

Сварочное оборудование для аргонодуговой сварки
Оборудование для аргонодуговой сварки
Аргонно-дуговая сварка – это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося – вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
 Оборудование используемое для выполнения работ в инертных газах
Оборудование используемое для выполнения работ в инертных газах
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется “сварочный пост”. Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов – эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения “Аргонно дуговая сварка, инструкция”.
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это – ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Если вам нужно быстро и качественно нарезать металл, используйте для этого газовую резку. Подробнее читайте в этой статье.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной – катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Аргонодуговая сварка: принцип работы, как выбрать, лучшие аппараты

В отличие от метода ММА, аргоновая сварка позволяет создавать более аккуратные швы, которые не нуждаются в зачистке. Еще этим методом можно соединять до восьми видов металлов. Наша статья поможет выбрать сварочный аппарат для аргонодуговой сварки, чтобы он подходил для Ваших потребностей, и покажет рейтинг уже опробованных моделей, которые имеют положительные отзывы, а также нравятся сварщикам своими характеристиками.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.

Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались. На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
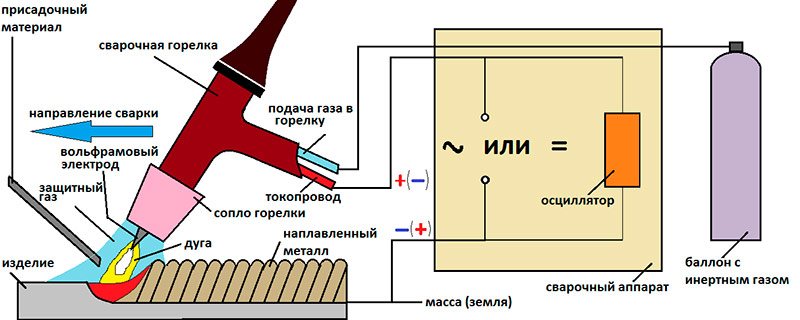
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.

Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узки, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;
можно сваривать нержавеющие стали и цветные металлы; - швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.

Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
Как подобрать оборудование, необходимое для работы
Оборудование для аргонодуговой сварки нужно выбирать исходя из предстоящих задач и их объемов. Иначе можно купить слишком слабый агрегат, или наоборот переплатить за тот потенциал, который останется незадействованный. Сперва поговорим о выборе источника тока.
Как выбрать сварочный аппарат для TIG сварки
Аргонный сварочный аппарат — это инвертор, подключаемый к сети 220 или 380 V, который несколько раз преобразует ток из переменного в постоянный, повышая при этом его частоту. Внутри используется несколько трансформаторов, диодные мосты и плата с ключами. Все это содействует небольшому весу 4-30 кг и высокому качеству шва.
Если Вам необходим аппарат для сварки в гараже, то выбирайте модель 220 В. Для производства оптимально 380 В. Вес 4-8 кг пригодится при выездной деятельности и работе на высоте, а также с объемными конструкциями. При стационарном использовании вес не играет значения. Обратите внимание на следующие параметры и возможности оборудования при выборе инвертора для аргоновой сварки.

Сварочный аргоновый аппарат и необходимо оборудование.
Вид металла и сварочного тока
На выходе инвертор выдает постоянный ток. Это позволяет отлично сваривать черные стали, нержавейку, чугун, медь и даже титановые сплавы.
Если в Вашей мастерской работают только с этими металлами, то выбирайте любой аргоновый аппарат со значением DC.
Но соединить таким аппаратом алюминий и его сплавы не получится. Трудность составляет оксидная пленка, которая имеет температуру плавления свыше 2000 градусов, хотя сам металл становится текучим уже после 660 градусов. Для сварки алюминия необходим универсальный инвертор AC/DC, который может переключаться на переменный ток. Благодаря этому легко разрушается оксид на поверхности, а основной металла не прожигается от высокой температуры дуги.
Если у Вас СТО или деятельность связана с емкостями из алюминия, то ищите аргоновый аппарат с обозначением AC/DC.
Диапазон сварочного тока
От диапазона силы тока (А) зависит, с какой толщиной заготовок получится работать. Здесь важен как верхний, так и нижний показатель. Средним расчетным значением служит 35 А на каждый 1 мм толщины металла. Например, если Вы свариваете трубы и профиль, у которых сечение стенки не превышает 2 мм, то будет достаточно 70 А. Аргоновый аппарат с максимальным показателем 160 А покроет любые потребности по сварке заготовок с толщиной до 4 мм. Когда требуется соединять аргоновой сваркой заготовки 5-7 мм, то выбирайте инвертор с максимумом 200-250 А.
Минимальное значение, до которого можно опустить силу тока, влияет на возможность сварки тонкого металла. Например, есть аргоновые аппараты с нижним порогом в 5 А. Этого хватит, чтобы заварить жесть с сечением 0.6 мм. Модели с нижним показателем 20-30 А на такое не способны.
Импульсный режим
Выбирать аргоновый аппарат с такой функцией необходимо для еще более качественной сварки тонких металлов. Импульсный режим подразумевает чередование сварочного тока и паузы. Это позволяет сократить тепловложение, полностью устранить деформации и коробление детали. Частоту смены импульса можно регулировать, что определяет скорость сваривания. Такой режим востребован и при соединении алюминия, поскольку высокий ток разрушает оксид, а понижение мощности во время паузы не дает прожечь основной металл.
Интенсивность использования (продолжительность включения)
По-другому этот параметр называется продолжительностью включения и обозначается в процентах. Например, с ПВ 40% аргоновым аппаратом получится работать 4 минуты из десяти. Если применять его чаще, то он перегреется и сработает защита. Оборудование отключится принудительно до полного охлаждения. Когда в работе есть много подготовительных процессов, зачистка, нарезка заготовок, то достаточно показателя ПВ 40%. Инвертор будет успевать остывать во время таких пауз. Если сварщик работает постоянно, а все подготовительные процессы выполняют другие, то необходим более производительный аппарат с ПВ 80 или 100%. Тогда работа не будет простаивать.
Но продолжительность включения измеряется на максимальном токе, поэтому у модели на 300 А с ПВ 60%, при понижении сварочного тока до 200 А, ПВ составит 100%. Так что при определении интенсивности использования еще стоит учесть, какой рабочий ток необходим для повседневных задач.
Дополнительные функции
Аппараты для аргонодуговой сварки могут оснащаться некоторыми функциями, облегчающими процесс или повышающими качество шва. Конечно, чем шире возможности оборудования, тем оно дороже, поэтому стоит подумать, насколько каждая функция необходима в конкретном случае.
Вот самые распространенные:
- Время продувки газом. В аппарате можно настраивать время предварительной и пост продувки аргоном. В начале процесса это помогает убрать окружающий воздух из зоны возбуждения дуги. В конце это содействует кристаллизации сварочной ванны и охлаждению электрода. Чем дольше остывает металл, например алюминий, тем длительнее должна быть продувка (до 7 с).
- Высокочастотный поджиг. Любой инвертор можно оснастить вентильной горелкой, чтобы им получилось выполнять ТИГ сварку. Но для возбуждения дуги потребуется касаться кончиком электрода об изделие, к которому подключена масса. В моделях с высокочастотным поджигом используется осциллятор, который пробивает напряжением по воздуху расстояние до 10 мм. Это помогает начать сварку без касания, просто поднеся горелку. На поверхности изделия остается меньше следов, а электрод приходится реже затачивать.
- Заварка кратера. Это постепенное снижение амплитуды сварочного тока, которое помогает устранить точку на «замке» шва. Такая функция важна при сварке труб и емкостей под воду и другие жидкости, а также во время работы с тонкими листами 0.6-1.0 мм.
- Водяное охлаждение. В аппаратах для аргоновой сварки может быть установлен насос, перекачивающий антифриз по кабель-каналу в горелку. Это содействует ускоренному отводу тепла от керамического сопла и электрода, продлевая время беспрерывной работы. Функция необходима там, где используются высокие токи 250-400 А и нужна продолжительная работа оборудования.
Дополнительное оборудование, необходимое для работы
Для аргонодуговой сварки, кроме источника тока понадобится кабель с горелкой. Чаще всего он идет в комплекте с оборудованием, но у премиальных моделей EWM, Lincoln Electric и других может продаваться отдельно.
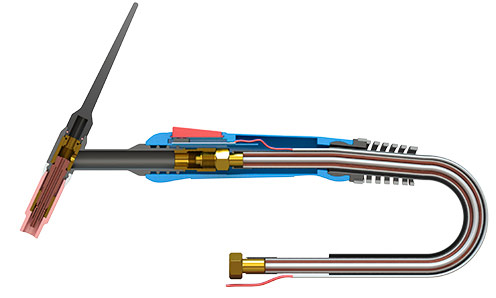
Горелка для аргонодуговой сварки в разрезе.
Горелки бывают вентильного типа (подача газа открывается вентилем на горелке) и с кнопочным управлением (нажатие кнопки на горелке запускает газ и ток). Длина рукава 2-5 м выбирается в зависимости от требуемой мобильности сварщика и размеров собираемых конструкций.

Горелка для аргонодуговой сварки вентильного типа.

Горелка для аргонодуговой сварки с кнопочным управлением.
Для сварки необходим баллон с инертным газом. Если работать приходится периодически, то достаточно купить баллон на 10 л, который не занимает много места и его легко отвезти в багажнике на заправку. Этот же вариант практичен при выездном образе работы. При постоянной стационарной деятельности в мастерской или на производстве выбирают большой баллон на 150 л.

Баллон с инертным газом для аргонодуговой сварки.
К баллону необходим редуктор с манометрами высокого и низкого давления, а также шланга, связывающая баллон с инвертором. По манометру высокого давления сварщик следит за остатком газа, а по низкому устанавливает расход аргона в горелке.

Редуктор манометры и шланг.
Для сварки понадобятся вольфрамовые электроды. Они бывают с синим, золотистым, красным или зеленым наконечником для разных типом металлов. Самым универсальным служит синий цвет наконечника. Диаметр электрода 1.6-4.0 мм выбирается в зависимости от требований к ширине шва, глубине проплавки и максимальной силы тока.

Электроды для аргонодуговой сварки.
Аргоновую сварку можно выполнять без присадки, если детали плотно подогнаны между собой, а на конструкцию не оказывается сильной механической нагрузки. В других случаях используют присадочную проволоку из того же материала, что и основной свариваемый металл.

Присадочная проволока для аргонодуговой сварки.
Аргонная сварка (аргонодуговая) — технология и оборудование
Аргонная сварка — один из наиболее востребованных видов современной сварки. Чаще всего, данную технологию используют применительно к алюминию, а также изделий из него.
Оптимальным методом, таким образом, аргонная сварка считается именно для алюминия. Общеизвестно, что вышеуказанный материал довольно капризен и во время контакта с кислородом, и при нагревании.
В последнем случае — его поверхность склонна покрываться тоненькой пленкой. Нюанс в том, что аргон характеризуется такими свойствами (химическими), которые практически исключают контакт с частичками кислорода нагретого металла.
Это возможно благодаря оттеснению аргоном своим давлением кислорода.
Схема аргонной сварки
Кроме этого, методику аргонодуговой сварки применяют и при сваривании иных металлов: чугуна и титана, стали и меди, а также некоторых иных, включая серебро, золото и т.д.
Популярность, которой пользуется сегодня аргонодуговая сварка, легко объяснима:
- Во-первых, это высокое качество.
- Во-вторых, немалая долговечность.
- Третий безусловный плюс — доступность аппаратов для проведения сварочных работ.
Уточним, во время работы с надежным оборудованием, шов получается фактически невидимым.
Данная особенность собственно и играет немаловажную роль не только для внешнего вида получаемого изделия, но, в первую очередь, для его прочности.
Аргонная сварка незаменима тогда, когда необходимо сварить трудно соединяемые металлы.
Ценность подобной методики, прежде всего, в опыте и качестве, а также в экономии. Причем последнее возможно в самых разных сферах. Экономятся не только деньги, но и усилия, а также нервы, что согласитесь также очень важно.
Технология аргонной сварки
В быту аргонную сварку мы чаще всего можем встретить при ремонте дисков любимой ласточки.
Аргонная сварка дисков, при устранении небольших трещин на данной детали, является попросту — незаменимой (безусловно, выполненная на профессиональном оснащении при применении инновационных высококачественных материалов).
Технология аргонной сварки не имеет практически ничего общего с таким устройством как паяльник. Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Плавление его начинается при 3410°С, а кипение — при 5900°С. Уникальность данного металла в том, что даже раскаленный докрасна, он также тверд. Во время сварки вольфрама требуется ничтожно малое количество (на 1 метр сварного шва — сотые доли грамма).
Если рассматривать в данном аспекте вольфрамовые электроды, которые легированы оксидами редкоземельных элементов, то они отличаются еще большей стойкостью.
Сегодня, рынок предлагает электроды из вольфрама, обладающие широчайшим диапазоном химсостава.
К примеру, не секрет, что в чистый вольфрам с целью улучшения сварочно-технологических и сварочных характеристик добавляют разные окислы редкоземельных металлов.
Это может быть и церий, и лантан, и иттрий, и торий, и цирконий. Какой бы не был выбран электрод, он, как правило, окружается керамическим соплом, а при сварке из него выдувается аргон (инертный газ).
Уточним, что первые попытки сварить алюминий без участия аргона, заканчивались тем, что металл начинал гореть, покрывался окислением, а электродуга немедленно прерывалась.
Чего же смогли добиться изобретатели, и что представляет аргонная сварка алюминия на сегодняшний день?
Упрощенно процесс выглядит таким образом. Сначала на деталь посредством спецоборудования (сварочного аппарата) подают «массу», так же как и при обычной электросварке.
Аргонодуговая сварка неплавящимся электродом происходит следующим способом: «масса» подается на свариваемую деталь подобно обычной электросварке.
Сварщик, если подразумевается ручная аргонодуговая сварка, в правой руке держит горелку, а в левой — проволоку (присадку).
Процесс аргонной сварки — схема
При сварке алюминия, естественно, берется алюминиевый аналог или же специальные сплавы. Включается горелка нажатием кнопки, далее подается ток и газ.
Меж кончиком электрода (неплавящегося) и деталью возникает электродуга. Она и исполняет роль основного инструмента, и деталь плавит, и присадочную проволоку.
Собственно она оплавляет и край необходимой детали, и присадочную проволоку, тем самым, формируя сварочный шов. По сути, после окончания работы 2 половины детали превращаются в одно целое.
Как работает аргонная сварка понятно и, на первый взгляд, в ней нет ничего сложного. Технология давно взята на поток, а эффективность ее давно доказана. Но это лишь на первый взгляд.
Проведение аргонной сварки требует опытного сварщика и надежного аппарата, как с хорошей производительностью, так и с превосходными характеристиками.
Времени для того, чтобы набить руку в данном деле потребуется также немало.
При сварке в защитных газах плавлением в роли основного инструмента применяют мощную электрическую дугу.
Электроэнергия в дуге преобразуется в тепловую. В атмосферных условиях зона сварки обязана быть надежно защищенной от насыщения металла шва азотом и кислородом воздуха.
Защитные газы, которые подаются через сопло, вытесняют воздух и защищают, таким образом, сварочную ванну и электрод.
Заполнение зазора между объединяемыми кромками (при разделке кромок) в зону плавления осуществляет присадка для аргонной сварки либо электродная проволока.
Принцип работы аргонной сварки неплавящимся вольфрамовым электродом в защитном газе.
Именно он не дает алюминию гореть. Место сварки и защищает аргон.
Аргонная сварка является гибридом электро- и газовой сварки . От первой она получила электродугу, а от газовой – схожую методику работы сварщика.
Далее рассмотрим, какое же оборудование и сварочные аппараты предполагает гост аргонодуговой сварки.
Оборудование и сварочные аппараты
ГОСТ под номером 5.917-71 предполагает выпуск для аргонной сварки неплавящимся электродом промышленностью горелок вида РГА-150 с массой в 0,35 кг на наибольший сварочный ток 200А с естественным охлаждением для аналогов с Ш 0,8-3,0 мм.
Он же предполагает выпуск горелок РГА-400 на наибольший сварочный ток 500А с массой в 0,625 кг с водяным охлаждением для электродов с Ш в 4,0—6,0 мм. Имеются требования и по поводу керамических сопел для подобной сварки.
Напомним, керамическое сопло для аргонодуговой сварки представляет собой, так называемую расходуемую часть горелки, отвечающую за качество процесса газовой защиты (местной).
По форме различают такие разновидности сопел, как цилиндрические, конические, а также профилированные. Не секрет, что чем больше керамическое сопло, тем наилучшую защиту оно способно обеспечить.
Обычно при работе в помещении используют цилиндрические либо конические аналоги, а вот при работе на открытом воздухе применяют профилированные либо цилиндрические модели сопел с более крупным диаметром отверстия (выходного).
Отметим, что сопла удлиненные применяют, как правило, в труднодоступных местах.
Виды оборудования
Уточним, аргонную сварку, в зависимости от уровня механизации, подразделяют на несколько видов:
- ручную;
- механизированную;
- автоматизированную;
- роботизированную.
Соответственно разным будет и оборудование для аргонной сварки и, конечно, стоимость аргонной сварки.
Разновидности оборудования по видам
При ручной сварке , и перемещается горелка для аргонодуговой сварки, и подается сварочная проволока самим сварщиком, а сварные работы осуществляют, применяя вольфрамовые электроды (неплавящиеся).
При механизированном виде горелку держит сварщик, а вот проволоку — присадочные прутки для аргонодуговой сварки подают уже механизировано.
При автоматизированном виде , и перемещение горелки, и подача проволоки полностью механизирована. Здесь уже присутствует не сварщик, а оператор.
Последний не нужен, если применяется роботизированное оборудование для аргонодуговой сварки
Сварочные аппараты
Рассмотрим оборудование, а точнее сварочные аппараты для аргонодуговой сварки, которые используются при выполнении работ в инертных газах.
Их подразделяют на:
- специальное;
- универсальное;
- специализированное оснащение.
Если рассматривать универсальный сварочный аппарат для аргонной сварки, то он выпускается серийно и наиболее востребован потребителями.
Инверторный сварочный аппарат для аргонной сварки
Подобную сварку в большинстве случаев выполняют в производственных условиях на специально оснащенных рабочих местах, именуемых «сварочными постами».
Установки с применением вольфрамового неплавящегося электрода в среде аргона оборудуют такими элементами:
- источником тока — постоянного/переменного;
- горелкой либо комплектом последних, предназначенных для работы с разными токами;
- устройством, которое обеспечивает начальное возбуждение дуги либо стабилизирующим дугу тока (переменного);
- аппаратурой, управляющей сварочным циклом, а также его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
На сегодня, известны и новые методы аргонной сварки, которые создавались с целью расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений, а также для улучшения провара.
Инновационными считаются нынче работы пульсирующим током. При импульсе тока металл расплавляется, во время паузы кристаллизуясь.
Дуга с постоянной скоростью либо шагами перемещается, и эти перемещения синхронизируются с импульсами тока (сварочного).
Вместе с этим обеспечивается и действенное проплавление во всех без исключения положениях (пространственных), нечувствительность к небольшим недочетам, которые допустимы при сборке.
Такое снижение тока не допускает перегрева металла, и потому деформации в итоге практически исключаются.
Используется и подогрев проволоки (присадочной). Уточним, данная методика значимо влияет на производительность и потому купить аппарат аргонной сварки, использующий подобное усовершенствование — мечта многих.
Довольно эффективным способом получения швов без подреза при высоких скоростях сварки металла считают одновременное применение сразу нескольких электродов из вольфрама.
Ничего особенного для осуществления данных разновидностей процесса не нужно. Требуется всего лишь стандартное оборудование для аргонной сварки и так называемые дополнительные блоки.
Самым востребованным устройством для аргонной сварки, которое успешно применяется и на производстве, и в быту, выступает инверторный аппарат.
Отметим, что цена аппарата аргонной сварки относительно невелика, в отличие от услуг профессиональных сварщиков-аргонщиков.
Потому применение подобного инвертора — оптимальный вариант, т.к. разобраться с его принципом работы может и начинающий сварщик, а при необходимости часто проводить сварочные работы подобного типа гораздо выгоднее освоить все премудрости данного процесса своими силами.
Делаем своими руками
Чуть выше мы выяснили, что аргонная сварка своими руками – это выгодно и вполне возможно. Рассмотрим, что же представляет собой схема аргонной сварки своими руками.
Если приобретен инверторный сварочный аппарат либо трансформаторный аналог для аргонной сварки, то составить полный комплект можно посредством:
- горелки;
- баллона с аргоном;
- редуктора и клапана газа;
- сварочной маски.
Аргонная сварка своими силами предполагает, и знание основных правил, которые необходимо соблюдать при использовании инертного газа — аргона.
При применении неплавящегося электрода, его нужно держать по возможности ближе к поверхности конструкции, которая варится. Это позволяет получать дугу с минимальными параметрами.
Помните, что увеличение дуги, как правило, приводит к снижению глубины проплава и соответственно росту ширины шва. В свою очередь это приводит к значительному снижению качества соединений (сварных).
Выполняя аргонную сварку, нужно постараться совершить всего лишь одно единственное движение вдоль шва. Перпендикулярные шву перемещения в данном случае крайне нежелательны.
Если все выполняется верно, то в итоге получаем и эстетичное, и прочное соединение. В этом, собственно и кроется качественное отличие данной технологии от сварки электродами покрытыми.
Важным условием хорошей сварки является контроль за тем, чтобы сам электрод, а также присадочная проволока ни в коем случае не выходили за границы газовой защитной зоны.
Желательна плавная подача проволоки, в первую очередь, для того, чтобы избежать разбрызгивания металла.
Проволоку при работе с вольфрамовым электродом подают впереди горелки. Напомним, поперечные колебания не допустимы.
Заварку кратера при окончании работы производят при понижении силы тока посредством реостата. Не допустимо завершать процесс сварки обрывом дуги, попросту отводя горелку.
Такой прием снизит защиту шва. Подача газа может быть прекращена лишь через 10 секунд после завершения сварочных работ.
Если говорить о начале подаче газа, то временной период составляет, как минимум 20 секунд до начала выполнения работ.
Следует помнить и о том, что перед началом работ, все поверхности свариваемых конструкций обязательно очищают и от жира, и от грязи посредством механических (химических) методов, а также проводят обезжиривание.
Цены на услуги и оборудование
Услуги аргонной сварки (профессиональные) сегодня совсем не дешевы. Что говорить, если цена за сантиметр аргонной сварки колеблется в диапазоне от 25 и до 100 рублей (все зависит от мастерства сварщика, качества оборудования и нюансов предполагаемой работы).
Потому, такое решение, как купить аргонную сварку — вполне объяснимо. Тем паче, если человек настроен решительно и многое в этой жизни делает собственными руками…
Цена аргонной сварки, само собой, зависит от того, по какой именно технологии она будет производиться, и какому именно мастеру вы доверите, несомненно, ответственное мероприятие.
Так, к примеру, для того чтобы максимально удешевить данный процесс наиболее рациональным решением будет купить аргонную сварку для алюминия.
Хотя, справедливости ради, стоит заметить, что с экономической точки зрения подобный выбор оправдан лишь в одном случае — если необходимость производить сварку у вас возникает действительно часто.
В противном случае цена аргонодуговой сварки для вас более доступной будет (при единоразовой необходимости), если вы поручите ее профессионалу.
Аппараты для аргонодуговой сварки (TIG)
Аппарат аргонодуговой сварки предназначен для выполнения работ неплавящимся электродом в среде защитного газа.
Сварка аргоном (сварка неплавящимся электродом)
Может выполняться на постоянном и переменном токах:
- в первом случае – для работ с «черными» и «нержавеющими» сталями,
- во втором – «черными», «нержавеющими» сталями, а также алюминия и его сплавами.
Благодаря низким значениям минимального сварочного тока (от 5 до 10 Ампер) установка аргонодуговой сварки позволяет качественно соединять очень тонкий металл.
Самый простой аппарат аргонодуговой сварки, например JASIC ARC 140 (J69), позволяет производить работы на постоянном токе, с использованием вентильной горелки, контактным способов возбуждения дуги.
Профессиональная сварка аргоном на постоянном токе
Производится, например, аппаратом JASIC TIG 200P (W212). Он уже оснащен высокочастотным (без касания) поджигом дуги и может работать в импульсном режиме, что позволяет производить качественную заварку кратера путем плавного нарастания и спада тока.
Для выполнения самого широкого спектра работ, в том числе с алюминием, рекомендуется установка аргонодуговой сварки серии JASIC TIG P AC/DC. Аппараты данной серии оснащены полным набором специальных функций:
- Цифровой дисплей, 2- и 4-тактный режимы работы.
- Доступны AC/DC, импульсный, TIG и MMA типы сварки.
- Высокочастотное возбуждение дуги «HF».
- Электрический ток может регулироваться ножным управлением.
- Функция подачи газа до начала сварки и в конце (таймер).
- Функция плавного нарастания сварочного тока (в начале сварки).
- Функция плавного снижения сварочного тока (заварка кратера) и т. д.
Более подробную информацию по теме – сварка неплавящимся электродом, вы можете получить у специалистов нашей компании позвонив по телефонам: +375 29 387-01-01, +375 17 387-01-01.
.38303e597a499e066636dfd2fa212b2d837.jpg)
Применяется для аргонодуговой сварки постоянным током (TIG) и ручной дуговой сварки покрытым электродом (ММА).
Входное напряжение сети 220±15%В
Диапазон сварочного тока: ММА: 10-160А / TIG:10-180А
Maксимальная потребляемая мощность: 6,6 кВА
Вес 7,2кг

