

Сварка аргоном какой аппарат
Выбор лучшего аргонного сварочного аппарата
Сварочный аппарат всегда необходим в частном доме, починить калитку, или подварить что-то в своём автомобиле. Как ни крути, а сталкиваться со сварочными работами приходилось практически всем, кто проживает в частном доме, да и не только. Разнообразие видов сварочных аппаратов ставит в тупик новичка.
Встаёт вопрос, какая сварка лучше подойдёт для ваших нужд. Точного ответа на вопрос, какой выбрать нету. Новичку необходимо знать общие сведения обо всех видах сварочных аппаратов, чтобы определиться. Вы же поговорим только про аргоновый агрегат.
Сфера использования
С помощью аргона, инертного газа, выполняют такой вид сварки, как аргонодуговой . Электроды в при таких сварочных работах могут плавиться либо оставаться неизменными. Неплавящиеся электроды изготавливают из вольфрамовых материалов. Такой материал способен выдерживать температуру свыше трёх тысяч градусов.
Использование аргона способствует улучшению качества и прочности сварки. Аргон имеет атомный вес почти вполовину превышающий вес воздуха, что помогает ему вытеснять его и большинство газов, который занимают пространство в сварочном жёлобе, который образуется во время аргонодуговой сварки. Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
В этой статье мы поможем вам разобраться с аргоновыми сварочными аппаратами. Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Как выбрать аппарат для сварки
Для домашнего использования лучшим будет самый стандартный, простенький аргонный аппарат, поэтому заморачиваться и выбирать что-то из профессиональных моделей даже не стоит. На них и цена будет намного выше и вникнуть в его характеристики и понять, зачем он нужен будет долгим занятием, к тому же ненужным для вас, если вы, конечно, не хотите заниматься сварочными работами профессионально.
Итак, на что обязательно необходимо обратить своё внимание, для качественного выбора устройства:
- В большинстве случаев, при покупке вы не будете знать, какой металл точно пустите в использование. Это, скорее всего, дело случая и в хозяйстве особо не заморачиваются над выбором такового. Исходя из этого, выбирайте сварочный аппарат с большим спектром допустимых материалов, проще говоря, универсальный. Так, вы точно не прогадаете и сможете работать с любыми подручными средствами.
- Следующим критерием выбора, станет наличие дополнительных модификаций. Во время процесса сварки, профессионал передвигает электрод равномерно и одновременно выполняет вибрирующие движения, что способствует созданию равномерной дуги и предотвращает залипание электродов. Технологии вышли на тот уровень, что аргонный аппарат сам регулирует этот процесс электронными приборами, наличие которых обязательно для начинающего сварщика. К тому же такое дополнение помогает сделать сварочный шов качественней и прочнее.
- Степень защиты должна быть как можно выше. Сварочные аппараты довольно чувствительны к неправильно эксплуатации, а новичок в любом случае будет делать много ошибок. Каждое залипание электрода это лишняя нагрузка на аппарат, поэтому защитные механизмы должны справляться с такими ошибками.
- Аргонный аппарат должен обладать широким диапазоном регулировки, но в свою очередь, простотой в управлении. Это облегчит вашу задачу при настройке устройства под ваши потребности.
Если вы хотите повысить комфортность работы, и вообще, облегчить весь процесс аргоновой сварки, можно выбрать устройство с наличием дополнительных функций. Для правильного подбора необходимых для вас дополнений, следует сначала разобраться, какие они бывают и что из себя представляют.
Итак, преступим к разбору дополнительных модификаций аргонового сварочного аппарата:
- Возможность поджигать дугу, без непосредственного контакта с материалом. Такой процесс происходит с помощью электрического импульса, который пробивает дуговой промежуток.
- Наличие блока осциллятора, он является дополнением к бесконтактному поджогу дуги.
- Автоматический регулятор обдува материала. После разрыва дуги на конце сварного шва, на него может попасть воздух и ухудшить качество работы, такое дополнение предотвращает эту возможность.
- Для увеличения прочности и качества окончания сварного шва, необходим режим плавного отключения дуги, что способствует медленному остыванию крайней точки сварки.
- Для возможности сваривать тонколистовые металлы, необходима функция пульсирующей сварки. В таком режиме сварка происходит импульсами, что помогает улучшить внешний вид сварного шва и предотвращает сквозной прожиг тонких материалов.
- Балансировка полярности тока –помогает регулировать переменный ток, и стабилизирует его отрицательные и положительные полуволны.
Если выбрать аргонный сварочный аппарат, придерживаясь всех перечисленных пунктов и подобрав необходимые вам модификации, вы однозначно будете довольны приобретённой установкой и ничуть не пожалеете потраченных средств. Такой аппарат всегда пригодится в домашних условиях, но для его использования вам придётся потренироваться.
Положительные и отрицательные стороны
Каждый производитель старается выделить свой товар. До общего функционала могут добавлять разные уникальные модификации, некоторые производители играют ценой, другие ставят в приоритете качество, остальные делают упор на высокую работоспособность и функциональность.

Если сравнивать их в соотношении цена-качество-функционал, то, из большинства можно выделить всего несколько брендов , которые отвечают такому соотношению в полной мере. Мы рассмотрим производителей Jasic и Gysmi , они смогли зарекомендовать себя во времени. Для примера возьмём два агрегата Jasic tig 200P и Gysmi tig 207, немного разобрав их основные характеристики.
Первая модель обладает сенсорной панелью, с помощью которой очень удобно и легко регулировать аргонный аппарат для необходимых вам режимов работы. Управление интуитивно понятное, что способствует комфортной работе с данным устройством как новичкам, так и профессионалам.
Сварочный аргонный аппарат способен работать с обычными и тугоплавкими электродами, что повышает его ценность. В комплектацию входят следующие улучшения: пульсирующий режим сварки, стабилизатор и предохранитель перепадов напряжения, плавное отключение дуги.

Второе представленное устройство имеет более высокую цену, оснащён микропроцессором, который управляет режимами и всеми настройками сварочного устройства. Отлично подходит для работ с легкоплавкими материалами типа алюминия, обладает функцией PFC (автоматическая корректировка коэффициента мощности), с помощью которой потребление электроэнергии максимально оптимизировано и проходит с минимальными излишними затратами.
Цифровая индикация позволяет очень точно установить силу дуги, присутствует функция антизалипания и упрощения поджога. Также аппараты данной серии оснащены стабилизаторами дуги, которые облегчают контроль над сварочным процессом.
Подведём итог
Помните, выбранный сварочный аргонный аппарат, будет влиять на качество работы. Подобрав его следуя представленным правилам, вы гарантировано получите качественный продукт, который прослужит вам долгую и плодотворную службу. Но всё же даже самое дорогое и качественное устройство не обеспечит вам качественную работу, всё зависит от вас, практикуйтесь и выбранный вами аргонный аппарат сможет показать свои положительные качества на все сто.
Выбор аппарата аргонодуговой сварки – 5 главных принципов
На рынке представлены десятки, если не сотни аппаратов аргонодуговой сварки. Возможность TIG-сварки реализована во многих современных моделях инверторов ручной дуговой сварки и в полуавтоматах. Разнообразие вариантов создает определенные трудности выбора подходящей модели, особенно для новичка.
Для начала стоит ответить на 5 простых вопросов:
- С какими видами металлов предстоит работать?
- Какова толщина свариваемых деталей?
- Пригодится ли сварка конструкций толщиной менее 1 мм или выполненных из нержавеющей стали?
- Как интенсивно планируется использовать аппарат?
- Есть ли опыт в TIG-сварке или Вы только начинаете?
Ответы определят тот функционал, который должен присутствовать в сварочном оборудовании, чтобы оно безукоризненно справлялось с поставленными задачами.
ОТВЕТ №1. Вид металла и сварочные токи

У аппаратов с переменным и постоянным током есть важные отличия. Постоянный ток требуется во время сварки различных видов стали, меди, чугуна и т.д. Для таких материалов как алюминий, магний и металлов с оксидной пленкой на поверхности обязательно применяются аппараты, работающие на переменном сварочном токе.
Существуют и универсальные варианты. Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).

ОТВЕТ №2. Диапазон сварочного тока
Аргонодуговая сварка металлоконструкций определенной толщины доступна в соответствующем диапазоне сварочного тока.
Допустим, основной фронт работ – стальные металлоконструкции толщиной до 6 мм. Здесь подойдет инвертор с током до 200 А. Сварка алюминия толщиной 6 мм потребует больше чем 200 А. Ну, а аппарат с диапазоном от 5 до 200 А позволит работать с нержавеющей сталью толщиной до 1 мм и алюминием до 5 мм.

Здесь мы приводим общие рекомендации для сварочных аппаратов серии INTIG и для наиболее используемых металлов и толщин. Это поможет сориентироваться при выборе оборудования под ваши задачи.
ОТВЕТ №3. Импульсный режим
Если предстоит сваривать металлы небольших толщин, то стоит обратить внимание на аппараты аргонодуговой сварки, работающие в импульсном режиме.

Импульсный режим облегчает сварку на малых токах. В течение сварочного цикла сварочный ток меняется от максимального (ток импульса) до минимального (ток паузы) с определенной частотой. Процесс проходит стабильно, уменьшается тепловложение – коробление металла сведено к минимуму, деталь не перегревается.
Данный режим необходим для контроля тепловложения в сварной шов или сварки без присадочного прутка. При этом, сварка может вестись как на постоянном, так и на переменном токе.
ОТВЕТ №4. Интенсивность
Время работы сварочного аппарата (рабочего цикла) напрямую зависит от такой характеристики как продолжительность включения. Чем выше ее показатель, тем дольше используется tig установка без перерыва.

Для примера рассмотрим рабочий цикл аппарата FUBAG INTIG 200 DC. Он будет работать 6 минут при максимальном сварочном токе 200А и 4 минуты ему понадобится на технологический перерыв. На практике крайне редко кто варит без остановки дольше 3-4 минут, т.к. периодически нужно прерываться, чтоб подготовить участок к сварке, подогнать детали, сменить сварочный пруток и т.д.
Правильно оценив предполагаемую нагрузку можно хорошо сэкономить. Заниженное значение этого параметра приведет к увеличению времени выполнения сварочных операций, так как придется часто прерывать сварку для охлаждения инвертора. Неоправданно высокая для задач продолжительность включения значительно удорожает стоимость оборудования.
ОТВЕТ №5. Дополнительные функции
Все аргонодуговые аппараты для TIG-сварки оснащены функциями высокочастотного поджига и заварки кратера.
- Заварка кратера. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в tig аппарате предусматривается режим плавного уменьшения тока.

- Высокочастотный поджиг. Обеспечивает уверенный старт сварочного процесса – дуга загорается без контакта с поверхностью металла, что исключает прожиг металла. К тому же на металле не остается вольфрамовых включений.
И еще немного полезного
1. Продувка газа. Данная функция защищает шов от окисления.

2. Жидкостное охлаждение горелки. Интенсивная эксплуатация аппарата предполагает перегрев горелки. Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.
3. Напряжение питания. Аппараты с большими токами сварки, как правило, производятся в трехфазном варианте. Их младшие собратья – в однофазном.
Теперь Вы обладаете всем необходимым, чтобы сделать правильный выбор. Если у Вас возникли дополнительные вопросы или хотите наглядно закрепить полученные знания, ознакомьтесь с нашим видео руководством на канале FUBAG RUSSIA:
Аргонодуговая сварка: принцип работы, как выбрать, лучшие аппараты

В отличие от метода ММА, аргоновая сварка позволяет создавать более аккуратные швы, которые не нуждаются в зачистке. Еще этим методом можно соединять до восьми видов металлов. Наша статья поможет выбрать сварочный аппарат для аргонодуговой сварки, чтобы он подходил для Ваших потребностей, и покажет рейтинг уже опробованных моделей, которые имеют положительные отзывы, а также нравятся сварщикам своими характеристиками.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.

Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались. На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
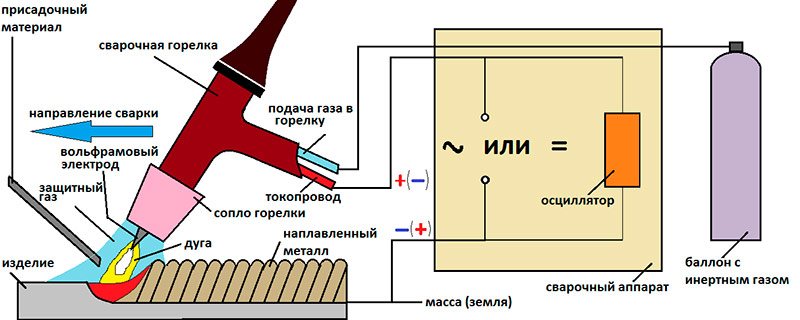
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.

Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узки, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;
можно сваривать нержавеющие стали и цветные металлы; - швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.

Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
Как подобрать оборудование, необходимое для работы
Оборудование для аргонодуговой сварки нужно выбирать исходя из предстоящих задач и их объемов. Иначе можно купить слишком слабый агрегат, или наоборот переплатить за тот потенциал, который останется незадействованный. Сперва поговорим о выборе источника тока.
Как выбрать сварочный аппарат для TIG сварки
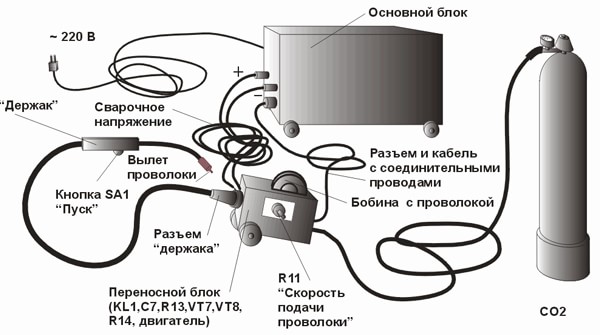
Аргонный сварочный аппарат — это инвертор, подключаемый к сети 220 или 380 V, который несколько раз преобразует ток из переменного в постоянный, повышая при этом его частоту. Внутри используется несколько трансформаторов, диодные мосты и плата с ключами. Все это содействует небольшому весу 4-30 кг и высокому качеству шва.
Если Вам необходим аппарат для сварки в гараже, то выбирайте модель 220 В. Для производства оптимально 380 В. Вес 4-8 кг пригодится при выездной деятельности и работе на высоте, а также с объемными конструкциями. При стационарном использовании вес не играет значения. Обратите внимание на следующие параметры и возможности оборудования при выборе инвертора для аргоновой сварки.

Сварочный аргоновый аппарат и необходимо оборудование.
Вид металла и сварочного тока
На выходе инвертор выдает постоянный ток. Это позволяет отлично сваривать черные стали, нержавейку, чугун, медь и даже титановые сплавы.
Если в Вашей мастерской работают только с этими металлами, то выбирайте любой аргоновый аппарат со значением DC.
Но соединить таким аппаратом алюминий и его сплавы не получится. Трудность составляет оксидная пленка, которая имеет температуру плавления свыше 2000 градусов, хотя сам металл становится текучим уже после 660 градусов. Для сварки алюминия необходим универсальный инвертор AC/DC, который может переключаться на переменный ток. Благодаря этому легко разрушается оксид на поверхности, а основной металла не прожигается от высокой температуры дуги.
Если у Вас СТО или деятельность связана с емкостями из алюминия, то ищите аргоновый аппарат с обозначением AC/DC.
Диапазон сварочного тока
От диапазона силы тока (А) зависит, с какой толщиной заготовок получится работать. Здесь важен как верхний, так и нижний показатель. Средним расчетным значением служит 35 А на каждый 1 мм толщины металла. Например, если Вы свариваете трубы и профиль, у которых сечение стенки не превышает 2 мм, то будет достаточно 70 А. Аргоновый аппарат с максимальным показателем 160 А покроет любые потребности по сварке заготовок с толщиной до 4 мм. Когда требуется соединять аргоновой сваркой заготовки 5-7 мм, то выбирайте инвертор с максимумом 200-250 А.
Минимальное значение, до которого можно опустить силу тока, влияет на возможность сварки тонкого металла. Например, есть аргоновые аппараты с нижним порогом в 5 А. Этого хватит, чтобы заварить жесть с сечением 0.6 мм. Модели с нижним показателем 20-30 А на такое не способны.
Импульсный режим
Выбирать аргоновый аппарат с такой функцией необходимо для еще более качественной сварки тонких металлов. Импульсный режим подразумевает чередование сварочного тока и паузы. Это позволяет сократить тепловложение, полностью устранить деформации и коробление детали. Частоту смены импульса можно регулировать, что определяет скорость сваривания. Такой режим востребован и при соединении алюминия, поскольку высокий ток разрушает оксид, а понижение мощности во время паузы не дает прожечь основной металл.
Интенсивность использования (продолжительность включения)
По-другому этот параметр называется продолжительностью включения и обозначается в процентах. Например, с ПВ 40% аргоновым аппаратом получится работать 4 минуты из десяти. Если применять его чаще, то он перегреется и сработает защита. Оборудование отключится принудительно до полного охлаждения. Когда в работе есть много подготовительных процессов, зачистка, нарезка заготовок, то достаточно показателя ПВ 40%. Инвертор будет успевать остывать во время таких пауз. Если сварщик работает постоянно, а все подготовительные процессы выполняют другие, то необходим более производительный аппарат с ПВ 80 или 100%. Тогда работа не будет простаивать.
Но продолжительность включения измеряется на максимальном токе, поэтому у модели на 300 А с ПВ 60%, при понижении сварочного тока до 200 А, ПВ составит 100%. Так что при определении интенсивности использования еще стоит учесть, какой рабочий ток необходим для повседневных задач.
Дополнительные функции
Аппараты для аргонодуговой сварки могут оснащаться некоторыми функциями, облегчающими процесс или повышающими качество шва. Конечно, чем шире возможности оборудования, тем оно дороже, поэтому стоит подумать, насколько каждая функция необходима в конкретном случае.
Вот самые распространенные:
- Время продувки газом. В аппарате можно настраивать время предварительной и пост продувки аргоном. В начале процесса это помогает убрать окружающий воздух из зоны возбуждения дуги. В конце это содействует кристаллизации сварочной ванны и охлаждению электрода. Чем дольше остывает металл, например алюминий, тем длительнее должна быть продувка (до 7 с).
- Высокочастотный поджиг. Любой инвертор можно оснастить вентильной горелкой, чтобы им получилось выполнять ТИГ сварку. Но для возбуждения дуги потребуется касаться кончиком электрода об изделие, к которому подключена масса. В моделях с высокочастотным поджигом используется осциллятор, который пробивает напряжением по воздуху расстояние до 10 мм. Это помогает начать сварку без касания, просто поднеся горелку. На поверхности изделия остается меньше следов, а электрод приходится реже затачивать.
- Заварка кратера. Это постепенное снижение амплитуды сварочного тока, которое помогает устранить точку на «замке» шва. Такая функция важна при сварке труб и емкостей под воду и другие жидкости, а также во время работы с тонкими листами 0.6-1.0 мм.
- Водяное охлаждение. В аппаратах для аргоновой сварки может быть установлен насос, перекачивающий антифриз по кабель-каналу в горелку. Это содействует ускоренному отводу тепла от керамического сопла и электрода, продлевая время беспрерывной работы. Функция необходима там, где используются высокие токи 250-400 А и нужна продолжительная работа оборудования.
Дополнительное оборудование, необходимое для работы
Для аргонодуговой сварки, кроме источника тока понадобится кабель с горелкой. Чаще всего он идет в комплекте с оборудованием, но у премиальных моделей EWM, Lincoln Electric и других может продаваться отдельно.
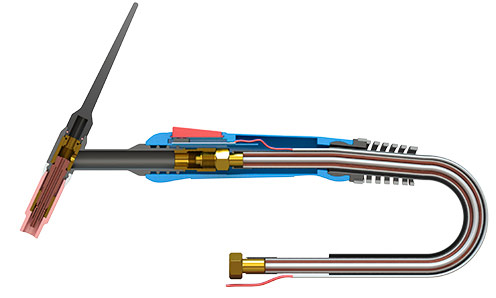
Горелка для аргонодуговой сварки в разрезе.
Горелки бывают вентильного типа (подача газа открывается вентилем на горелке) и с кнопочным управлением (нажатие кнопки на горелке запускает газ и ток). Длина рукава 2-5 м выбирается в зависимости от требуемой мобильности сварщика и размеров собираемых конструкций.

Горелка для аргонодуговой сварки вентильного типа.

Горелка для аргонодуговой сварки с кнопочным управлением.
Для сварки необходим баллон с инертным газом. Если работать приходится периодически, то достаточно купить баллон на 10 л, который не занимает много места и его легко отвезти в багажнике на заправку. Этот же вариант практичен при выездном образе работы. При постоянной стационарной деятельности в мастерской или на производстве выбирают большой баллон на 150 л.

Баллон с инертным газом для аргонодуговой сварки.
К баллону необходим редуктор с манометрами высокого и низкого давления, а также шланга, связывающая баллон с инвертором. По манометру высокого давления сварщик следит за остатком газа, а по низкому устанавливает расход аргона в горелке.

Редуктор манометры и шланг.
Для сварки понадобятся вольфрамовые электроды. Они бывают с синим, золотистым, красным или зеленым наконечником для разных типом металлов. Самым универсальным служит синий цвет наконечника. Диаметр электрода 1.6-4.0 мм выбирается в зависимости от требований к ширине шва, глубине проплавки и максимальной силы тока.

Электроды для аргонодуговой сварки.
Аргоновую сварку можно выполнять без присадки, если детали плотно подогнаны между собой, а на конструкцию не оказывается сильной механической нагрузки. В других случаях используют присадочную проволоку из того же материала, что и основной свариваемый металл.

Присадочная проволока для аргонодуговой сварки.
Как выбрать аппарат аргонодуговой сварки

Метод сварки TIG с использованием вольфрамового электрода в среде аргона — это очень точный метод сварки, который позволяет получить чистый, аккуратный шов без разбрызгивания металла и без дыма. Аргонодуговая сварка популярна среди автолюбителей-реставраторов, домашних умельцев и используется скульпторами-ваятелями из металла.
Методом TIG варят тонкие детали из нержавеющей стали, хром-молибденовые трубы, алюминиевые и медные детали. Эти материалы требуют очень точного контроля дуги, так как в случае перегрева деталь деформируется или прожигается. Сварочные аппараты аргонодуговой сварки, которые дают стабильную дугу при низкой силе тока, лучше всего позволяют решать подобные задачи.
Аппараты аргонодуговой сварки как выбрать
При выборе аппарата аргонодуговой сварки следует руководствоваться следующими критериями:
Диапазон силы тока
При выборе сварочного аппарата TIG, диапазону силы тока следует уделять особое внимание. Чем шире диапазон рабочей силы тока — тем лучше. Аппарат с узким диапазоном значительно ограничит ваши возможности сварки различных материалов. Сварочный аппарат с диапазоном от 5 до 230 ампер позволит варить нержавеющую сталь толщиной 0,6 миллиметра и алюминий толщиной 6,3 миллиметра.
Для сварки деталей из алюминия необходимо больше рабочей силы тока чем для сварки нержавеющей стали. Сварочный аппарат с диапазоном рабочей силы 200 ампер ограничит ваши возможность варить алюминиевые листы толщиной от 3,2 до 4,8 миллиметра. Таким образом, чем шире диапазон рабочей силы тока сварочного аппарата, тем больше разных задач он позволяет решать.

Наименьшая рабочая сила тока
При выборе аппарата аргонодуговой сварки следует также уделять внимание стабильности дуги при силе тока менее 10 ампер. От этого зависит легкость образования дуги и хороший контроль дуги. Сваркой с вольфрамовым электродом часто варят тонкие листы металла. При этом лучше, если дуга образуется без использования высоких частот или горячего старта.
Некоторые сварочные аппараты оснащены функцией облегченного образования дуги — горячий старт. При горячем старте для запуска дуги на электрод на несколько миллисекунд подается более высокая сила тока. При горячем старте имеется риск прожечь дыру, если вы варите тонкие листы. Кроме того, горячий старт не гарантирует стабильности дуги в процессе сварки и не дает возможности сварщику точно контролировать дугу.
Стабильность сварочной дуги важна не только для образования дуги, но и для качественного процесса сварки в целом. Например, при ремонте пропеллера для лодочного мотора вам нужно сварить угловое соединение. При этом очень важно не прожечь дыру в материале и работать крайне неудобно, если дуга все время соскакивает.
Стабильность сварочной дуги также важна при завершении сварочного шва. При сварке методом TIG на этапе завершения сварки, обычно силу тока снижают, чтобы заполнить полость в конце сварочного шва.
При сварке алюминия, большая полость в конце сварочного шва может привести к образованию трещин в материале при остывании детали. Хороший контроль сварочной дуги при плавном понижении рабочей силы тока предупреждает образование крупной впадины в конце сварочного шва и способствует более плавному остыванию сварочной ванны (области расплавленного металла). Некоторые сварочные аппараты аргонодуговой сварки оснащены электроникой, которая обеспечивает стабильный старт сварочной дуги при низкой рабочей силе тока и плавное снижение силы тока при завершении сварочного шва, как при переменном, так и при постоянном токе.

Переменный и постоянный сварочный ток
Если вы планируете варить не только сталь и нержавейку, сварочный аппарат должен иметь возможность сварки как переменным, так и постоянным током. Переменный ток используют при сварке само окисляющихся металлов, таких как алюминий и сплавы магния. Постоянным током варят сталь, нержавеющую сталь и медь.
При сварке переменным током, ток постоянно меняется с положительного на отрицательный. Когда варят алюминий, положительным током поверхность металла очищается от оксидов а отрицательным осуществляется плавление.
При выборе сварочного аппарата TIG обратите внимание на возможность регулировать баланс положительного и отрицательного рабочего тока. Это позволит менять время сварки током определенной полярности. Другими словами, это позволит контролировать время чистки от оксидов и время плавления. Далеко не все аппараты на потребительском рынке позволяют контролировать этот параметр.
Простота использования
Аргонодуговая сварка требует достаточно высокой квалификации сварщика. Хороший сварочный аппарат отличается простотой использования и понятными органами управления. Износостойкая, металлическая педаль контроля силы рабочего тока значительно облегчает процесс сварки и позволяет достаточно точно повышать или понижать рабочую силу тока по мере необходимости. Регулирующая силу тока педаль — это обязательный аксессуар для сварки алюминия. Для сварки холодного алюминия необходимо больше ампер. Однако, алюминий достаточно быстро нагревается в процессе сварки.
Ножная педаль позволяет снижать силу тока по мере того, как алюминий нагревается. Это дает возможность поддерживать хорошую скорость проведения электрода и позволяет получать качественный сварной шов с постоянным профилем. Педаль позволяет плавно снизить силу тока в конце сварного шва, что обеспечивает правильное заполнение полости в конце сварки. На рынке существуют и ручные регуляторы силы рабочего тока. Однако, пользоваться ими также удобно, как автомобилем без педали газа.
На что еще обратить внимание
Сварочные аппараты TIG для охлаждения оснащены вентиляторами. При этом, вентилятор может работать постоянно или включаться по датчику температуры, когда электроника нагревается. Постоянно работающий вентилятор затягивает пыль и грязь, что сокращает срок службы сварочного аппарата. В свою очередь, вентилятор, который включается при нагреве, меняет температуру внутренней среды прибора с горячей на холодную, что также является стрессом для электронных компонентов. В идеале, вентилятор должен охлаждать платы лишь когда это крайне необходимо.
Некоторые сварочные аппараты включают вентилятор, когда образуется сварочная дуга и вентилятор работает в течении нескольких минут после завершения сварки. Это сокращает количество всасываемой пыли, так как вентилятор включается когда это необходимо. В тоже время, такая система не сильно меняет температуру внутри прибора.
Сменная горелка
Иногда, в процессе сварки вольфрамовым электродом возникает необходимость сменить горелку на более легкую или более длинную для сварки в труднодоступном месте. Некоторые сварочные аппараты оснащены не сменной горелкой. Если горелка такого аппарата пришла в негодность, для ее замены необходимо обращаться в сервисный центр.

