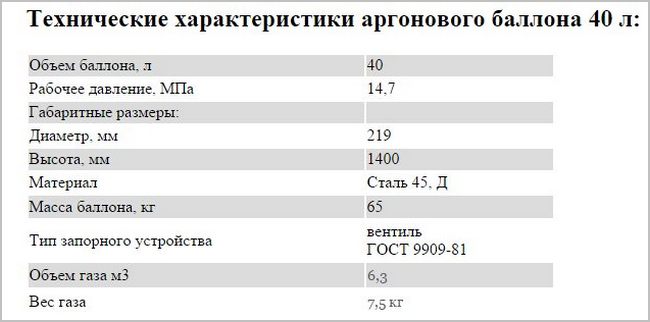
Сейчас можно легко приобрести новые и б/у аргоновые баллоны со стандартным рабочим давлением 150 АТМ. Цена за баллон 40л на 2016 год от 4 000 рублей.
Таблица технических характеристик:
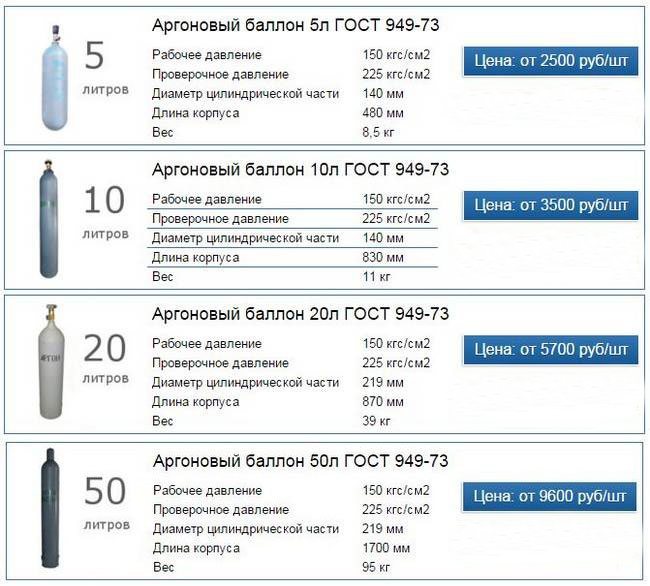
Также, на рынке есть баллоны на 5, 10, 20 и 50 литров. Цены и характеристики смотрите в таблице:
Самый простой вариант — это купить аргонно дуговой аппарат TIG полной комплектации и баллон с газом.
Оборудование TIG различается по своим возможностям. Например, для сварки алюминия подходит аппарат образующий переменный ток (АС). А для стальных изделий берут прибор постоянного тока (DC). Лучше приобретать универсальный агрегат, совмещающий оба режима и подходящий под ваше рабочее напряжение сети.
Смотрите полезное видео, что такое TIG сварка и где она применяется:
Выбирайте аргоновый сварочный аппарат под себя — цены начинаются от 14 000 рублей. Есть возможность оформить товар в кредит.
Видео-обзор аппарата аргонно-дуговой сварки Tesla TIG MMA 250 (отзывы хорошие):
Итак, перечень необходимого оборудования для аргоновой сварки:
- источник тока (аппарат TIG);
- газовый баллон с редуктором и шлангом;
- горелка;
- электроды — диаметр подбирается от толщины свариваемых изделий;
- присадочная проволока — пруток, материал аналогичный свариваемому;
- маска и специальные перчатки.
По тексту статьи вы можете прикинуть среднюю цену оборудования аргоновой сварки.
Принцип технологии
Рассмотрим технологию РАД — руки сварщика держат горелку и присадочную проволоку.
Перед работой очищаем поверхность соединяемых изделий и крепим провод на массу. Берем горелку в одну руку, а проволоку в другую и подносим оборудование к поверхности металлов на расстояние 2-3 мм. Включаем кнопкой на горелке подачу газа на 15 секунд раньше подачи тока.
Через определенное время, появится электрическая дуга между электродом и металлом, которая плавит кромки изделий и проволоку. Медленно ведя горелку по шву и подавая присадочную проволоку, получаем красивое и надежное соединение (не всегда).
Тут без сноровки не обойтись. Проволоку необходимо держать впереди горелки под углом. С помощью проб и ошибок, технологию освоить можно!
Смотрите видео, как правильно варить аргоном:
Видео-обзор основных вариантов применения и приспособлений TIG сварки:
О сварке плавящимся электродом
Для соединений в среде аргона плавящимся электродом применяют особые установки и аппараты. Сваривание происходит при помощи спецгорелки, оснащенной маленьким электродвигателем, который подает проволоку из катушки.
Видео-обзор полуавтомата Тесла MIG MAG ММА 300 предназначенного для сварки плавящимся электродом:
Преимущества и недостатки метода
Какие плюсы и минусы имеет сварка аргоном? Недостатки:
- оборудование сложное для новичков;
- сварочные работы требуют опыта и сноровки;
- при ручном способе, низкая скорость выполнения работ.
- сварной шов защищен от воздействия атмосферы;
- нагрев металла слабый, опытное изделие не меняет форму;
- возможность соединения любых сплавов;
- сфера применения безгранична;
- редкая замена электродов.
Знайте, цена за сантиметр аргонной сварки по стране колеблется от 30 до 300 рублей и факт владения аппаратом, тоже можно отнести к плюсам.
Почему такая существенная разница в цене за см? Зависит от качества оборудования, материала и жадности фирм предоставляющих подобные услуги.
Итоги
Подведем итоги: теперь вы знаете, что это такое — аргонно дуговая сварка? И если выполнять сварочные работы вам приходится довольно часто, то приобрести такое оборудование — стоит!

