

Ручная аргонодуговая сварка неплавящимся электродом гост
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.

Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.

В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Аргонная и аргонодуговая сварка. Нет таких процессов сварки
По роду своей деятельности мы часто встречаем запросы из поисковых систем такие как: “аргонная сварка”, “аргонодуговая сварка” и “аргонодуговая сварка ГОСТ”.
Мы рассмотрим корректность применения данных терминов относительно ГОСТ, а также вероятность найти необходимую информацию в стандартах по сварке.
Анализируя действующие ГОСТы, делаем вывод, что таких процессов сварки как “аргонная сварка” и “аргонодуговая сварка” – нет.
Единственное определение термина “аргонодуговая сварка” приводится в ГОСТ 2601-84 ” Сварка металлов. Термины и определения основных понятий “:
Аргонодуговая сварка – дуговая сварка, при которой в качестве защитного газа используется аргон.
С введением в действие 01.07.2010 г. ГОСТ Р ИСО 857-1-2009 ” Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения ” ГОСТ 2601-84 утратил силу в том числе и в части термина и определения .
В ГОСТ 5.917-71 ” Горелки ручные для аргоно-дуговой сварки типов РГА-150 и РГА-400 ” упоминание только в названии, в самом стандарте определяется, что горелки предназначены для сварки неплавящимся электродом в среде инертных газов .
Аргон – инертный газ. Действующая классификация сварочных процессов производится, в том числе, и по типу защитного газа: сварка в активном газе и сварка в инертном газе.
Процессы сварки, в которых в качестве защиты применяется инертный газ
(три цифры перед наименованием процесса сварки – условное обозначение процесса сварки по ГОСТ Р ИСО 4063-2010) :
а) Cварка дуговая плавящимся электродом в инертном газе (MIG):
131 – Сварка дуговая сплошной проволокой в инертном газе
132 – Сварка дуговая порошковой проволокой с флюсовым наполнителем в инертном газе
133 – Сварка дуговая порошковой проволокой с металлическим наполнителем в инертном газе
б) Сварка дуговая неплавящимся вольфрамовым электродом в инертном газе (TIG):
141 – Сварка дуговая вольфрамовым электродом в инертном газе с присадочным сплошным материалом (проволокой или стержнем)
142 – Сварка дуговая вольфрамовым электродом в инертном газе без присадочного материала
143 – Сварка дуговая вольфрамовым электродом с присадочным порошковым материалом (проволокой или стержнем) в инертном газе
145 – Сварка дуговая вольфрамовым электродом с присадочным сплошным материалом (проволокой или стержнем) в инертном газе с добавлением восстановительного газа
146 – Сварка дуговая вольфрамовым электродом с присадочным порошковым материалом (проволокой или стержнем) в инертном газе с добавлением восстановительного газа
в) Сварка дуговая плазменная:
151 – Сварка плазменная плавящимся электродом в инертном газе.
Сварные соединения, выполняемые дуговой сваркой в инертных газах
(в том числе т.н. “аргонодуговой сваркой”)
Основные типы, конструктивные элементы и размеры сварных соединений из сталей , а так же сплавов на железоникелевой и никелевой основах установлены в следующих стандартах:
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры сварных соединений из алюминия и алюминиевых сплавов установлены в следующих стандартах:
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры .
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры .
Основные типы, конструктивные элементы и размеры точечных сварных соединений (“электрозаклепки”) из сталей, медных, алюминиевых и никелевых сплавов установлены:
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные . Основные типы, конструктивные элементы и размеры.
И для полноты картины приведем
ГОСТы на сварочные материалы, применяемые, в том числе, в процессах сварки в инертных газах
- ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
- ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
Мы постарались, по возможности, полно описать, что под собой подразумевает запрос ” аргонодуговая сварка ГОСТ “.
Подписывайтесь на наш канал – гарантируем точную информацию по основным вопросам сварки.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Требования к материалам трубопроводов.
1.1.1. Для изготовления стальных технологических трубопроводов необходимо применять трубы из материалов, соответствующих указаниям проектной документации заказчика и по своему химическому составу и механическим свойствам соответствующих требованиям государственных стандартов и технических условий согласно обязательному приложению 1.
1.1.2. Применение труб из других материалов разрешается только по согласованию с проектной организацией при условии, что технологические и эксплуатационные характеристики заменяющих материалов не ниже, чем у заменяемых.
1.1.3. Предприятие-изготовитель должно подтверждать качество материала труб соответствующими сертификатами.
1.1.4. При отсутствии сертификата предприятие-поставщик (заказчик) должно перед сваркой подвергать материалы труб проверке для подтверждения соответствия химического состава и механических свойств марке стали согласно требованиям стандартов или технических условий, приведенных в обязательном приложении 1.
1.1.5. Материалы труб, к которым предъявляют требования по стойкости к межкристаллитной коррозии, независимо от наличия сертификата перед запуском в производство должны быть испытаны на склонность к межкристаллитной коррозии по ГОСТ 6032-75.
1.2. Требования к сварочным материалам
1.2.1. Для ручной аргонодуговой сварки необходимо применять следующие сварочные материалы:
проволоку стальную сварочную по ГОСТ 2246-70;
аргон газообразный по ГОСТ 10157-73 (сорта высшего, первого или второго);
вольфрам лантанированный по ТУ 48-19-27-77;
вольфрам иттрированный по ТУ 48-19-221-76;
флюс-пасту ФП8-2 по ТУ 14-4-737-76 и ТУ 14-4-736-76.
1.2.2. Каждая партия сварочной проволоки должна иметь сертификат с указанием предприятия-изготовителя, марки, диаметра, номера плавки и химического состава проволоки. К каждой бухте (мотку) сварочной проволоки должна быть прикреплена бирка с указанием предприятия-изготовителя, номера плавки и обозначения проволоки в соответствии со стандартом.
1.2.3. Каждая бухта сварочной проволоки, не имеющая сертификата, перед сваркой должна быть проконтролирована на соответствие марочному составу путем стилоскопирования для определения легирующих элементов. Для анализа легированной и высоколегированной сварочной проволоки стилоскопированию подвергают оба конца бухты. В случае неудовлетворительных результатов стилоскопирования проводят химический анализ проволоки. При выявлении несоответствия химического состава сертификату данная бухта сварочной проволоки не может быть использована для сварки.
1.2.4. Сварочную проволоку необходимо хранить в сухом закрытом помещении в условиях, предохраняющих ее от ржавления, загрязнения и механических повреждений в соответствии с ГОСТ 2246-70.
1.2.5. Качество аргона в соответствии с ГОСТ 10157-73 удостоверяет сопроводительный документ, который закладывают в закрываемый колпачком маховичок вентиля каждого баллона.
1.2.6. Перед использованием баллона с аргоном необходимо проверить качество газа. Для этого на пластину или трубу наплавляют сварочный валик длиной 100-150 мм и с помощью технического осмотра по ГОСТ 3242-79 поверхности наплавки и излома шва определяют надежность газовой защиты. При наличии пор в металле шва газ, находящийся в данном баллоне, бракуют.
1.2.7. В качестве неплавящихся электродов для ручной аргонодуговой сварки необходимо применять прутки или проволоку из вольфрама диаметром от 0,8 до 4,0 мм в соответствии с ОСТ 1.41710-77.
1.2.8. Каждая партия неплавящихся электродов должна иметь сертификат предприятия-изготовителя с указанием марки.
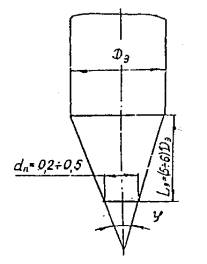
1.2.9. Неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса (φ ) должен быть равен 28 – 30°, длина конической части ( L з ) должна составлять 5-6 диаметров электрода (Dэ). Конус после заточки должен быть притуплён, диаметр притупления ( dn ) должен быть равен 0,2 – 0,5 мм (черт. 1).
Схема заточки вольфрамового электрода
1.2.10. Приготовлять, транспортировать и хранить флюс-пасту ФП8-2 следует в соответствии с ТУ 14-4-737-76 и ТУ 14-4-736-76.
1.3. Требования к оборудованию для сварки
1.3.2. Горелки для ручной аргонодуговой сварки выбирают в соответствии с обязательным приложением 3.
1.3.3. Для облегчения зажигания дуги необходимо применять осцилляторы, которые выбирают в соответствии с обязательным приложением 4.
1.3.4. Для понижения давления аргона, поступающего из баллона, до рабочего давления и поддержания его постоянным, необходимо применять аргоновые редукторы с показывающими расходомерами марок АР-10, АР-40 и AP -150 по ТУ 26-05-196-74 и кислородный баллонный редуктор ДКМ-1-70 по ТУ 26-05-251-71 с ротаметром марки РС-3, а также редукторы типа БКО по ГОСТ 6268-78.
1.4. Требования к квалификации сварщиков
1.4.1. К аргонодуговой сварке технологических трубопроводов допускают сварщиков не ниже 5-6 разрядов, выдержавших теоретические и практические испытания в соответствии с действую щими “Правилами аттестации сварщиков”, утвержденными Госгортехнадзором СССР 22 июня 1971 г., и имеющих удостоверение установленной формы на право производства соответствующих сварочных работ.
К сварке трубопроводов из легированных сталей допускают сварщиков, имеющих опыт сварки этих сталей и прошедших предварительные испытания по сварке соответствующих труб.
1.4.2. Сварщики, впервые приступающие к сварке трубопроводов на монтаже данного объекта или имевшие перерыв в работе более 2 мес., а также все сварщики в случаях применения новых сварочных материалов или оборудования, независимо от наличия у них документов о сдаче испытаний, должны заварить пробные стыки в присутствии мастера-контролера в условиях, тождественных тем, в которых производится сварка трубопроводов.
1.4.3. Пробные стыки должны быть подвергнуты техническому осмотру по ГОСТ 3242-79, проверке сплошности физическими методами контроля и механическим испытаниям на разрыв и загиб, а для трубопроводов I категории (СНиП ΙΙΙ-31-78) – и на ударную вязкость.
1.4.4. Сварщики, не выдержавшие испытания, могут быть допущены к сварке трубопроводов только после сдачи повторных испытаний, которые проводят не ранее, чем через 10 дней с момента отстранения их от сварки трубопроводов.
1.4.5. Каждый сварщик должен иметь личное клеймо (цифровое или буквенное).
2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СВАРКИ
2.1. Технологический процесс сварки должен содержать элементы, представленные на черт.2.
2.2. Подготовка труб под сварку и сборка стыков
2.2.1. Трубы под сварку необходимо выбирать по внутренним диаметрам. В одну группу должны входить трубы, имеющие расхождение по внутреннему диаметру до 1% (не более 2 мм).
Схема технологического процесса сварки
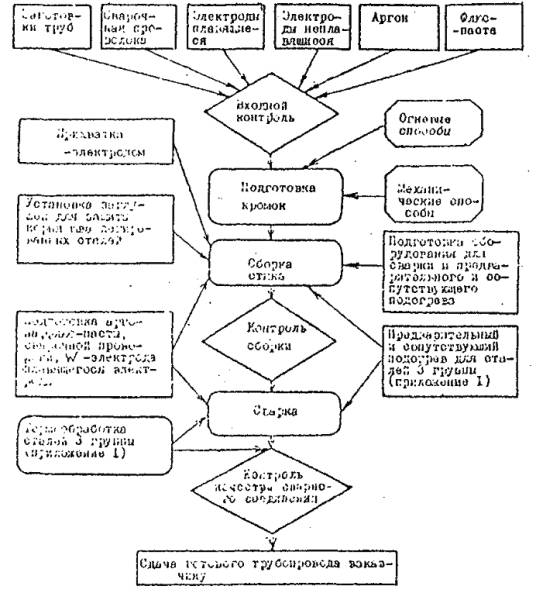
 – подготовительно-заключительные операции
– подготовительно-заключительные операции
 – основные операции
– основные операции
 – контроль
– контроль
2.2.2. Огневая резка труб и обработка кромок допустима для труб из сталей марок 1 и 2 групп и аналогичных (обязательное приложение 1).
2.2.3. Огневую резку труб на монтаже из сталей 3 группы (обязательное приложение 1) и аналогичных можно производить и исключительных случаях.
Перед огневой обработкой участок трубы, примыкающий к резу, должен быть подогрет до 300 – 350°С. После резки следует обеспечить медленное охлаждение кромок трубы, которые затем должны быть зачищены наждачным кругом на глубину не менее 3 мм (считая от максимальной впадины реза) и тщательно проконтролированы на отсутствие трещин (на ширину не менее 20 мм) методом цветной дефектоскопии по ГОСТ 18442-72.
2.2.4. Допускается плазменная и воздушно-дуговая резка труб из сталей 4, 5 и 6 групп (обязательное приложение 1), после чего должна быть произведена механическая зачистка поверхности реза на глубину не менее 1 мм.
При обнаружении трещин глубину зачистки кромок необходимо увеличить (до полного удаления трещин).
2.2.5. Сборку стыка трубопровода необходимо производить в условиях надежной защиты от ветра и попадания на стык атмосферных осадков и грязи.
2.2.6. При отсутствии специальных указаний на чертежах проекта угол разделки и притупление следует выполнять в соответствии с ГОСТ 16037-80.
2.2.7. Перед сборкой труб под сварку необходимо проверить правильность подготовки фасок и зачистить до металлического блеска кромки стыкуемых труб. Наружная поверхность кромок трубы (на расстоянии 30 – 40 мм от торца) и внутренняя (на 20 – 30 мм) должны быть зачищены от грязи, масла и окалины.
2.2.8. Сборку стыков труб под сварку необходимо производить либо в специальных сборочных приспособлениях, либо с использованием центровочных приспособлений любой конструкции, обеспечивающих расположение осей стыкуемых труб на одной линии.
2.2.9. Несовпадение кромок (по внутреннему диаметру) при сборке стыков труб не должно превышать 10% толщины стенки, а для труб с толщиной стенки более 20 мм – не превышать 2 мм. При наличии разности толщины стенок стыкуемых труб, превышающей указанные величины, плавный переход от более толстого элемента к более тонкому должен быть обеспечен посредством соответствующей обработки. При этом толщина стенки трубы в любом месте разделки не должна выходить за пределы допусков по толщине.
2.2.10. Прямолинейность оси и смещение кромок стыкуемых частей трубопровода необходимо проверять линейкой длиной 400 мм, прикладываемой в трех местах по окружности стыка. По оси, трубы зазор между концом линейки и трубой не должен превышать 1 мм.
2.2.11. Правка и доводка стыкуемых труб путем нагрева стенок не допускаются.
2.2.12. Разделку, кромок при сварке стыка из труб разных сталей необходимо подбирать по более легированной стали.
2.2.13. Сборку стыка между трубопроводом и запорной ap м a турой следует производить с применением расплавляемой вставки. Размеры расплавляемой вставки должны соответствовать черт. 3,а, а размеры стыкового соединения с применением расплавляемой вставки – черт. 3,б.
Схема сварки стыка с расплавляемой вставкой
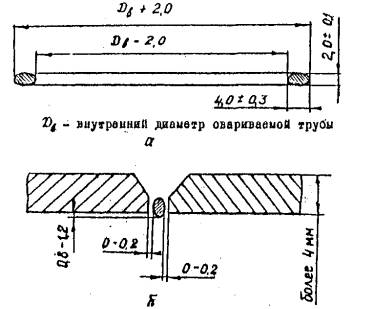
а – размеры расплавляемой вставки;
б – стыковое соединение с расплавляемой вставкой
2.3. Прихватка стыков трубопроводов
2.3.1. К прихватке стыков трубопроводов разрешается приступать только после проверки мастером по сварке соответствия основных и присадочных материалов правильности подготовки и обработки кромок и сборки.
2.3.2. Прихватку собранных стыков производят ручной аргонодуговой сваркой симметрично по окружности стыка трубопровода. Количество и размеры прихваток следует выбирать в соответствии с табл. 1.
Количество и длина прихваток
Диаметр трубопровода, мм
Количество прихваток по окружности трубы
Длина прихватки, мм
2.3.3. Прихватку стыков трубопроводов должен выполнять тот же сварщик, который будет выполнять сварку корневого шва на данном стыке.
2.3.4. Для прихватки должна быть использована присадочная проволока той же марки, что и для сварки корневого шва.
2.3.5. Прихватка к трубам с толщиной стенки менее 8 мм из легированных и высоколегированных сталей, к которым предъявляются требования по стойкости к межкристаллитной коррозии, сборочных приспособлений и других временных вспомогательных деталей (в том числе вторичного сварочного провода) не допускается.
2.3.6. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. При обнаружении посредством технического осмотра и измерения в соответствии с ГОСТ 3242-79 дефектов в прихватке последняя должна быть полностью удалена абразивным инструментом.
2.3.7. Прихватку стыков с расплавляемой вставкой следует производить аргонодуговой сваркой без сварочной проволоки. Длина прихваток должна быть равна 3-8 мм, шаг прихваток – 10-15 мм.
2.4. Сварка стыков трубопроводов
2.4.1. Ручной аргонодуговой сваркой следует выполнять корень шва технологических трубопроводов из углеродистых, низколегированных, легированных и среднелегированных сталей диаметром менее 100 мм с толщиной стенки не более 10 мм в соответствии с проектом производства сварочных работ. Дальнейшее заполнение разделки производят ручной дуговой сваркой покрытыми металлическими электродами или механизированными способами сварки в соответствии с проектом производства сварочных работ. Покрытые металлические электроды и присадочную проволоку для механизированных методов сварки следует выбирать по ГОСТ 9467-75, ГОСТ 10052-75, ГОСТ 2246-70 и в соответствии с ОСТ 36-39-80.
2.4.2. Ручной аргонодуговой сваркой следует выполнять стыки технологических трубопроводов из хромоникелевых сталей с толщиной стенки не более 3 мм. При толщине стенки трубопровода более 3 мм аргонодуговой сваркой следует выполнять корень шва, а дальнейшее заполнение разделки можно производить ручной аргонодуговой сваркой с применением присадочной проволоки, ручной дуговой сваркой покрытыми металлическими электродами или механизированными методами сварки в соответствии с проектом производства сварочных работ. Покрытые металлические электроды и присадочную проволоку следует выбирать по ГОСТ 10052-72, ГОСТ 2246-70 и в соответствии с ОСТ 36-39-80 .
2.4.3. Сварочную проволоку для аргонодуговой сварки однородных сталей необходимо выбирать в соответствии с табл. 2, а для аргонодуговой сварки разнородных сталей – в соответствии с табл. 3.
2.4.4. При зазоре между трубами не более 0,5 мм можно сваривать корневой шов без присадочной проволоки, при большом зазоре сварку необходимо производить с присадочной проволокой.
2.4.5. При аргонодуговой сварке без присадочной проволока кратер, образовавшийся при замыкании шва, должен быть заделан путем ускоренного отведения горелки в сторону, противоположную направлению сварки, и быстрого возвращения горелки на прежнее место.
Проволока для сварки труб из однородных сталей
Аргонодуговая сварка. Технология и оборудование

Без такой операции, как сварка сегодня не обходится ни одна стройка, ни одно производство, где необходимо соединить металлические детали. Этот вид соединения считается одним из быстрых и довольно качественных. Существует несколько видов сварки, но в этой статье, речь пойдет именно об аргонодуговой. Чем она примечательна, ее плюсы и минусы, все это будет рассмотрено ниже.
Технология
Аргонодуговая сварка ― это по сути та же ― электродуговая, но в ней используется инертный газ ― аргон, который подается в место горения электрической дуги. Международных обозначений аргонодуговая сварка имеет аж целых два- это TIG (сварка неплавящимися вольфрамовыми электродами в среде газа — аргона) и MIG/MAG (сварка электродной проволокой в среде аргона или углекислого газа).
Таким образом, создается газовая среда, в которой происходит плавление металла. Благодаря тому, что аргон не вступает во взаимодействие с металлом, он не меняет его химический состав и это большой плюс. То, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги, и изоляции расплавленного металла от воздействия атмосферы.
Это защищает сварочный шов от образования оксидной пленки и в целом улучшает качество соединения металла. Бывают случаи, когда к аргону добавляют кислород в количестве 4%. Это обусловлено тем, что при сгорании кромок металла, внутри газовой среды, аргон полностью не защищает шов от разного рода загрязнений и влаги. А кислород сжигает эти вредные примеси, исключая образование пористости шва. Но это делают в основном там, где необходимо очень высокое качество сварочного соединения. Обычно достаточно одного аргона.

Принцип работы
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
Аргонодуговая сварка (tig) неплавящимся электродом
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор.
Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.

Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.

Область применения
Аргонодуговая сварка (tig и mig/mag) с успехом применяется при соединении цветных металлов, легированных сталей и алюминия. Также она хороша при сварке алюминиевых и титановых сплавов. Например, легкосплавных дисков и других узлов автомобиля. При малой толщине свариваемых поверхностей, сварка аргоном может проводиться без дополнительных присадок.
Аргонная сварка плавящим электродом, применяется при соединении нержавеющей стали и алюминия.
Плюсы аргонодуговой сварки
Основными достоинствами аргонодуговой сварки являются:
1) высокое качество получаемого шва;
2) равномерное проплавление глубины металла;
3) незаменима при сваривании изделий из тонкого листового алюминия;
4) широкая сфера применения, начиная от автомастерских и заканчивая авиастроением;
5) не требует частой замены электрода, что не образует дефектов при остановке и возобновлении работы.

Недостатки аргонной сварки
1) при ручной сварке ― низкая производительность;
2) для качественной сварки, необходима высокая квалификация и достаточная практика;
3) автоматический вариант ― не всегда удобен, так как применяется для однопрофильных длинных швов. При сваривании коротких и разной ориентации соединений ― не практична;
Из рассмотренного выше понятно, что такой вид сварки намного эффективнее и универсальнее обычной электродуговой. Понятно, что для домашних целей это может быть дорогое удовольствие, но применяя эту технологию в бизнесе, оборудование с лихвой себя окупит за минимальный срок.

