

Сварочные аппараты виды и типы
Какие бывают виды и типы сварочных аппаратов
 Сварка является популярным видом соединения компонентов из металла. Данный метод стал массово распространенным чуть больше ста лет назад. Но в наши дни применяется во многих отраслях народного хозяйства, от производства современной электроники до возведения крупногабаритных конструкций. Так как состав металлов может быть разным, для получения качественных сварочных швов придумали и реализовали разные типы сварочных агрегатов. Давайте ознакомимся с тем, какие бывают сварочные аппараты, проанализируем достоинства и минусы каждого из них.
Сварка является популярным видом соединения компонентов из металла. Данный метод стал массово распространенным чуть больше ста лет назад. Но в наши дни применяется во многих отраслях народного хозяйства, от производства современной электроники до возведения крупногабаритных конструкций. Так как состав металлов может быть разным, для получения качественных сварочных швов придумали и реализовали разные типы сварочных агрегатов. Давайте ознакомимся с тем, какие бывают сварочные аппараты, проанализируем достоинства и минусы каждого из них.
Типы сварочных аппаратов
 Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Трансформаторы
 Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Особенность аппаратов этого типа — переменный ток около выхода, что приводит к разбрызгиванию металлов и снижению качества швов. Для проведения сваривания цветных металлов, повышения качества горения дуги, к структуре необходимо будет добавить ряд массивных и громоздких компонентов. Сам трансформатор занимает много места, имеет значительный вес. Для проведения работ понадобятся специальные электроды, а сам сварщик должен обладать немалым опытом.
Коэффициент полезного действия около 90%, но значительная часть энергии уходит на нагрев. Охлаждается агрегат посредством нескольких вентиляторов с неодинаковой мощностью, так как необходимо уменьшить температуру аппарата весом в несколько десятков либо сотен килограмм.
Устройства такого типа в наше время используются не настолько часто, как раньше, но определенный спрос имеется, чему способствуют низкая стоимость, надежность и долговечность. Трансформаторы идеально подходят для работы с низколегированными типами стали.
Выпрямители
Выпрямители для сварки можно считать усовершенствованными трансформаторами. В сварочных швах, полученных их посредством, практически отсутствуют недостатки, связанные с использованием переменного тока. В состав таких устройств входят:
 Трансформатор.
Трансформатор.- Диодный блок (выполняет роль выпрямителя).
- Компоненты для регулировки.
- Элементы запуска.
- Защитный блок.
Переменный ток не только меняет уровень напряжения, но и будет преобразован в постоянный. Дуга получится ровной и устойчивой, что приведет к снижению разбрызгивания металла и улучшению качества швов. Работать можно, используя электроды любого типа.
Сфера их применения значительно шире: посредством выпрямителей соединяются не только низколегированные стали, но и цветные металлы, чугун, нержавейка (с применением соответствующих электродов). При подключении электродов не стоит забывать о параметре полярности постоянного тока. Некоторые работы следует выполнять на обратной полярности (к примеру, соединение алюминия).
Большинство производителей сократили изготовление агрегатов подобного вида. Но среди профессионалов сварочного дела они пользуются достаточно активно. К недостаткам можно отнести значительный вес, необходимость опыта работы, заметная «просадка» напряжения при проведении работ. Плюсы — небольшая цена, долговечность, хорошее качество швов.
Полуавтоматы
Сварочные аппараты полуавтоматического типа работают в среде инертных либо активных газов. Устроены более сложно, но на удобности пользования этот факт не отражается. Чаще всего их применяют для ремонта кузовов автомобилей, достаточно широко используются и для бытовых нужд, а также в частных хозяйствах.
В состав конструкции входят:
- Трансформатор.
- Выпрямитель.
- Привод, подающий проволоку.
- Газовый баллон.
- Рукав с горелкой.
Элементы свариваются благодаря проволоке, которая плавится в электродуге и располагается в среде защитных газов. Ток регулируется ступенчато, может регулироваться и скорость подачи самой проволоки. Соотношение данных параметров определяет рабочий режим.

В зависимости от модификации полуавтоматы могут работать:
- Исключительно с газом.
- Как с газом, так и без него (можно переключать).
- Без газа.
Если сварка будет происходить без использования газа, следует приобрести специальную проволоку (флюсовую). Ее отличие от обычной в том, что в составе содержится не только металл, но и флюс. Когда горят составляющие флюса, формируется облако из защитного газа, предотвращающее дальнейшее окисление. Кроме того, флюсовые компоненты способствуют приданию металлу необходимых параметров, дуга обретает повышенную стабильность. Здесь не нужно газовых баллонов, но проволока стоит недешево.
При работе с разными металлами применяют разные газы — углекислый при сваривании железа, аргон с углекислотой — при сварке стали, аргон — для алюминия.
Подобные агрегаты отличает хорошая производительность, на выходе получаются качественные швы при соединении разных металлов. К недостаткам можно отнести разбрызгивание металлических частиц и значительный расход материалов.
Инверторы
 Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Использование такой технологии позволило уменьшить размеры трансформатора, повысить качественные свойства дуги, оптимизировать КПД, свести к минимуму разбрызгивание металла.
В состав входят:
- Силовой трансформатор.
- Блок электросхем.
- Дроссель-стабилизатор.
Аппараты для аргонодуговой сварки
Для работы используют специальные вольфрамовые электроды, в качестве защитного газа выступает гелий либо аргон. Устройство составлено из:
 источника, обеспечивающего беспрерывное получение тока;
источника, обеспечивающего беспрерывное получение тока;- приспособления для регулировки тока;
- набора горелок, используемых при разном уровне напряжения;
- управляющей схемы для координации сварочных циклов и защиты;
- стабилизирующего устройства для выпрямлений дуги.
Данные агрегаты используют для соединения цветных металлов.
Знание того, каким бывает сварочный аппарат, виды и типы, можно осуществить правильный выбор. Когда в автомастерских или на больших производствах потребуются профессиональные аппараты, то для домашнего мастера вполне хватит небольшого и недорогого устройства.
Виды сварочных аппаратов

 Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Трансформаторы
Трансформатор является наиболее традиционным видом электрического сварочного аппарата. Одновременно он один из самых простых по конструкции. Основным элементом конструкции этого типа сварочников служит понижающий трансформатор, преобразующий напряжение электросети до значения, необходимого для сварки. Сила тока при этом изменяется с помощью разных методик, наиболее известный — смещение одной обмотки относительно второй. По мере изменения промежутка между обмотками меняется ток.
Особенностью сварочных трансформаторов считается переменный ток на выходе, что приводит к заметному разбрызгиванию металла и ухудшению качества швов. Чтобы проводить сварку цветных металлов, повысить качество горения дуги, в структуру аппарата нужно добавлять достаточно массивные и громоздкие компоненты. Основной элемент — трансформатор — также не отличается компактностью и малым весом. При использовании аппарата для производства серьёзных работ необходимы специфические (для переменного тока) электроды и немалый опыт сварщика.
КПД прибора достаточно высокий, достигает 90%, однако часть энергии тратится на нагрев. Охлаждение осуществляется при помощи вентиляторов разной мощности, поскольку требуется охлаждать агрегат весом в несколько десятков, а иногда и сотен килограммов. Применение этого вида сварочных аппаратов сегодня сокращается, но они всё же пользуются спросом, из-за низкой стоимости, надёжности и долговечности. Используются трансформаторы для сварки низколегированных типов стали.
![]()
![]()
Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.

Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.

Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.

Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.

Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.

Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.

Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение.

Плазменная сварка
Плазменная сварка (резка) металлов — операция, в ходе которой происходит расплавление металла потоком плазмы. Плазма — это газ, в составе которого содержатся заряженные частицы, проводящие электрический ток. Газ ионизируется путём нагрева дугой, выходящей из плазмотрона. Чем более высокую температуру будет иметь газ, тем выше ионизация. Температура дуги в аппаратах плазменной сварки достигает десятков тысяч градусов.
Технология такая: к горелке в быстром темпе подаётся газ и электрический ток для формирования дуги. Резка происходит не только из-за расплавления металла, но и за счёт того, что скоростной ионизированный поток вымывает металл из зоны действия плазмы.

Кроме знания того, какие бывают сварочные аппараты, при выборе следует учитывать потребности пользователя. И если в автомастерской или на производстве может понадобиться профессиональный аппарат, то для бытовых нужд достаточно недорогого прибора.
Выбираем сварочный аппарат
Сварочные аппараты: виды и методы сварки

Что такое электросварка и зачем нужен сварочный аппарат – сегодня понимает каждый школьник. А вот какие процессы скрываются за сиянием электрической дуги – известно не каждому. Стоит остановиться на этом вопросе подробнее, потому что именно тонкостями сварочного процесса отличаются различные виды электросварки и, соответственно, виды сварочных аппаратов.

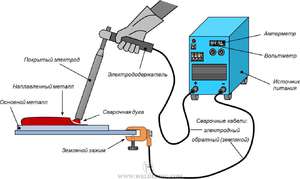
Основными участниками процесса являются:
- Сварочная ванна – участок расплавленного металла, при остывании которого образуется сварочный шов. При сваривании деталей необходимо, чтобы сварочная ванна находилась в непосредственном контакте с обеими деталями. Сварочную ванну необходимо обеспечить источником металла – как правило, металла свариваемых деталей для образования качественного шва недостаточно. Чаще всего источником металла служит плавящийся электрод, но в некоторых случаях используется дополнительный металл, например, обрезки проволоки, вносящиеся в область действия электрической дуги.
- Слой защитного газа. Расплавленный металл мгновенно вступает в реакцию с кислородом атмосферы, образуя пленку окислов. Наличие такой пленки многократно снижает качество шва, а то и вообще делает процесс сварки невозможным. Поэтому сварочную ванну необходимо защитить слоем инертного (не вступающего в реакцию с металлом) газа. Есть два метода формирования защитного слоя. В первом случае газ подается к точке сварки по шлангу из баллона, во втором случае – газ образуется при сгорании покрытия электрода.
- Электрическая дуга – участок ионизированного воздуха между катодом и анодом. Для образования качественного шва необходима стабильная дуга с определенной, соответствующей применяемому электроду, силой тока в ней. Если сила тока будет выше, металл электрода начнет гореть, если ниже – дуга погаснет.
- Катод и анод – положительный и отрицательный полюса, между которыми и возникает электрическая дуга. Чаще всего одним из полюсов является электрод сварочного аппарата, вторым – одна или обе свариваемые детали, ток на которые подается от сварочного аппарата с помощью зажима.
Все многообразие представленных на рынке сварочных аппаратов делится на несколько видов по способу сварки и по способу преобразования электроэнергии. По способу сварки разделяют MMA, MIG/MAG и TIG. По способу преобразования – сварочные трансформаторы, выпрямители и инверторы. Рассмотрим все эти виды подробнее.
Способ преобразования электроэнергии.

Сварочный трансформатор представляет собой простой силовой трансформатор, понижающий напряжение питающей сети с 220 (или с 380 – для трехфазного тока) до пригодных для сварки 50-90 вольт. Простота конструкции является залогом невысокой цены и надежности этого инструмента: он крайне неприхотлив, долговечен и надежен. Только сильная перегрузка (работа в режиме короткого замыкания) может вывести инструмент из строя. Но даже в этом случае (если в нем есть хотя бы минимальная защита от перегрева) его можно будет быстро отремонтировать своими силами.
Минусов у сварочного трансформатора тоже хватает: низкочастотный силовой трансформатор должен обладать солидным сердечником и иметь внушительное сечение проводов вторичной обмотки. И чем на больший ток рассчитан такой трансформатор, тем больше будут упомянутые величины, и, соответственно, вес трансформатора. Самые легкие модели будут весить от 20кг, при этом выдаваемый ими ток не позволит использовать электроды толщиной больше 4мм и сваривать крупные детали.
Регулировка выходного тока производится механически, перемещением по сердечнику вторичной обмотки (чем ближе вторичная обмотка к первичной, тем выше ток). Точность такой регулировки невысока, но большей для этого вида сварочных аппаратов и не требуется, поскольку на качество шва здесь точность установки тока влияет слабо. Главным минусом сварочных трансформаторов является переменный выходной ток: катод и анод меняются местами с частотой 50Гц, поэтому дуга «мерцает», скачет по свариваемому материалу и в целом нестабильна. Это сильно усложняет сварку, делает практически невозможным создание тонких аккуратных сварных швов и требует от сварщика большого опыта и хорошей реакции. Впрочем, в одном-единственном случае этот минус обращается в плюс: варить алюминиевые сплавы рекомендуется именно переменным током.
Кроме вышеперечисленного, трансформатор создает большую нагрузку на питающую сеть. Если вы подключаете трансформатор к промышленной трехфазной сети 380В, об этом можно не беспокоиться. А вот включить трансформатор в розетку в многоквартирном доме, возможно, просто не получится – выбьет вводной автомат, поскольку многие такие сети рассчитаны на единовременное подключение нагрузки не более 5кВА. Даже сеть на такие нагрузки и рассчитана – соседи будут смотреть на вас косо, поскольку с началом сварки во всем доме начнет выключаться бытовая техника, и «заморгают» лампочки. Владельцы дачных участков и хозяева частных домов наверняка тоже знакомы с этим явлением: замерцали лампочки и защелкали реле стабилизаторов – значит, сосед занялся сваркой.
Еще один минус: выходной ток и напряжение сварочного трансформатора сильно зависят от характеристик входного напряжения. Если оно ниже стандарта, ток на выходе также будет ниже ожидаемого. А если входное напряжение «скачет» (например, сосед как раз в это время тоже решил что-то приварить) – варить не получится вообще.

Сварочные выпрямители, фактически, являются теми же трансформаторами, но с дополнительным выпрямителем на силовых полупроводниковых элементах. В результате на выходе выпрямителя получается постоянный ток, обеспечивающий высокое качество шва и удобство сварки. На случай если вдруг потребуется варить переменным током, выпрямитель обычно имеет и такой выход. Сохранив надежность и неприхотливость сварочных трансформаторов, выпрямители обладают все теми же минусами: большой вес, большая нагрузка на сеть, зависимость от входного напряжения. Кроме того, выпрямители заметно дороже трансформаторов.

Сварочные инверторы.В этих аппаратах сначала производится частотное преобразование: частота входного напряжения повышается до десятков килогерц, затем, компактным высокочастотным трансформатором, производится снижение напряжения до 50-90 Вольт. Далее напряжение стабилизируется и выпрямляется. В результате на электроды поступает стабильный постоянный ток, напряжение и сила которого практически не зависят от характеристик входного напряжения (впрочем, до определенных пределов – при сильном падении входного напряжения электроника инвертора просто откажется работать). КПД инверторов очень высок и не зависит от используемой силы тока. Поэтому, если не применять толстые (5-6мм) электроды, можно спокойно, не опасаясь гнева соседей и выбивания автоматов, варить, запитав инвертор от любой розетки.
Инверторы компактны, вес их невелик и неудивительно, что в сравнении с ними выпрямители и, тем более, трансформаторы выглядят довольно непривлекательно.
Раньше основным недостатком инверторов была высокая цена, но большой спрос на этот вид сварочных аппаратов сделал свое дело и сегодня простой инвертор китайского производства стоит даже дешевле среднего трансформатора. Впрочем, в этом случае, гнаться за дешевизной не стоит: электронная начинка инверторов сложна, боится пыли и влаги, а при выходе из строя зачастую неремонтопригодна. Покупка дешевого инвертора от малоизвестного производителя связана с высоким риском скорого его выброса на свалку. Тем более что дорогие модели могут обладать некоторыми дополнительными – и совсем небесполезными – опциями. Поскольку весь процесс преобразования в инверторах управляется электроникой, возможности по контролю сварочных процессов в этих аппаратах значительно возрастают.
Способ сварки.

MMA. Ручная сварка плавящимся штучным электродом, покрытым обмазкой. Обмазка при сгорании образует шлако-газовую защиту шва, затрудняя доступ кислорода к сварочной ванне. Плюсами этого метода является его простота и возможность использования электродов любой толщины. Минус: шлак хрупок и подвержен окислению и после остывания сварочной ванны необходимо счистить. Если шов делается в несколько проходов, шлак необходимо счищать после каждого прохода, иначе прочность шва упадет в разы. Различают MMADC и MMAAC виды сварок – постоянным и переменным током соответственно. При выборе электродов на это следует обратить внимание: варить «неправильными» электродами может оказаться сложно или даже вообще невозможно. Также пристальное внимание на выбор электрода надо обратить при сварке металлов, отличных от железа – может потребоваться специальный электрод.

MIG/MAG. Сварка плавящимся электродом в среде инертного (MIG) или активного (MAG) защитного газа. Возможна сварка как черных, так и цветных металлов. Как правило, подача электрода (проволоки) осуществляется автоматически из мотка, находящегося в сварочном аппарате, поэтому варить такими аппаратами очень удобно. Минус: толщина электрода невысока и для сваривания толстостенных деталей такой способ неприменим. Зато для тонкостенных деталей этот метод не имеет равных по качеству шва. Для сварки же листов тоньше 1 мм это единственный применимый метод.

TIG. Сварка тугоплавким электродом в среде инертного газа. Применяется для сварки цветных металлов. Поскольку сам электрод не плавится, источником металла для шва обычно являются куски проволоки, вносимые в зону плавки. Плюс – возможность использования электродов разной толщины, что позволяет сваривать крупногабаритные детали.
Общие характеристики сварочных аппаратов.

Число фаз.Аппарат, рассчитанный на работу в промышленной трехфазной сети, будет невозможно использовать в домашних условиях. Исключение составляют некоторые модели сварочных трансформаторов, которые можно использовать в любой сети – просто нужно повернуть соответствующий переключатель.
Максимальный сварочный ток.Одна из важнейших характеристик аппарата – чем выше ток может дать аппарат, тем больший диаметр электрода можно в нем использовать и тем более толстый металл можно варить.
Ориентировочная таблица соответствий токов сварки.
Какие бывают сварочные аппараты: виды, характеристики, особенности эксплуатации
Сборка металлических конструкций с помощью сварочного оборудования во многих случаях предпочтительнее метода фиксации посредством крепежных элементов. Взаимопроникновение расплавленного металла дает прочное соединение.
Монтаж с использованием заклепок, болтов, специальных механизмов уместен при необходимости обеспечить замену детали, при ремонте, регламентных работах. Информация о том, какие бывают сварочные аппараты, в чем особенности их эксплуатации, поможет сделать правильный выбор при покупке.
Трансформаторы
Принцип работы основан на понижении входящего напряжения до уровня, необходимого для создания устойчивой дуги. Трансформатор, основная деталь оборудования, имеет две обмотки: первичную и вторичную. Какие бывают сварочные аппараты этого типа?
Напряжение регулируется двумя способами. Первый — это амплитудный метод, когда обмотки смещаются относительно друг друга физически. Делается это с помощью специального механизма.
Самое простое решение заключается в разделении обмотки на несколько частей, подключая/отключая которые добиваются нужного напряжения. Второй — фазное регулирование, которое обеспечивают тиристоры. Более производительный способ, дающий возможность регулировать ток по многим характеристикам.
Выпрямители
Эта категория является эволюционным развитием трансформаторного оборудования. В схеме аппарата есть диодный блок, преобразующий переменный ток в постоянный. Создаются более благоприятные условия для поддержания дуги. Она более устойчива, ровная.
Наблюдается заметное снижение разбрызгивания металла. В работе можно использовать любые типы электродов. Выпрямитель более универсален по сравнению с трансформаторным аналогом. Возможна работа не только с черными, но и с цветными металлами. Меняя полярность получают иные характеристики аппарата, например, для сварки алюминия.

Хорошее качество швов, доступная цена, надежность оборудования делают его популярным среди профессионалов и домашних мастеров. К минусам можно отнести немалый вес аппарата, необходимость иметь навыки работы с ним и сильное влияние на подающую сеть в которой отмечаются скачки напряжения.
Полуавтоматы
Стабильно увеличивающаяся по количеству проданных аппаратов категория. Принцип работы основан на особенностях поведения металла в среде защитного газа. Традиционного электрода при этом нет.
Его роль играет проволока, которая может быть обычной или флюсовой, с добавкой веществ улучшающих качество сварки. В качестве среды используется аргон, углекислый газ. Принято делить оборудование на следующие группы:
- аппарат с принудительной подачей газа;
- оборудование с возможностью отключения подачи газа;
- аппарат без газа, который работает только с флюсовыми электродами, создающими с процессе работы защитный слой над местом сварки.

Полуавтоматы широко используются в домашнем хозяйстве, на крупных предприятиях, станциях технического обслуживания автомобилей. Тонкая регулировка позволяет сваривать металл толщиной менее 1 мм с хорошим качеством.
Эксплуатация аппарата требует знаний, но необходимости иметь устойчивые навыки управление дугой, как в работе с трансформатором нет. Нужно четко следовать рекомендациям инструкции и советам специалистов.
Инверторы
Наиболее динамично развивающаяся категория. Привлекает простота использования. Производители предлагают оборудование инверторного типа с оптимальными пользовательскими характеристиками. Время обучения для успешного пользования минимально.
Сам сварочный аппарат небольшой, относительно легкий и сегодня его можно купить по ценам сравнимым с аналогами, работающими по иному принципу, хотя разница с цене есть, но не такая значительная, какая была на первые образы оборудования этого класса. Конфигурация инвертора следующая:

Аппарат инверторного типа мобилен. Высокое КПД и минимальное потребление энергии делают возможным подключение его к бытовой сети. Популярность оборудования стала возможной после того, как производители технологически устранили недостатки, характерные для первых моделей оборудования.
Сегодня инверторы считаются самым удобным аппаратом для бытового использования, имеют высокий класс надежности. Поэтому имеют его сегодня и частные мастера, и небольшие производственные, сельскохозяйственные предприятия.
Чаще всего при консультации в торговой точке с менеджером, на вопрос — Какие бывают сварочные аппараты для домашнего использования? — можно услышать следующий ответ — Инверторы.
Аргонодуговой сварочный аппарат
Оборудование относят к специальному классу. Разрабатывалось оно для качественной сварки цветных металлов, хотя и для сплавов на основе железа оно тоже используется.
Узкая специализация техники ограничивает использования ее в частном хозяйстве, но аппаратов бытового класса в продаже много. По конфигурации они не отличаются от профессиональных аналогов и состоят из следующих элементов:
- источник постоянного (предпочтительнее) или постоянного тока;
- газовый редуктор;
- специальная горелка;
- осциллятор, который преобразует ток в импульсы высокой частоты для возникновения бесконтактной дуги.

Характерной особенностью аргонодугового аппарата является неплавящийся электрод. В большинстве случаев об сделан из вольфрама, который имеет значительный ресурс и при длительном пользовании может быть заменен на новый.
Устойчивая дуга в среде аргона, реже гелия, дает возможность работать со сплавами, сварка которых в иных условиях невозможна, поскольку содержащийся в воздухе кислород создает окислительную пленку, амальгаму.
Аппарат для точечной сварки
Для отдельных операций при сборке конструкций такой вид оборудования становится очень востребованным. Аппарат имеет характерную форму: два электрода расположены в одной плоскости и при работе нагревают заранее зафиксированные детали и деформируют их в точке соприкосновения, что и стало причиной названия этого класса оборудования.
Происходит это за доли секунды. Электрический высокочастотный импульс тока плавит металл на небольшой площади, без образования окалины, обжига, перегрева детали. По этой причине сборку часто делают даже из деталей, покрытых лакокрасочными составами.
Аппарат для газовой резки и сварки
Класс оборудования, использующих не электричество в качестве плавления металла, а газ. Привычная модификация ацетиленового аппарата с использованием карбида кальция сегодня уступает место более совершенному оборудованию со сжиженным газом в баллонах, хотя и продолжает успешно эксплуатироваться в частных хозяйствах и организациях ЖКХ.
Не зависимо от способа подачи носителя энергии, оборудование делится на три категории:
- Сварочное. Используется специальная горелка. Редуктор ограничивает подачу газа, оптимальную для сварки. Резку делать таким аппаратом не резонно, слишком долго.
- Универсальное. Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.
- Резаки. Предназначены для разделки крупных конструкций на отдельные части. Горелка особой формы, длиной до метра и более. Мощная подача кислорода и газа выдувает расплавленный метал.
Видео: Как правильно выбрать сварочный аппарат
Газовое оборудование имеет свои плюсы и минусы. К преимуществам относят: дешевизну, медленный нагрев и остывание металла, иногда эта особенность нужна, возможность полностью контролировать время обработки с помощи мощности пламени.
Шов отличается высоким качеством при соответствующей квалификации мастера. К тому же газовой горелкой можно не только варить металл, но и закалять, отпускать его. К недостаткам относят длительность процесса, достаточно большую площадь нагрева, взрывоопасность.
Плазменная сварка
Современный способ соединения, резки металла. В быту используется мало, а вот при производстве изделий из высокопрочных, нержавеющих сталей этот способ стал очень востребованным. Температура в сопле плазмы достигает 30 000 °C.
Это позволяет на ограниченной площади быстро производить сварку высокой точности. Незаменима технология плазменной сварки при работе с металлами значительной толщины. Использование метода многократно сократило время операции по отношению к другим видам оборудования.

Оборудование достаточно дорого и в частных руках его не много. Какие бывают виды сварочных аппаратов этого типа? Конструктивно варить можно как дугой, так и плазменной струей.
В обоих случаях необходим инертный газ для создания среды и неплавящийся электрод. По мощности аппараты бывают трех видов: микроплазменные (0,1-25 А) средние (25-150 А) и оборудование на больших токах (свыше 150 А).
Информация о характеристиках основных видов сварочного оборудования поможет определиться, какой аппарат будет наилучшим в конкретной ситуации. Для домашнего пользования не обязательно покупать дорогостоящую профессиональную технику.
По базовым показателям бюджетные модели мало уступают специальным аналогам. Главным отличием становится время непрерывной работы. Профессиональное оборудование может работать часами, в отличие от простых аналогов. Понимая, какие бывают сварочные аппараты, какими характеристиками они обладают, сделать правильный выбор намного легче.

