

Сварочный аппарат foxweld мастер 202 характеристики
Сварочный аппарат Foxweld Master 202
 В наше время использование сварочного аппарата в быту стало вполне обычным делом. Если раньше сварка даже для простейших бытовых целей была делом профессионалов. Сейчас уровень развития технологий сварочных аппаратов достаточно высок, чтобы можно было провести все работы в домашних условиях. Специальное образование для овладевания искусством сварки также необязательно, т. к. для успешного выполнения простых сварных швов достаточно ознакомиться с небольшим объёмом информации и овладеть небольшими практическими навыками сварки.
В наше время использование сварочного аппарата в быту стало вполне обычным делом. Если раньше сварка даже для простейших бытовых целей была делом профессионалов. Сейчас уровень развития технологий сварочных аппаратов достаточно высок, чтобы можно было провести все работы в домашних условиях. Специальное образование для овладевания искусством сварки также необязательно, т. к. для успешного выполнения простых сварных швов достаточно ознакомиться с небольшим объёмом информации и овладеть небольшими практическими навыками сварки.
Одним из самых лучших решений для бытовой сварки будет приобретение сварочного аппарата инверторного типа Foxweld Master 202. Как им правильно пользоваться и что из себя представляет сам сварочник, покажем и расскажем ниже.
Сварочник Foxweld Master 202
Сварочник Foxweld Master 202 − полупрофессиональный аппарат китайского производства для использования в бытовых условиях, имеет компактные размеры и достаточно прост в обслуживании и эксплуатации. Считается отличным выбором в своей ценовой категории. Приведём основные характеристики сварочника.

 Напряжение питания обычное сетевое 220 В, 50 Гц (в паспорте написано разброс по питанию от 180 В до 240 В).
Напряжение питания обычное сетевое 220 В, 50 Гц (в паспорте написано разброс по питанию от 180 В до 240 В).- Пределы сварочных токов от 20 до 200 А.
- Коэффициент мощности или так называемый косинус фи (cos φ) равен 0,93.
- Напряжение холостого хода составляет 62 В.
- Обладает классом изоляции F.
- Соответствует классу защиты IP21.
- Масса 8 кг.
- Габариты 370×150×230 миллиметров.
При продаже в комплекте с самим инвертором мастер 202 идут следующие позиции:
- Руководство по эксплуатации сварочного аппарата.
- Кабели питания, провод заземления и силовые провода.
- Ремешок для транспортировки сварочника.
У инвертора есть несколько специальных особенностей, обеспеченных внутренней электроникой.
- Hot start (перевод с англ. горячий старт) — функция, обеспечивающая лёгкий поджиг сварочной дуги при включении.
 Antistick (перевод с англ. антиприлипание) — функция, предотвращающая залипание электрода.
Antistick (перевод с англ. антиприлипание) — функция, предотвращающая залипание электрода.- Arc force (перевод с англ. форсирование дуги) — высокие показатели по вольт—амперной характеристике.
- Схематически обеспечена система защиты от перенапряжения, прибор просто отключится без последствий для внутренних компонентов.
- Защита от перегрева − после длительной работы и перегреве сварочника электроника автоматически отключит аппарат, но вентилятор продолжит работу. После достаточного охлаждения индикатор на передней панели покажет, что устройство опять готово к работе.
- Питание может обеспечиваться и за счёт дизельных генераторов, т. е. работать как на переменном, так и на постоянном токе.
Гарантийный срок при покупке в магазине составит около 1 года.
Как правильно подключить инвертор
Перед тем как приступить к эксплуатации прибора, необходимо проверить на целостность все входящие комплектующие. Внешним осмотром проверить на целостность силовые кабели и кабель заземления. Убедиться, что кабели надёжно состыкованы с прибором. Осмотреть вентилятор, в нем не должно быть никаких засоров и лишних предметов. Если работы проходят в закрытом помещении, необходимо обеспечить постоянный приток свежего воздуха.
 После включения ни в коем случае нельзя накрывать прибор любыми материалами, тем более с плотной структурой. Могут произойти случаи, когда по каким-либо причинам силовые провода вышли из строя, износились или вовсе пропали. Для изготовления новых вам обязательно понадобиться выбрать сечение токопроводящих частей провода. Если длина проводов будет составлять меньше 5 метров, сечение надо выбрать не менее 16 квадратов. Если хотите увеличить длину силовых проводов, выбирайте сечение 25 квадратов.
После включения ни в коем случае нельзя накрывать прибор любыми материалами, тем более с плотной структурой. Могут произойти случаи, когда по каким-либо причинам силовые провода вышли из строя, износились или вовсе пропали. Для изготовления новых вам обязательно понадобиться выбрать сечение токопроводящих частей провода. Если длина проводов будет составлять меньше 5 метров, сечение надо выбрать не менее 16 квадратов. Если хотите увеличить длину силовых проводов, выбирайте сечение 25 квадратов.
Нельзя перепутать полярность стержней перед подключением (полярность указана в инструкции к ним). Заземляющий зажим имеет маркировку «минус», а зажим электродержателя — «плюс». Заземляющий зажим должен быть расположен максимально близко к месту проведения работ.
Обязательно проверить напряжение сети, приходит ли оно на инвертор и какой оно величины. Индикация есть на панели сварочника, а индикатор питания указывает на готовность прибора к работе.
После всех необходимых проверок переводим переключатель в режим дуговой сварки (тумблер ММА). После надо выбрать величину тока, необходимого и достаточного для проведения сварочных работ при заданных условиях и требованиях.
По завершении сварочных работ обязательно выключить прибор и изъять рабочий стержень из зажимов.
Сварочный аппарат мастер 202 способен работать в режиме аргонодуговой сварки на постоянном токе или так называемой ТИГ-сварке. Для этого необходимы специальные вольфрамовые электроды и выполнение ряда действий:
- Закрепить заземляющий провод на деталь, с которой будет проводиться работа.
- Кабель от горелки прикрепить к минусовому контакту.
- Шланг подключить к баллону с аргоном через редуктор для регулирования давления подачи газа.
 Для разных токов работ надо подобрать определённый диаметр вольфрамовых стержней. Причём чем больше ток, тем больше должно быть сечение стержня. При токах от 10 до 200 А диаметр стержня должен составлять 2 мм, 60−150 А — 1,6 мм и до 80 А — 1 мм.
Для разных токов работ надо подобрать определённый диаметр вольфрамовых стержней. Причём чем больше ток, тем больше должно быть сечение стержня. При токах от 10 до 200 А диаметр стержня должен составлять 2 мм, 60−150 А — 1,6 мм и до 80 А — 1 мм.
Возгорание дуги происходит после соприкосновения стержня с деталью и постепенным отводом его от детали. Далее происходит непосредственно сварка. Прекращение работы производится путём увеличения расстояния между горелкой и деталью, при этом отключение подачи газа происходит по прошествии 5−6 секунд после завершения сварки.
Частые проблемы и их решение
Приведём примеры простых неполадок, в более сложных случаях лучше сразу отдать прибор в ремонтную службу. Например, если перестала гореть лампочка готовности к работе или появились лёгкие удары электрическим током. При запахе гари из инвертора и, тем более, появлении дыма из прибора лучшим решением будет обратиться к специалисту.
 Часто при отключении сетевого автомата достаточно просто поменять пробки.
Часто при отключении сетевого автомата достаточно просто поменять пробки.- Не загорается дуга, однако при этом работает охлаждающий вентилятор и индикация готовности сварочника показывает, что с прибором все в порядке. Скорее всего, не выставлен ток, посмотрите на регулировку тока, она наверняка стоит в положении 0 А.
- Электрод стал «прилипать», в большинстве случаев ситуацию исправит либо увеличение тока, либо смена угла сварки со строго вертикального на угол 45 градусов к детали.
- Загорелся жёлтый индикатор, оповещающий о перегреве устройства − достаточно прекратить работу и подождать, пока прибор не остынет, и жёлтый сигнал погаснет. Это будет означать, что прибор снова готов к работе.
Достоинства и недостатки аппарата
 Из достоинств можно выделить его бюджетность, простоту использования, возможность поддерживать аргонную сварку. В дополнение сварочник достаточно легко ремонтируется. Вся электроника находится на одной плате, её простая замена решит любую, даже самую сложную, проблему с электроникой.
Из достоинств можно выделить его бюджетность, простоту использования, возможность поддерживать аргонную сварку. В дополнение сварочник достаточно легко ремонтируется. Вся электроника находится на одной плате, её простая замена решит любую, даже самую сложную, проблему с электроникой.
К недостаткам относят силовые кабели, они для наших климатических условий малопригодны. При низких температурах быстро дубеют, становятся абсолютно негибкими и неудобными в работе. Многие пользователи отмечают неудобный держатель для переноски. Аппарат довольно популярен в России, поэтому очень часто может оказаться, что ваш Foxweld Master 202 — подделка. Остерегайтесь подделок foxweld мастера 202.
Foxweld Master 202 – качественная ММА-сварка без проблем
Сварочный аппарат инверторного типа Foxweld Master 202 представляет собой устройство для полупрофессионального и бытового применения, отличающееся простотой обслуживания и эксплуатации.
1 Foxweld Master 202 – описание и общие характеристики
Данный инвертор китайского производства можно использовать для выполнения сварочных работ под навесом в условиях открытого воздуха, а также в любых помещениях, которые соответствуют требованиям пожарной безопасности. Агрегат работает по инверторной технологии контроля и преобразования тока для сварки. Он дает возможность выполнять электродуговую сварку постоянным током на высоком качественном уровне.
Инвертор Мастер 202 имеет массу 8 килограммов, компактные габариты (370х150х230 миллиметров), включает в себя одну силовую плату со сменяемыми самостоятельными управляющими модулями.
Наличие единственной платы гарантирует отсутствие сложностей при ремонте агрегата и высокий уровень надежности его эксплуатации при условии соблюдения всех требований производителя.

Устройство работает при напряжении в электросети от 205 до 235 В, использовать его можно и при 180 В (именно эту величину минимального напряжения указывает паспорт Master 202). Силовые модули аппарата функционируют на частоте свыше 80 килогерц, причем величина их отклика на команды составляет не более 500 миллисекунд. За счет этого сварочный агрегат характеризуется: легкостью розжига; равномерным проплавлением обрабатываемой поверхности; внешне безупречным сварочным швом; отличными показателями тока; каплеобразованием равномерной формы.
Сварочный ток устройства регулируется в широких интервалах (от 20 до 200 ампер), в процессе сварки холостой ход аппарата составляет 59 вольт. Безаварийная длительность включения Foxweld Master 202 при максимальном значении сварочного тока (200 ампер) составляет 60 процентов.
Инвертор располагает следующими особыми функциями и возможностями:
- “HOТ START”: функция, которая при старте сварочного процесса в автоматическом режиме увеличивает величину тока, что способствует легкости зажигания дуги;
- “ARC FORCE”: опция, регулирующая параметры тока, ориентируясь на конкретную длину сварочной дуги (данную функцию обычно называют “антизалипанием”, так как она практически на сто процентов исключает риск залипания сварочного стержня);
- интегрированная система термической защиты (автоматика);
- возможность подключения дизельных и бензиновых электрических станций для подачи напряжения на инвертор (автономное использование);
- механизм отключения агрегата при критическом скачке напряжений.

Последнее устройство предохраняет инвертор Мастер от перегрева и сгорания при изменении напряжения в сети, приостанавливает работу аппарата, о чем сигнализирует специальная лампа желтого цвета на его лицевой стороне. Вентилятор, выполняющий функцию охлаждения сварочного агрегата, при этом продолжает вращаться. Сварщику требуется лишь дождаться момента, когда желтый свет на индикаторе погаснет, после чего Foxweld Master 202 можно снова применять по назначению.
2 Подключение инвертора Мастер 202 и работа с ним
Сварочный аппарат перед началом эксплуатации должен быть проверен на целостность конструкции и отсутствие внешних повреждений. Устанавливать его следует таким образом, чтобы никакие посторонние предметы не перекрывали отверстия для вентиляции, расположенные в корпусе устройства. При этом в месте проведения работ (если речь идет о закрытых помещениях) необходимо обеспечить постоянный доступ чистого воздуха.
При эксплуатации запрещено накрывать инвертор плотными материалами, которые не позволят воздуху попадать в его охлаждающую систему. Диаметр провода для подключения агрегата к электрической сети обязан быть не менее 25 квадратных миллиметров при длине кабеля более пяти метров и не менее 16 квадратных миллиметров для кабеля протяженностью до пяти метров.

Мастер 202 в основном применяется для сварки по ММА-технологии, предполагающей использование стержней с любыми покрытиями (в том числе и электроды по алюминию). Он работает и на переменном, и на постоянном токе. Для начала эксплуатации устройства следует:
- Учитывая полярность стержней для сварки (указана в инструкции к ним), производят подключение инвертора к заземляющему зажиму (он имеет маркировку “минус”) и к электродержателю (“плюс”). При выполнении данной операции нужно предотвратить вероятность электроконтакта между указанными элементами.
- На минимально возможном отдалении от зоны выполнения сварочных работ крепят заземляющий зажим.
- Проверяют величины напряжения, указанные на сетевом автомате аппарата и на электрической сети питания, подключают инвертор к сети, а затем включают его при помощи специального тумблера, который находится на тыльной стороне устройства. При включении тумблера агрегат на индикаторе демонстрирует свою готовность к эксплуатации.
- Передвигают переключатель в режим дуговой ручной сварки (указатель “ММА”).
- Выбирают ток для осуществления сварочных мероприятий в соответствии с видом соединения, которое требуется получить, положения сварки и сечения электрода.

Инвертор можно использовать по назначению! По окончании работ не забудьте отключить оборудование и убрать из держателя использованный сварочный стержень.
3 Особенности выполнения ТИГ-сварки
Foxweld Master 202 можно применять и для производства аргонодуговой сварки на постоянном токе посредством электродов неплавящегося типа. В этом случае разрешено сваривать медные изделия и стальные конструкции, зажигая дугу контактным способом. Подготовка аппарата к работе при ТИГ-процессе выглядит следующим образом:
- заземляющий зажим крепится к детали для сварки на ранее описанных условиях, затем его подключают к плюсовой клемме инвертора;
- к минусовому контакту подсоединяют кабель горелки, а ее шланг подключают к баллону с аргоном через редуктор, имеющийся на резервуаре с газом.

После этого необходимо открыть баллон (открутить вентиль) и настроить на выходе редуктора величину рабочего давления. Остановка подачи газа на свариваемый участок осуществляется при помощи крана на горелке.
ТИГ-сварка производится электродами из вольфрама, которые позволяют выполнять работы на постоянном токе. Кончик сварочных стержней при этом нужно обязательно затачивать на 90–120 градусов при силе тока от 120 до 250 ампер, на 60–90 градусов (от 30 до 120 ампер), на 30 градусов (ток не более 30 ампер). Важно, кроме того, правильно подобрать стержень из вольфрама. Его диаметр должен быть: при токе от 100 до 200 А – 2 мм; при токе от 60 до 150 А – 1,6 мм; ток до 80 А – 1 мм.

Дуга при ТИГ-процессе зажигается контактно – сварочным стержнем касаются детали, подготовленной для обработки, а затем отводят его от поверхности. Завершать рабочий процесс следует посредством увеличения дистанции между заготовкой и горелкой (“разрыв” дуги). Подачу газа при этом останавливают не сразу, а через 5–6 секунд после окончания сварки.
Обратите особое внимание на то, что описываемый инвертор настроен на ММА-сварку. Будьте готовы к тому, что использование Мастера 202 по ТИГ-технологии будет всегда сопровождаться чрезмерным нагревом вольфрамового сварочного стержня.
4 Коротко о возможных неполадках инвертора и способах их устранения
В тех случаях, когда инвертор находится во включенном состоянии, охлаждающее устройство нормально функционирует, а зеленый сигнал готовности аппарата к работе не загорается, необходимо сразу же обращаться в ремонтную службу. Если во время использования агрегата вы ощущаете удары током, нужно тщательно проверить качество контактов разъема вилки и заземляющего провода, розетки и кабеля.
Другие виды поломок инвертора Мастер:
- Отключение предохранительного сетевого автомата при выполнении сварочных работ. Проблема обычно решается заменой автоматических пробок на щитке электросети на изделия с показателем 25 или 32 ампера.

- При эксплуатации устройства ощутимо слышен запах горелого, из инвертора пошел дым. Самостоятельно пытаться исправлять данную ситуацию нельзя. Обязательным является обращение к специалистам-ремонтникам.
- Дуга не зажигается, при этом вентилятор работает и горит зеленый сигнал. Проверяется правильность позиции регулятора тока для сварки, возможно, не выставлено его значение (положение ОА).
- Отмечается “прилипание” стержня. Иногда проблему решает выбор более высокой величины тока, разогрев электрода, удержание его под углом около 45 градусов к обрабатываемой детали, а не в вертикальном положении.

- На панели горит желтый индикатор. Как уже было сказано, это говорит о включенной термозащите аппарата. Никаких действий предпринимать не нужно. Как только показатели сети придут в норму, индикатор погаснет, и вы сможете начать работу.
Сварочный аппарат Мастер 202
Сварочный аппарат Мастер 202 производится в Китае. Его используют для сварки в помещениях и на открытом воздухе при соответствующих погодных условиях. В схеме аппарата имеется одна силовая плата, что обеспечивает простоту конструкции и ее надежную эксплуатацию. Инвертор позволяет создавать качественные швы. Аппарат рассчитан на работу со стандартными параметрами сети в 220 вольт с допустимыми отклонениями около 20%. С учетом того, что в различных условиях работы скачки напряжения случаются очень часто, столь широкий допустимый предел будет удобным. Максимального значения сварочного тока в 200 ампер вполне достаточно для всех бытовых нужд, а также для некоторых процедур в промышленном использовании.

Сварочный аппарат Мастер 202
Преимущества и недостатки 
Сварочный инвертор FoxWeld Мастер 202 обладает следующими преимуществами:
- Относительно легкий вес, так как для аппарата с такими параметрами 9 кг являются вполне допустимым значением.
- Непрерывная работа на максимальных параметрах может вестись 60% времени. Учитывая то, что они используются не всегда, на более низких токах время беспрерывной работы становится больше.
- Возможность применять электроды до 5 мм, что покрывает весь спектр предполагаемых работ.
- Доступная стоимость.
- Простота и надежность конструкции.
- Наличие нескольких важных функциональных дополнений.
Как и во многих других аппаратах, здесь присутствуют свои недостатки, которые проявляются в следующем:
- В конструкции не предусмотрен ремень, что создает проблемные моменты во время использования.
- Кабели, которые идут в комплекте, теряют свою эластичность при низких температурах.
- Стандартный держак не соответствует высоким показателям качества, так что его приходится сразу менять, а кабель оказывается слишком коротким.
- Имеет высокий уровень шума.
Функциональные возможности
Сварочный инвертор Мастер 202 снабжен многими полезными и современными функциями. Они обеспечивают удобство использования, что влияет на получение качественного и крепкого шва.

Передняя панель инвертора Мастер 202
Данный аппарат обладает следующими функциями:
- Антиприлипание. Оно останавливает подачу тока в тех случаях, когда электрод прилипает к свариваемой поверхности. В данный момент создается короткое замыкание, что негативно влияет на дальнейшую работу аппарата, так что функция способствует сохранению работоспособности в течение длительного времени. Когда цепь размыкается, то автоматически включается подача тока на электрод, и можно продолжать сварку.
- Горячий старт. Данная функция повышает уровень тока в те моменты, когда происходит розжиг дуги.
- Форсированная дуга. Способствует увеличению силы тока, когда сварочная дуга становится меньшей по размерам. Это помогает избежать залипания и продолжает беспрерывное создание шва. Благодаря этому, параметры во время работы остаются более стабильными.
- Функция автоматического отключения при критическом повышении температуры. Она помогает защищать аппарат от перегрева, чтобы он не сломался от высоких нагрузок.
- Техника может подключаться к источникам автономного питания, таким как генераторы.
- Схема сварочного инверторного аппарата Мастер 202 содержит систему автоматического отключения. Она срабатывает, если на нее поступает высокое напряжение, выше допустимого. Если произошел скачек, то данная система помогает избежать негативных последствий. О том, что сработала именно эта функция, а не сломался аппарат, свидетельствует горящая желтая лампочка, находящаяся на корпусе устройства. Когда напряжение вернется в норму, лампа тухнет, и можно продолжать работу.
Технические характеристики

Внутренняя часть инвертора Мастер 202
Сварочный аппарат FoxWeld Master 202 обладает следующими техническими характеристиками:
- Тип сварки – ручная электродуговая.
- Напряжение на входе – 180-240 В.
- Сварочный – 20-200 А.
- Количество фаз питания – 1.
- Напряжение х.х. – 62 В.
- Тип выходного тока – постоянный.
- Макс. сварочный ток при непрерывной работе – 120 А.
- Коэффициент полезного действия – 80%.
- Класс изоляции – F.
- Рабочее напряжение – 20.80-28 В.
- Форсирование дуги – присутствует.
- Антиприлипание – присутствует.
- Горячий старт – присутствует.
- Степень защиты – IP21.
- Размеры – 300 х 130 х 270 мм.
- Масса – 9 кг.
- Комплект – держак, обратный кабель с зажимом.
Инструкция по использованию
Перед началом работы сварочного инвертора FoxWeld Master 202 следует убедиться в его работоспособности. На нем должны отсутствовать механические повреждения, явные загрязнения, которые могли бы помешать его работе, и т.д. Техника должна устанавливаться на ровную поверхность в вертикальном положении. Главное, чтобы был обеспечен доступ свежего воздуха к системе вентиляции. В ином случае – есть риск, что аппарат будет сильно перегреваться, или даже сгорит от перегрева, если нагрузки будут постоянными и высокими.
Запрещается накрывать аппарат материей и допускать контакт с влагой. При замене стандартного кабеля нужно обращать внимание на сечение нового. В стандартном коротком кабеле сечение составляет 1,6 см 2 , а при замене на 5-метровый аналог следует подбирать сечение от 2,5 см 2 и выше. Если оно будет ниже, напряжение будет теряться.
Во время подготовки аппарата к использованию нужно подсоединить к нему кабель массы, который подключается к минусу, и силовой, который стоит подключить к плюсу. При работе и во время подключения не следует допускать ситуаций, при которых бы кабели контактировали между собой.
Перед включением аппарата нужно убедиться, что параметры электрической сети лежат в допустимых пределах для его работы».
Когда все подготовлено, следует включить тумблер, который находится на задней части прибора. После этого должен загореться соответствующий индикатор. Далее нужно настроить сварочный аппарат под те параметры, которые требуются для сваривания деталей. Данная модель обладает необходимым набором настроек, который позволяет подобрать подходящие характеристики для любого.
Сам процесс сваривания происходит стандартным образом, за исключением автоматических функций, которые упрощают работу мастеру. После окончания всех работ процесс отключения происходит в обратной последовательности.
Заключение
Сварочный аппарат этой модели является отличным выбором для тех, кто хочет приобрести достаточно качественную, при этом недорогую технику для сварки. Для промышленных целей он тоже подходит, но некоторые недостатки могут помешать его активному применению. Модель выполнена в наиболее распространенном и востребованном среди пользователей диапазоне технических характеристик, так что подойдет для большинства покупателей.
Инвертор Foxweld Master 202 – характеристики и особенности эксплуатации
Страной производства сварочного инвертора модели Foxweld Мастер 202 является Китай. Данное устройство можно использовать для выполнения работ как на открытых площадках, защищенных только навесом, так и в помещениях, в которых соблюдаются требования пожарной безопасности.

Инвертор сварочный Foxweld Мастер 202 в полной комплектации
В основу преобразования и регулирования электрического тока, который получают на выходе данного устройства, положен инверторный принцип. В результате такой аппарат формирует постоянный ток с требуемыми параметрами, который позволяет создавать качественные, надежные и аккуратные сварные соединения.
Высокая надежность, а также простота эксплуатации и технического обслуживания инвертора Foxweld модели Мастер 202 объясняются тем, что в его электрической схеме имеется всего одна силовая плата, на которую устанавливаются сменные модули.
Инвертор может работать в достаточно широком интервале величины питающего напряжения – от 187 до 253 В (220 В±15%). Это очень важно, учитывая частые скачки напряжения в отечественных электросетях. Сварочный ток, получаемый на выходе инвертора, может регулироваться в пределах 20–200 А, что дает возможность использовать электроды, диаметр которых составляет 1,6–5 мм.
Величина напряжения холостого хода у инвертора Master 202 составляет 62 В, а создаваемое им номинальное рабочее напряжение соответствует значению 28 В. При максимальном значении сварочного тока, равном 200 А, и при температуре окружающей среды +25 градусов Цельсия продолжительность непрерывной работы аппарата составляет 60%.
Производитель обеспечил данному инвертору достаточно высокий КПД, который составляет 80%. Сварочный инвертор Мастер модели 202 имеет степень защиты IP23, отличается достаточно легким весом (8 кг) и компактными габаритами (370х150х230 мм).
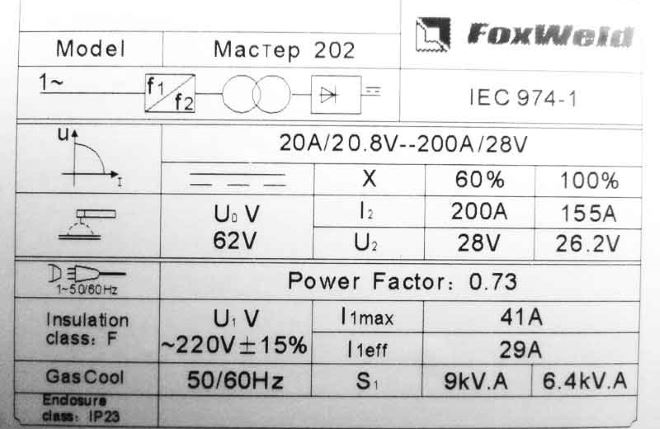
Фото таблички с техническими параметрами аппарата

Сигнализатор включения защиты от перепадов напряжения
Правила подключения и использования устройства
Прежде чем начать работу с инвертором Foxweld модели Master 202, требуется проверить его на исправность и отсутствие серьезных механических повреждений корпуса. Устанавливать оборудование необходимо на ровную поверхность. При этом надо следить, чтобы никакие предметы не ограничивали доступ к нему свежего воздуха, необходимого для обеспечения эффективной вентиляции. По этой же причине нельзя накрывать инвертор никаким материалом.
Стандартный кабель электропитания, идущий в комплекте с инвертором Foxweld модели Master 202, имеет сечение 16 мм2. Если вам надо заменить его на провод длиной более 5 метров, то сечение такого провода должно быть не менее 25 мм2. Пренебрежение этой рекомендацией ведет к значительным потерям напряжения.

Удлинитель сварочного кабеля для инвертора
Чтобы подготовить Master 202 к сварке по данной технологии, выполняют следующие действия.
- Подсоедините силовой кабель и кабель массы к соответствующим разъемам на корпусе устройства.
- Производители электродов рекомендуют подключать силовой кабель к плюсовому разъему, а кабель массы – к минусовому. Следите за тем, чтобы кабели не контактировали между собой.
- Кабель массы, который должен иметь минимально возможную длину, необходимо надежно соединить со свариваемыми деталями, для чего используется специальный зажим.
- Убедитесь, что напряжение в питающей электрической сети находится в пределах, оговоренных производителем Master 202. Необходимо также проверить, что сетевые автоматы рассчитаны на ток, который будет потреблять сварочный аппарат.
- После выполнения всех подготовительных действий можно подключить Master 202 к электрической сети и включить тумблер на задней панели. Если все выполнено правильно, то на лицевой панели загорится индикатор сети.
- После включения инвертора надо выбрать тип сварки (MMA), для чего используется специальный переключатель, а также установить требуемую величину сварочного тока, ориентируясь на диаметр электрода и особенности сварного соединения.
- После окончания сварки устройство выключается в обратной последовательности.
Рекомендации по использованию инвертора для сварки в среде защитного газа
Производитель инвертора Foxweld модели Master 202 предусмотрел возможность его использования для сварки, выполняемой в среде защитного газа (TIG). Такая сварка выполняется на постоянном токе, а для создания сварочной дуги используется неплавящийся электрод. Схема данного аппарата не содержит в себе осциллятор, поэтому сварочная дуга зажигается методом касания. Подключать внешний осциллятор к устройству данной модели нельзя, так как это может привести к выходу инвертора из строя.
Необходимо иметь в виду, что инвертор Foxweld модели Master 202 предназначен для сварки, выполняемой по технологии MMA, поэтому следует приготовиться к тому, что неплавящийся электрод будет сильно греться (это объясняется повышенным напряжением дуги).
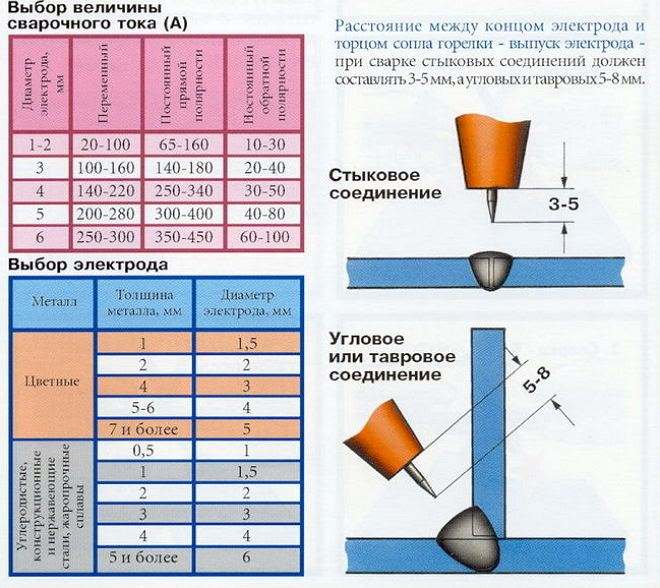
Параметры сварки TIG
Подготовка устройства к сварке по технологии TIG и ее выполнение осуществляются в следующей последовательности.
- Кабель, по которому электрический ток поступает к сварочной горелке, подключается к минусовому разъему, а кабель массы – к плюсовому.
- Кабель массы при помощи специального зажима надежно соединяется со свариваемыми деталями.
- Для подачи защитного газа в зону сварки используется специальный шланг, которым соединяют сварочную горелку и редуктор на газовом баллоне. После надежной фиксации обоих концов шланга следует открыть вентиль на газовом баллоне и отрегулировать давление газа при помощи редуктора. Для подачи газа непосредственно в зону сварки используется вентиль, расположенный на сварочной горелке.
- В зажиме сварочной горелки необходимо зафиксировать неплавящийся электрод (обычно используют стержни из торированного вольфрама), диаметр которого подбирают в зависимости от величины сварочного тока: до 80 А – 1 мм; до 150 А – 1,6 мм; до 200 А – 2 мм. Величина сварочного тока определяет и угол заточки кончика электрода: до 30 А – 300; до 120 А – 60–900; до 200 А – 90–1200.
- Необходимо проверить, что величина напряжения в электрической сети находится в интервале, оговоренном производителем Master 202. Требуется проверить и параметры автомата, установленного в электрическом щитке: он должен выдерживать силу тока, который будет потреблять сварочный аппарат.
- При помощи сетевого провода инвертор следует подключить к электрической сети. Сам аппарат включается при помощи тумблера, расположенного на задней панели. При этом на лицевой панели должен загореться индикатор сети.
— После включения инвертора необходимо установить требуемую силу сварочного тока и включить подачу газа при помощи вентиля на горелке. - Сварочная дуга зажигается касанием электрода поверхности соединяемых деталей и его последующим отведением.
- После формирования сварного шва дугу гасят, отводя электрод от поверхности деталей. Погасив дугу, не следует сразу выключать подачу защитного газа, необходимо выждать несколько секунд.
- Когда сварочные работы закончены, инвертор выключается, а подача газа перекрывается при помощи вентиля на баллоне.

Пример сварочных швов, выполненных инвертором Foxweld модели Master 202
Возможные неисправности аппарата и способы их устранения
Может возникнуть ситуация, когда при включенном аппарате и работающем вентиляторе не загорается сетевой индикатор. Это может свидетельствовать о выходе из строя элементов схемы, что требует обращения в сервисный центр. Ситуации, когда при работе на инверторе ощущаются удары электрическим током, разрешаются при помощи проверки контактов вилки электропитания, качества подключения заземляющего и силового кабелей. К другим распространенным неисправностям в работе инвертора Foxweld рассматриваемой модели относятся следующие.
- Отключается сетевой автомат. В этом случае следует заменить его на более мощный (25 или 32 А).
- Запах горелого, идущий от устройства, и его задымление требуют обращения в сервисный центр.
- Если при горящем сетевом индикаторе и работающем вентиляторе не зажигается сварочная дуга, следует проверить положение регулятора тока. Возможно, он находится на позиции «0».
- Когда на панели устройства загорается желтый индикатор, это означает включение автоматической защиты от скачков напряжения. Следует подождать, пока параметры сети не придут в норму.
Если вы приобрели оригинальный инвертор Foxweld модели Master 202, а не подделку, вы наверняка останетесь довольны его техническими возможностями, надежностью, простотой эксплуатации и обслуживания.

