

Сварочная проволока для нержавейки для полуавтомата
Сварочная проволока
Сварочная проволока – главный рабочий и расходный материал при сварке MIG/MAG. Она необходима для электродуговой сварки, а также при работе с использованием защитных газов. В продаже доступна порошковая (флюсовая), активированная и проволока сплошного сечения различных диаметров.
- #56008

флюсовая, 0.8мм, в коробке, 1кг,
- #47245

флюсовая, 0.8мм, 100мм диаметр, 1кг,
- #22346

омедненная, 0.8мм, в коробке, 5кг,
- #85781

омедненная, 0.8мм, 5кг,
- #56007

омедненная, 0.8мм, в коробке, 1кг,
- #37766

омедненная, 0.6мм, в коробке, 5кг,
- #56010

нержавеющая, 0.8мм, в коробке, 0.5кг,
- #56009

алюминиевая, 0.8мм, в коробке, 0.5кг,
- #42745

нержавеющая, 0.8мм, в коробке, 1кг,
- #48005

омедненная, 0.8мм, 5кг,
- #84447

- #48007

омедненная, 1.0мм, 5кг,
- #37765

омедненная, 0.6мм, в коробке, 1кг,
- #22343

омедненная, 1.2мм, в коробке, 5кг,
- #22347

омедненная, 1.2мм, в коробке, 15кг,
- #37767

омедненная, 0.8мм, 1кг,
- #48000

нержавеющая, 0.8мм, 5кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #56006

омедненная, 0.6мм, в коробке, 1кг,
- #66628

омедненная, 0.8мм, в коробке, 5кг,
- #35049

алюминиевая, 0.8мм, 6кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #48009

омедненная, 1.0мм, 18кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35061

нержавеющая, 0.8мм, 5кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #42744

омедненная, 1.0мм, в коробке, 5кг,
- #35072

нержавеющая, 0.8мм, 15кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #47999

омедненная, 1.2мм, 5кг,
- #35051

алюминиевая, 1.2мм, 6кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35073

нержавеющая, 1.0мм, 5кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #48002

омедненная, 1.2мм, 18кг,
- #35047

алюминиевая, 1.2мм, 6кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35048

алюминиевая, 0.8мм, 2кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35050

алюминиевая, 1.0мм, 6кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35041

алюминиевая, 0.8мм, 6кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35042

алюминиевая, 1.0мм, 6кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35067

нержавеющая, 0.8мм, 15кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #48001

нержавеющая, 1.0мм, 5кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35063

нержавеющая, 1.0мм, 5кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #70224

омедненная, 1.0мм, 300мм диаметр, 15кг,
- #35040

алюминиевая, 0.8мм, 2кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
- #35044

алюминиевая, 0.8мм, 2кг,
- #35043

алюминиевая, 1.2мм, 6кг,
Данный товар можно приобрести в рассрочку без первого взноса не выходя из дома на срок от 2 до 36 месяцев с доставкой в любую точку Беларуси. Подробнее
Сопутствующие товары
Проволока для сварки может выполнять две функции. При плавлении образует сварной шов, благодаря которому и происходит соединение деталей. Подается специальным механизмом.
Чтобы не допустить окисление шва, также подают инертный газ (аргон, гелий и др.) Проволока также может выполнять роль одного из электродов. Вторым электродом становится свариваемая деталь.
Типы сварочной проволоки
- Присадочная проволока сплошного сечения применяется в автоматах и полуавтоматах дуговой сварки, используется при производстве электродов и присадочных прутков. Сплошная проволока может быть медной, стальной, алюминиевой или быть изготовленной из сплавов. Для нелегированной и низколегированной стали подойдет омедненная проволока, для металлов с содержанием алюминия, магния, марганца или кремния – алюминиевая.
- Порошковая – является, по сути, цилиндром, внутри которого находится порошковый состав. Этот состав может занимать до 40% от всего объема материала. Благодаря этому, стабильность горения улучшается, сварочная ванна защищена от воздействия кислорода, а шов легируется. Различают два вида порошковой проволоки:
- Газозащитная – используется для низколегированных и углеродистых сталей в среде углекислого газа или его смесях с аргоном. Ее преимуществом является малое разбрызгивание, легкое отделение шлаковой корки, стабильный струйный перенос и высокую сопротивляемость пористости.
- Самозащитная – предназначена для сварки под флюсом, поэтому зачастую ее называют просто «флюсовая проволока». Внутри находятся все необходимые присадки, поэтому отпадает необходимость использования газа. Защита сварочной ванны происходит благодаря испарению во время сварки флюса. Эти испарения не может сдуть даже сильный ветер, поэтому с флюсом удобна эксплуатация даже на открытом воздухе.
- Активированная – имеет в своем составе различные добавки. Они занимают порядка 5-7% от общего объема материала. В качестве добавок могут выступать соли, окислы щелочных металлов, шлакообразующие частицы. Использование добавок позволяют сделать шов более ровным и аккуратным, уменьшается разбрызгивание металла. Ее применяют в среде углекислого газа.
Виды сварочной проволоки по материалу изготовления
Алюминиевая – для работы с алюминием или его сплавами в среде защитного газа. Нержавеющий аналог используется для нержавеющей стали. Порошковая приобретается в том случае, когда процесс происходит в стесненных условиях, а работа в среде защитных газов по тем или иным причинам невозможна.
Омедненная – отличается повышенным качеством шва и придания ему улучшенных токопроводящих свойств. Также, при использовании омедненной проволоки, повышается стабильность горения дуги и уменьшается количество брызг.
«Черная» – без покрытия. В настоящее время она практически не используется.
Области применения
- Для углеродистых и низколегированных сталей;
- Для работы с высоколегированными сталями;
- Для цветных металлов;
- Для электродуговой сварки с использованием флюса.
Основные характеристики
Диаметр проволоки определяет толщину материала, с которым может вестись работа. Диаметр также зависит от модели аппарата для сварки. К примеру, более дешевый аппарат используется с толщиной 0,6-0,8 мм, более дорогому окажется «по зубам» 1-1,2 мм. Таким образом, чем мощнее ваш аппарат, тем с большим диаметром он может работать, и тем толще могут быть изделия для сварки.
Состав проволоки определит материалы, с которыми можно будет взаимодействовать. Различные сварочные процессы требуют применения отдельных типов данной продукции.
Проволока для сварки нержавейки полуавтоматом
Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. Становится возможной сварка алюминиевых деталей, меди, титана и нержавеющей стали без ущерба для качества шва. Мы рассмотрим схему использования защитной среды и проволоки при сварке полуавтоматом металлов, сплавов, а также нержавеющих материалов.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.

Виды сварочной проволоки для полуавтоматов
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45 о до 60 о , и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности. Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах.
Подводим итог
Мы рассказали о сварочной проволоке для полуавтоматов и принципах её использования при работе с нержавеющими сталями. Точное соблюдение правил подбора сортов проволоки и физико-химических параметров сплавов, а также температурного режима позволяет получить прочное и долговечное соединение, противостоящее коррозии. Успешной и плодотворной работы.
Как варить нержавеющую сталь полуавтоматом
Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
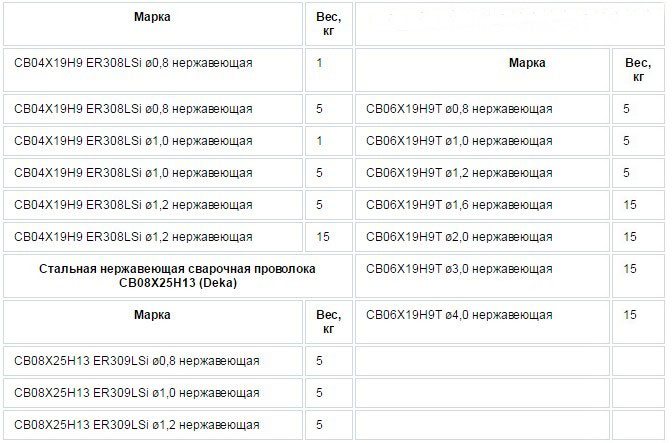
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
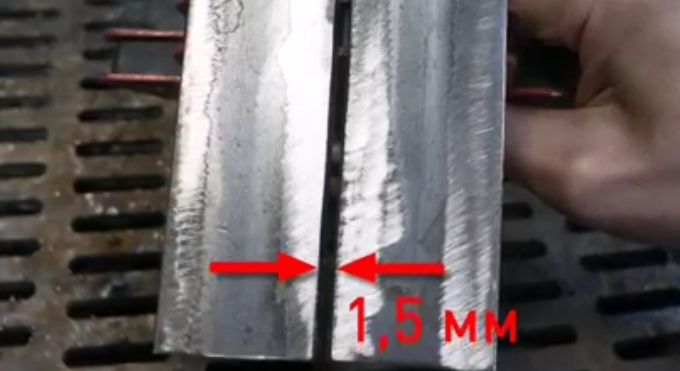
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
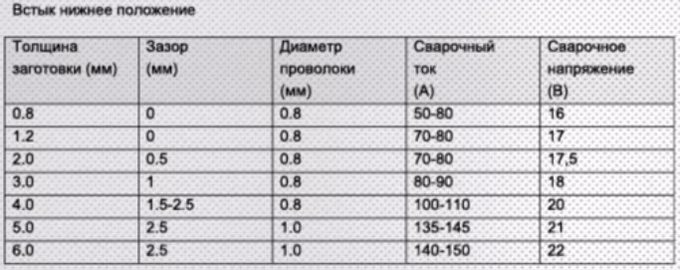
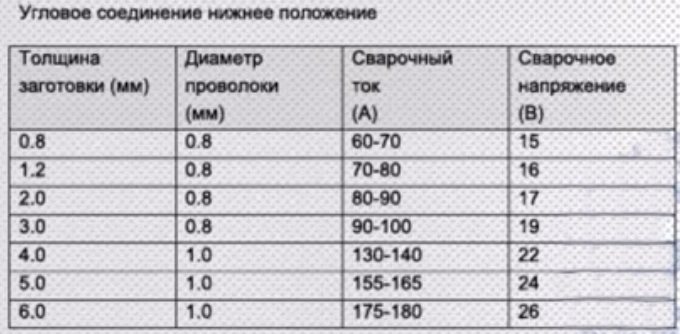
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
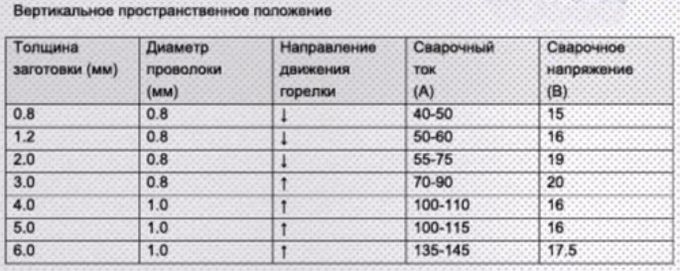
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
Преимущества использования нержавеющей проволоки для сварки полуавтоматом
В данной статье будет приведена вся основная информация о сварочной проволоке из нержавеющей стали. Вы узнаете особенности её маркировки, требования, которым должно отвечать качественное изделие, и на что необходимо обращать внимание при выборе.
Также будут разобраны особенности технологии сварочных работ на полуавтомате с проволокой, и проанализировано актуальное на сегодняшний день состояние рынка данных материалов, на предмет основных производителей и их ценовой политики.

Сварка с использованием проволоки
Проволока является элементом, который при сварке полуавтоматом берет на себя функции электрода, и передает ток на свариваемые поверхности. В дополнение к этому, проволока вязальная выполняет роль присадочного материала, при плавке которого происходит формирование сварочного шва.
1 Маркировка нержавеющей проволоки для сварки
Ниже приведен стандартный тип маркировки проволоки, и пояснения к его значениям.

Расшифровка стандартной маркировки сварочной проволоки
- Диаметр металлической нити. Для сварки на полуавтомате подходят нити нержавейки диаметром 1,6 мм, 1,2 мм, 1 мм, 0,8 мм и 0,6 мм.
- Марка изделия.
Ячейка №2 – назначение: CВ – сварочная, либо НП – наплавочная; ячейка №3 – концентрация углеродов в сырье, которая указывается в сотых процента. Для примера: CВ09 – изделие для сварки с содержанием углерода 0,09%.Ячейки №4, №5, №6 и №7 – указывают концентрацию дополнительных легирующих примесей.
Особенности маркировки следующие: Ю – алюминий, Д – Медь, Т – титан, Г – марганец, Ц – цирконий, М – молибден, Х – хром, Н – Никель, С – кремний.В ячейке, следующей после указанной буквы, расположено число, которое свидетельствует о концентрации данного элемента, но при этом, если содержание элемента находится в пределах одного процента, то цифру, как правило, не ставят.
Для примера: проволока вязальная из нержавейки для сварки полуавтоматом СВ09Н5Х21Т содержит 0,9% углеродов, 5% никеля, 21% хрома, и 1 процент титана.
Ячейка №8 – маркировка в данной ячейке ставится, если сварочная нить отвечает повышенным требованиям к содержанию вредных серных и фосфорных примесей.
- Технология производства (метод выплавки): Ш – электрошлаковая выплавка, ВИ – выплавка в вакуумно- индукционных печах (наиболее предпочтительный вариант по итоговому качеству изделия), ВД – выплавка в вакуумно-дуговых печах;
- В случае, из данной нити могут изготавливаться электроды, маркировка содержит указатель Э;
- О – элемент маркировки, выделяющий проволоку с омедненным покрытием;
- Соответствие изделия Государственному Стандарту Качества.
1.1 Об изготовлении проволоки
Актуальным стандартом, согласно требований которого производится сварочная вязальная проволока из нержавейки, является ГОСТ Российской Федерации 2246-70 «Проволока сварочная из высоколегированной, жаростойкой и коррозионностойкой стали».

Бухты нержавеющей проволоки для полуавтоматов
Поскольку эффективность сварки полуавтоматом непосредственно зависит от качества используемой сварочной проволоки, данный ГОСТ выдвигает строгие требования к сырью, использующемуся для её создания.
Согласно требований ГОСТ 2246 строго нормируется наличие следующих материалов в составе изделия:
Количество содержащегося в сырье углеродов непосредственно влияет на качество итогового изделия. Если концентрация углерода достаточная, что для сварочной нити крайне важно, то нержавеющие нити будут обладать хорошими показателями пластичности, что позитивным образом сказывается на удобстве их использования в процессе сварки, и, при этом, высокой прочностью и износоустойчивостью, вследствие чего будет уменьшен расход проволоки.
- Марганцевые и кремниевые примеси.
Данные элементы используются для раскисления сырья ещё на процессе плавки. Оптимальная концентрация марганца и кремния придает нержавеющей нити высокое сопротивление стиранию, вследствие чего повышается её износоустойчивость, и эластичность.
Однако, крайне важно, чтобы примеси фосфора и кремния были равномерно растворены в нержавеющей стали, так как скопления окислов, в которые могут собираться молекулы кремния, негативно сказываются на упругости сварной проволоки.
Эти элементы относятся к категории вредных примесей, поэтому их количество в сырье для изготовления изделия из нержавейки для сварки полуавтоматом строго нормируется.

Процесс производства сварочной нержавеющей проволоки
Согласно действующему ГОСТ 2246, общая концентрация серы и фосфора в нержавеющей стали не должна превышать 0,05%, при повышении данной нормы нержавейка приобретает свойство к «красноломкости» — повышению хрупкости под воздействием высокой температуры, что затрудняет её использование во время сварки.
Хром является сторонним элементом, который попадает в заготовки нержавеющей стали во время их выплавки в доменных печах. Наличие хрома негативно сказывается на прочностных показателях итогового изделия, поэтому производителями принимаются разнообразные меры для уменьшения его концентрации, которая, согласно ГОСТ, не должна превышать 0,1%.
Наличие в составе нержавеющей стали азотных примесей практически никак не сказывается на прочности и эластичности свежей нити. Однако со временем, азот провоцирует увеличения свойств деформационного старения – потери эксплуатационных характеристик изделия, таких как эластичность, прочность и хрупкость.
- Остальные (неметаллические примеси).
Любые неметаллические примеси в составе нержавеющей нити для сварки полуавтоматом являются дефектами, и свидетельствуют о низком качестве изделия.
к меню ↑
2 Особенности использования
Существует две основные технологии сварки на полуавтомате с использованием нержавеющей проволоки: сварка, с применением короткой дуги, и импульсный метод. Также существует сварка со струйным переносом, этот метод не требует обязательного применения газа, однако для его реализации лучше подходит порошковая вязальная проволока.
Сварка посредством короткой дуги (струйный перенос) – используется в большинстве сварочных полуавтоматов. Данная технология требует от аппарата поддержания постоянного напряжения на выходе с большой плотностью тока.
Читайте также: как правильно сваривать арматуру?
При этом обеспечивается достаточно эффективное использование сварочной проволоки, которая из-за максимальной плотности тока не подвергается повышенному выгоранию легирующих примесей, что гарантирует качественный и чистый сварной шов.
Данный метод требует использования нержавеющей нити с диаметром меньшим, чем диаметр электрода, что позволяет уменьшить разбрызгивание материала и увеличить плавность шва, но, при этом, увеличивает расход проволоки.

Сварка металлических листов с помощью нержавеющей проволоки
Импульсный перенос дуги является самой эффективной технологией, как по продуктивности, так и по итоговому качеству сварочного шва. Особенностью импульсного метода сварки является покапельная подача нити на шов, что полностью устраняет возможное разбрызгивание материала, и позитивно сказывается на уменьшении его расхода.
Для реализации данного способа необходимо наличие качественного полуавтомата, обладающего широким диапазоном настройки тока сварки, и высокими динамическими характеристиками.
Именно импульсный перенос является оптимальным способом сваривания алюминия и нержавеющей стали, особенно, если нужно соединить тонкие листы металла.
В таких случаях сварка на полуавтомате демонстрирует качество, сравнимое с высокотехнологичной аргоновой сваркой, но, при этом, существенно большую продуктивность, из-за сокращенного времени обработки металла.
к меню ↑
2.1 Технология сварки полуавтоматом с использованием нержавеющей проволоки (видео)
2.2 Реализация функции подачи проволоки
Подача проволоки в современных полуавтоматах механизировано: оператор, нажимая на кнопку подачи, активирует продвижение материала вдоль горелки, при этом, сварочный газ и напряжение на выходе отключаются.
Существует и полностью автоматизированная технология подачи сварной нити – когда при включенном полуавтомате дуга перестает зажигаться, что свидетельствует об отсутствии нужного количества проволоки, агрегат автоматически отключит подачу газа и тока, и подаст необходимое количество материала.
Сама подача выполняется посредством конструкции, состоящей из нескольких роликов (№1 на нижеприведенном рисунке), которые протягивают проволоку до нужного уровня.

Устройство подачи проволоки в пистолете сварочного полуавтомата
Также качественные полуавтоматы обладают функцией растяжки дуги, которая дает возможность настройки длины изделия, выступающей за рабочую зону сопла держателя. Данная функция позволяет сварщику оптимально подстраивать полуавтомат для сварки листов металла разной толщины, и под разные требования к итоговому сварному шву.
к меню ↑
2.3 Обзор актуальных рыночных цен
Чтобы составить полную картину о представленном на рынке ассортименте, и ценах на сварочную нержавеющую нить, мы выполнили анализ сортамента от самых востребованных производителей.
Как показал осмотр рынка, цены очень разнятся в зависимости от объемов закупки, так цена при покупке в розницу, может быть на 25-30% большей, чем цена при покупке большими бухтами. В целом же, основным фактором, от которого зависит цена, является диаметр проволоки.
Основными производителями нержавеющей нити являются бренды MIG и NWT. Наиболее популярным вариантом для полуавтоматов является изделие диаметром 1,2 мм. MIG ER-316LSi, цена в розницу которой составляет около 12 долларов за килограмм, если же покупать материал в бухтах по 15 кг, то цена снижается до 11 долларов.

Устройство сварочного пистолета (вид изнутри)
При уменьшении диаметра проволоки, растет её цена за один килограмм, к примеру: цена в розницу той же проволоки MIG ER308, диаметров в 0,8 мм составляет почти 15 долларов, а при покупке оптом (бухтой в 15 кг) цена понижается до 13 долларов.
Стоимость покупки в розницу изделия большого диаметра – 1,6 мм, составляет 14,3 доллара, если брать оптом – 13 долларов.
Статьи по теме:
Портал об арматуре » Сварка » Преимущества использования нержавеющей проволоки для сварки полуавтоматом
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте как обрабатываются ваши данные комментариев.

