Сварка металла разной толщины инвертором видео
Как варить тонкий металл электродом. Работа инвертором
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.

Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае ” — ” подключается к свариваемому металлу, а «+» к держателю электродов.

Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.

Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.

Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.

Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Уроки сварки инвертором для начинающих + видео

Рис.1 – Сварочный инвертор FUBAG IR 160
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
– Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.

Рис.3 – Электроды fubag FB46
Толщина свариваемого металла
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.

Рис.4 – Сварочная маска FUBAG ULTIMA Panoramic 5-13
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения – ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.

Рис.5 – Зачистка зоны шва

Рис.6 – Подключение сварочных кабелей

Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.

Рис.8 – Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
- Чиркая электродом к ак спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.

Рис. 9 – Способ зажигания сварочной дуги – чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.

Рис.10 – Способ зажигания сварочной дуги – касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).

Рис. 11 – Наплавление валика
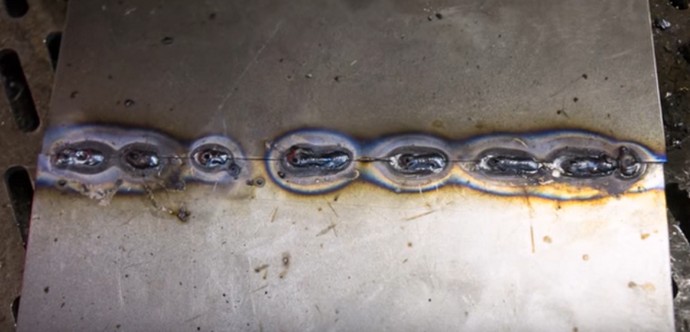
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.

Рис.12 – Красивый шов
Как варить инверторной сваркой: советы новичкам
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
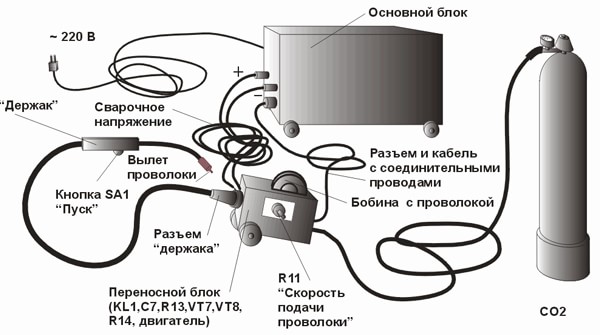
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
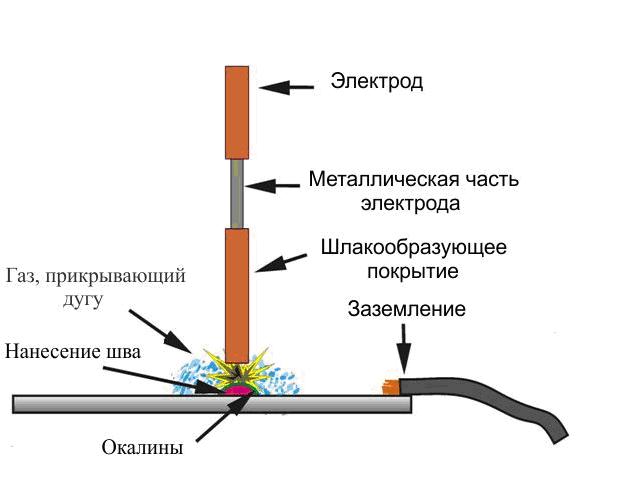
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
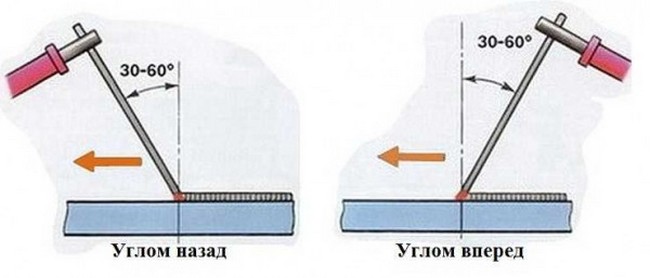
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.