

Схема сварочного аппарата постоянного тока вд 305
Трансформатор сварочный ТДМ-305
Данная модель трансформатора является переносной установкой, которая производится в одно корпусном исполнении. Сварочный трансформатор ТДМ-305 имеет естественную вентиляцию. Это пятая модель из серии 300 амперных трансформаторов.

Внешний вид трансформатора ТДМ-305 У2
Данная техника помогает преобразовывать электрическую энергию, которая поступает из стандартной сети в напряжение и ток таких параметров, которые будут достаточными для сварочного процесса. В сети напряжение, как правило, значительно выше требуемого и трансформатор помогает не только понизить его, но и отрегулировать до требуемого значения, чтобы добиться шва максимального качества. Параметры тут регулируются достаточно плавно для правильного подбора необходимого режима. Сварочный трансформатор ТДМ-305 У2 работает в средних диапазонах, чего достаточно как для домашнего использования, так и для промышленного.
Трансформатор предназначен для ручной дуговой сварки, для которой нужны обыкновенные сварочные электроды, которые имеют обмазку с флюсом, защищающим сварочную ванную от негативного воздействия внешних факторов. Он нормально взаимодействует с толстыми и тонкими заготовками. Производство техники идет согласно ГОСТ 305-82.
![]()
![]()
Трансформатор ТДМ-305 для ручной дуговой сварки
Преимущества 

- Трансформатор может использоваться для широкого спектра толщины заготовок;
- Ремонт и облуживание сварочных трансформаторов данной модели является относительно легким, так как здесь применяется простая конструкция;
- Имеются удобные ручки и колеса для транспортировки;
- Техника работает в самых востребованных пределах параметров;
- Возможность резать металл электрической дугой;
- Плавное регулирование параметров в заданных пределах.
Недостатки
- Для сварки используется переменный ток, а швы, созданные им, уступают по качеству тем, которые созданы с помощь постоянного;
- Параметры могут выдаваться некорректно из-за скачков напряжения или просто, когда его значение в сети не соответствует номинальному;
- Иногда естественной вентиляции оказывается не совсем достаточно для обеспечения нормальных рабочих условий;
- Трансформатор рассчитан больше на стационарное использование и не является мобильным.
Схема сварочного трансформатора ТДМ-305

Схема подключения трансформатора ТДМ-305
Особенности эксплуатации и подключения
Если требуется подключить сварочный трансформатор ТДМ-305, то нужно использовать кабель с сечением, который может выдержать 300 Ампер максимального тока аппарата, а также имел небольшой запас. Если сечение будет меньшим, то провода могут вскоре расплавиться и случиться короткое замыкание, после чего нужно будет меняться проводка. В случае слишком большого сечения будет повышенные потери электричества, что приведет к некорректному воспроизведению заданных параметров и невыгодному экономическому использованию. При подключении нужно выбирать правильное место, в котором бы можно было осуществить качественную естественную вентиляцию, так как это единственный вариант, который предусмотрен для данной модели. Подойдут места, где хорошо все продувается от окна, а также установлены дополнительные системы охлаждения.
Нужно беречь технику от влаги, так как слишком большое ее скопление может привести к короткому замыканию.»
Поэтому, при установке и подключении не следует выбирать комнаты с повышенной влажностью.
Сварочный трансформатор ТДМ 305 достаточно надежен в эксплуатации. Чтобы его время службы было как можно более длительным, следует соблюдать технологические режимы его работы. Напряжение в сети не должно превышать того, с которым он предназначен работать. Нужно избегать перегрева, так как это одна из основных опасностей, которая приводит к различным поломкам. Если во время работы возникают неполадки, то все следует немедленно прекратить и отключить аппарат от сети. Нужно придерживаться пределов времени беспрерывной работы и не превышать этот показатель, так как трансформатор может сгореть. Следует точно соблюдать режимы сварки, так как превышение параметров приводит к скорому износу оборудования.
Принципиальная схема сварочного инвертора: разбираемся в деталях
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.

Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- электродуговой сварки плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.

Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.

Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.

Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.

Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.

Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.

Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.

Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.

Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Сборка инверторного сварочного аппарата своими руками
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
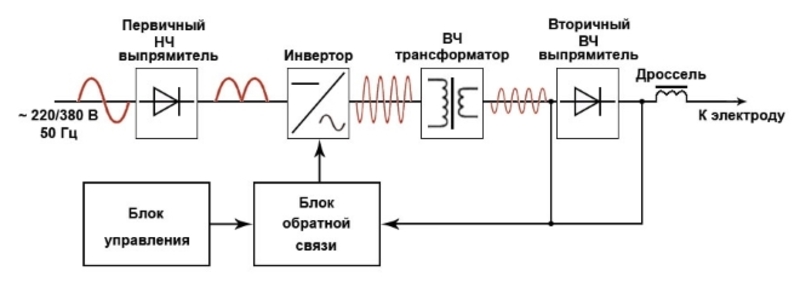
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
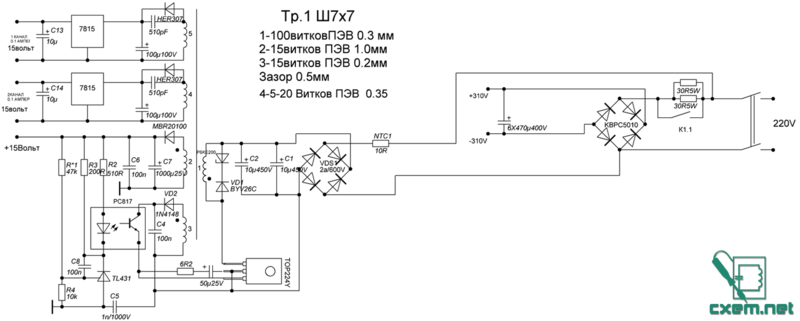
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
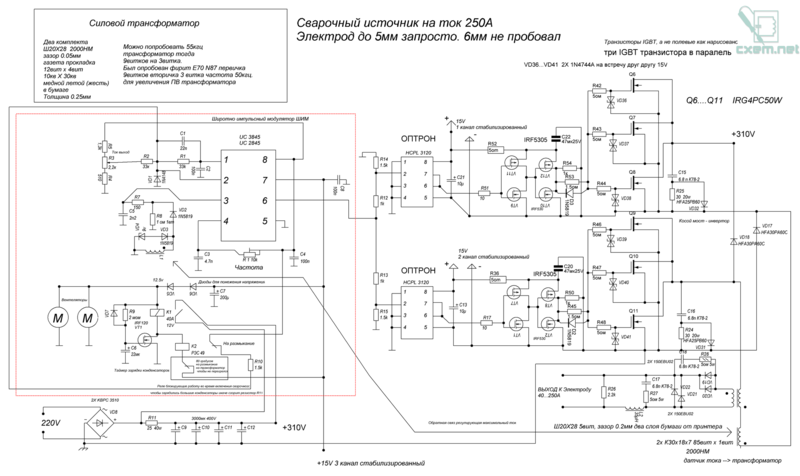
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.

