

Трехфазный сварочный аппарат схема
Самодельный сварочный аппарат: однофазный инвертор СВАРОГ в трехфазный . Ч.2.
Рисуем схему подключения трехфазного сварочного аппарата:


Схема подключения 3-х фазной сети к инвертору Сварог TIG 200P AC_DC
Алгоритм работы будет таким:
1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛВЫКЛ сварочного аппарата.
А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение к штатному однофазному полноволновому выпрямителю.
Больше ни для чего К1 не нужен. Он лишь восстанавливает исходную схему питания сварочного аппарата после перерезания двух проводов и двух дорожек. (хотя, есть еще одна функция – К1 не позволяет быть штатной вилке сварАппа под напряжением, когда он подключен к трехфазному питанию. Это очень хорошо!)
2. Пускатель К2 (10А на контакт) используется для подключения трех фазной части питания в схему аппарата. Он поменьше и подешевле, так как от него требуется замыкание всего двух проводов, которые мы пропустим через спаренные 10А-ные контактны е группы. Собственно, это все.
Сначала, я купил трехфазные розетки 3р+N+E, что означает четыре контакта фаз и нуля и пятый земля. Провод купил четырехжильный диаметром 2,5мм на жилу. Выпрямительные диоды на радиаторе я планировал разместить внутри сварАппа. Однако, в процессе работы, мне пришло в голову более изящное и безопасное решение.
Смысл сводился в том, что я размещу 3х-фазный выпрямитель в отдельном боксе непосредственно около входного щитка, и на сварочный пущу уже выпрямленное напряжение по одному проводу, по второму любую из фаз на схему запуска электроники сварАппа (без этого никак), по третьему пущу NULL, и у меня остается еще четвертый провод, по которому я приделаю от входного щитка настоящую честную ЗЕМЛЮ на корпус аппарата (она у меня во входном щитке реально есть).
Таким образом у меня получается обеспечение всех типов безопасности для пользователя и сварАппа, вилки и розетки можно поставить четырехпиновые, т.е. 3р+Е. Это я счел более удобным.

Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель. Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.
Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой. Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.
Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:
(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)
ШАГ 1.
Апгрейд ШАГ 1

Самодельный трехфазный сварочный аппарат: ШАГ 1
Размещаем пускатель 25А в удобном для него месте (даже не крепим его, если провода у нас будут жесткие), прикидываем на глаз на каком расстоянии лучше обрезать фазу и нейтраль в презервативе, идущие на выключатель ВКЛВЫКЛ и… смело срубаем шашкой!
Образовавшиеся культи зачищаем от оплетки, красиво залуживаем и зажимаем в двух верхних на фото клемниках К1.

Самодельный трехфазный сварочный аппарат: ШАГ 1
Подсказка – перед шагом 1, приготовьте и прикрутите подходящий проводок к катушке К1 и сразу спаяйте его с концами нейтрали и фазы идущей от фильтра ВЧ помех (это нижний на фото разрезанный кусок).
Смело зажимайте эти концы на клеммах катушки пускателя в любом
порядке. Если вы сделали шаг 1, то можно вкл ючить провод сварочника в розетку и убедиться, что он продолжает работать как и прежде, единственное, что нас сначала выводит из себя то, что при вкл ючении провода в розетку раздается щелчок пускателя. От этого поначалу вздрагиваешь, но потом привыкаешь.
Апгрейд ШАГ 2

Самодельный трехфазный сварочный аппарат: ШАГ 2
Берем в руки ножовочное полотно и аккуратно, шириной не меньше 1,5мм, поглубже в текстолит, разрезаем дорожки, которые идут к паре четверок из желтых проводов в разъемах. Здесь поближе, обратите внимание – желтый маленький кружок вокруг контакта варистора, который мы перерезали (черная черточка обозначает бывшую дорожку). А красная полоска, это перемычка, которую необходимо не забыть позже припаять! Иначе не будут гаситься переходные импульсны е всплески напряжения.
Справа, овалом обведены контакты релюшки (белая), которая с некоторой задержкой замыкается после подачи питания на сварАпп . Это, собственно и есть все контрольные точки, на которых будет обращено наше внимание в манипуляциях дальше. А дальше – мы раскладываем от К1 провода, чтобы замкнуть ее контактами разрез, сделанный нами. Не полностью откл ючая голову доверяемся нашим прямым ручкам…
Вот там мы разложили, а здесь концы припаяли. (НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)

Самодельный трехфазный сварочный аппарат: ШАГ 2
Снова включаем девайс и убеждаемся в его полной работе от однофазной сети.
А сейчас, простой, но очень ответственный момент. Припаиваем к концам разрезанных дорожек (самые слева по фотке, идущие на выпрямитель) двухжильный не толстый проводок, который идет на катушку К2. Соединяем четырьмя коротенькими (оранжевые) перемычками контакты К2 попарно.

Самодельный трехфазный сварочный аппарат: ШАГ 2
На фото, правые контакты К2 короткими проводами скручиваем и зажимаем вместе с контактами К1, идущими туда же, откуда бросили провод на катушку К2.
Провод, который в «обычной жизни» идет сначала на «белую релюшку» тот черный, на него мы посадим (в трехфазном подключении) любую нами выбранную фазу для запитывания пусковой электроники сварАппа. А провод, который идет без разрыва от ВКЛВЫКЛ (толстый красный) на штатный выпрямитель через желтые повода в белых разъемах, мы спаяем с NULLевым проводом от нашей трехфазной розетки.

Самодельный трехфазный сварочный аппарат: ШАГ 2
Внимательно смотрим на схему и с умным выражением лица тыкаем тестером в клеммы, проверяя соответствие разводки проводов схеме.
Если вы полностью убеждены что « все по схеме», то соберитеподогните аккуратненько повода с К1 и К2, уложите вовнутрь СварАппа, полюбуйтесь и еще раз убедитесь, что он до сих пор работает от одной фазы! Лениться не стоит..
Апгрейд ШАГ 3

Самодельный трехфазный сварочный аппарат: ШАГ 3
ШАГ 3. Самый интересный и захватывающий.
Я сначала сделал его прямо на операционном столе. Синий плетеный провод подрезанный рамкой кадра – спаян с плетеным желтосиним и прикручен к радиатору (плюсу) трехфазного выпрямителя (он временный). Этот силовой плюс , уходит к спаренным контактам пускателя К2 (на фотке хорошо видно). На К1 от 3-х фазной розетки идет пара фазаноль и силовой ноль.
ВНИМАНИЕ!
Напоминаю, что на этом ФОТО розетка с 5-ю контактами, позже, когда я вынесу выпрямитель в щиток, розетка будет четырехконтактной. (см.схему)

Самодельный трехфазный сварочный аппарат: ШАГ 3
ИТАК, подаем три фазы на самодельный сварочный аппарат, и переключаемВКЛ/ВЫКЛ на ВКЛ! Щелкнули пускатели…. И все заработало!!
Апгрейд ШАГ 4
Втыкиваем силовые кабели, выкручиваем ..

Самодельный трехфазный сварочный аппарат: ШАГ 4
Ого! на 202А ручку тока, в сарае находим самый толстый и древний электрод. У меня таким оказалась протухшая в плесени со времен перестройки 4-ка.

Самодельный трехфазный сварочный аппарат: ШАГ 4 — Самодельная сварка
Хватаем черную железяку, в месте где она толщиной 10мм, бессовестно упираем и давим электрод… В первое мгновение он подлипает, с шипением выкипает из него вода с грибами(реально, прямо супом запахло!) и…… при полном нажиме секунды за три-четыре жжем сквозную дырку! Переживаем первую радостьгордость, и следующие пару вечеров уже вдумчиво и неспешно экспериментируем с нашей прелестью в разных позах и режимах…..
Апгрейд ШАГ 5 (Уборка и упаковка собранной схемы)
Аккуратно и окончательно укладываем провода, пускатели. Не жалея сил, подергаем в разные стороны симулируя жесткое падение сварАппа с крыши. Если никакой пускатель не цепляет контактами окружающие железочки – то все у нас надежно.

Самодельный трехфазный сварочный аппарат: ШАГ 5 Уборка и упаковка собранной схемы
Последний штрих – затягиваем где есть возможность, жгутами (у меня зеленые были, уже не помню где экспроприировал). Любуемся, и принимаемся за оформление вывода проводов для трехфазной розетки.
Выводим четыре провода примерно в центр верха самодельного трехфазного инвертора. Это провод +250v от трехфазного выпрямителя, NULL, одна любая фаза, и прикручиваем желтый с зеленой полосой провод к корпусу устройства, это он будет нашей «честной землей». Снимаем с силового кабеля небольшой кусок оплетки и обхватываем все кабеля в том месте, где они будут проходить через отверстие в крышке инвертора, ну, и обматываем изоляцией.
Ниже – фото новых четырехпиновых розетоквилок, выкл ючателя нагрузки на 40А и уютный домик для радиатора с выпрямительными диодами от MAKEL (кстати, с поэтическим названием – «сива-остю-сигорта-кутусю»). По русски, все более прозаично – Электрощиток Накладной.
Сверлим 14-м сверлом отверстие в крышке сварАппа под вывод наших силовых поводов, прикручиваем одну из розеток, прикручиваем концы проводов и т.д. и т.п…

Самодельный трехфазный сварочный аппарат: Завершающий этап

Самодельный трехфазный сварочный аппарат: Завершающий этап
Вот что получилось:

Самодельный трехфазный сварочный аппарат: Что получилось…

Самодельный трехфазный инвертор из Сварога
Делаем предподготовку соединения второй розетки и щитка с выпрямителем и отключателем нагрузки, тестером проверяем чтобы в розетках не было перепутывания проводов и идем прикручивать щиток на стенку.

Подготовка соединения второй розетки и щитка с выпрямителем и отключателем нагрузки

Вот что получилось в «щитовой».

Левый разъем для самодельного сварочника
Правый разъем – есть розетка 3ф+N+E – это для подключения обычных 3-х фазных девайсов. А вот левый – исключительно для нашей прелести.
На этом, собственно все. На текущий момент спалил баллон аргона балуясь с сварАппом на 3-х фазах. Работает безукоризненно.
Особенности работы трехфазного сварочного аппарата
Сварочные аппараты на 380 вольт распространены в производстве и строительстве из-за мощности и неприхотливости. Использование трехфазных устройств позволяет работать с электродами больших диаметров и металлами максимальной толщины.
Сварка по сравнению с однофазными аппаратами получается более мягкой. При работе в составе производственных линий также используется трехфазное оборудование.

Виды трехфазных устройств
Трехфазные сварочные аппараты бывают трех видов:
- трансформаторные;
- выпрямительные;
- инверторные.
Сварочное оборудование первого вида в основе имеет трехфазный трансформатор. Первичная обмотка состоит из трех обмоток соединенных звездой, а вторичная понижающая обмотка соединяется треугольником.
Если для сварки используется переменный ток, то с каждой фазы вторичной обмотки отдельным проводом к электроду через дроссель подается пониженное напряжение. По сравнению с однофазным сварочным трансформатором сварка получается более мягкой, электрическая дуга становится стабильней, просадка напряжения меньше.
Выпрямительные аппараты на выходе вторичной обмотки имеют три полумостовые схемы собранные из мощных диодов. Как и в первом случае с каждого выпрямителя ток подается на сварочный электрод.
Пульсации по сравнению с выпрямителем на одной фазе значительно меньше, соответственно сварочный ток более стабилен, что сказывается на качестве сварки.

В инверторах на три фазы при одинаковой мощности сварки можно использовать менее мощные диоды и транзисторы, но это практически так не делают. Наоборот применение трехфазного напряжения позволяет получать аппараты большой мощности при малых габаритах и массе.
Преимущества и недостатки
Все трехфазное оборудование для сварки относится к категории профессиональных устройств. Многие из них способны производить сварку в непрерывном режиме, то есть ПВ равно 100%. На строительстве трехфазные трансформаторные и выпрямительные сварочные аппараты до сих пор не имеют альтернатив.
Они не боятся пыли, грязи, работают при низких температурах, что противопоказано инверторам. Однофазные приборы трансформаторного типа тоже могут работать в таких же условиях, но у них мощность меньше и пульсации тока больше.
Соответственно, они не могут сравниться с трехфазными устройствами по качеству сварки, диаметру электродов и толщине свариваемого металла.
Использование трехфазного тока в инверторах, тоже имеет свои преимущества. Применяя одинаковую элементную базу, получают более мощный прибор с большими сварочными токами, что позволяет работать практически с любыми изделиями.
Схема прибора отличается незначительно. Используется тот же широтно-импульсный модулятор. Преобразование высокого в пониженное напряжение происходит на частоте порядка 40-100 кГц.
Единственный недостаток этих устройств заключается в том, что не всегда и не везде можно подключиться к трехфазному источнику питания на 380 В, и цена у них значительно выше, чем у однофазных аппаратов.
Популярные модели
Сварочный инвертор полуавтомат 380 В – это наиболее распространенный прибор среди профессиональных аппаратов. В отличие от трансформаторных приборов они имеют небольшие габариты и массу.
Сварочный полуавтомат TESLA MIG 350 чешского производства хорошо зарекомендовал себя при работе в тяжелых условиях. При нестабильном или пониженном питающем напряжении обеспечивает стабильную сварочную дугу, работает от напряжения 380 В, а максимальный сварочный ток составляет 350 А.
Механизм подачи сварочной проволоки аппарата имеет два ролика, потребляемая мощность составляет 11,9 кВт. Запас мощности позволяет использовать длинные кабели до 20 м. Байонетные штекеры обеспечивают надежное и быстрое подключение горелки к аппарату. Производитель дает на оборудование трехгодичную гарантию.



Еще один пример профессионального трехфазного инвертора – это Сварог ARCTIC ARC 315 (R14). Он работает в жестких условиях, позволяет варить в интенсивном ручном режиме, выполнять наплавку. Благодаря использованию новейшей инверторной технологии аппарат может работать при температурах до -30 ⁰С. Имеется функция «горячий старт».
Раздельный монтаж силовых транзисторов повышает ремонтопригодность аппарата. При максимальном сварочном токе 315 А инвертор может использовать электроды диаметром 6 мм. Это позволяет сваривать металлы толщиной до 17 мм. При мощности 12 кВт имеет массу 22 кг.
Трехфазный инверторный сварочный аппарат «Ресанта САИ-315 380В» имеет примерно те же характеристики, что и «Сварог», но меньше дополнительных функций. Он более прост, поэтому дешевле и весит всего 10 кг.
Подключение
 В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
В отличие от однофазных, оборудование для сварки с использованием трех фаз на конце питающего кабеля имеют четырех или пяти штырьковую вилку. Если в помещении имеется соответствующая розетка, нужно просто подключить сварочный аппарат через нее.
Но, иногда, особенно в условиях строительства, когда нет соответствующих розеток, концы кабеля через болтовое соединение подключаются к фазам дизельного генератора или трансформаторной подстанции.
При выборе оборудования для сварки в условиях домашней мастерской и наличии на участке трехфазного электроснабжения стоит остановиться на трехфазном сварочном аппарате. При этом он должен обеспечивать режимы ручной дуговой сварки и в среде защитных газов (MMA, MAG/MIG).
Тогда он даст практически неограниченные возможности в сварочном деле. Так как они предусмотрены для профессионалов, то имеют много дополнительных функций и настроек.
По мере приобретения навыков можно осваивать новые возможности устройства, что, несомненно, окажется очень полезным для хозяина. В отличие от однофазного аппарата он не будет просаживать напряжение во время работы, распределяя нагрузку по всем фазам, и соответственно не будет жалоб от соседей.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
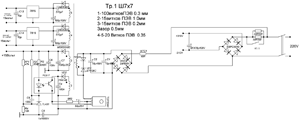
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
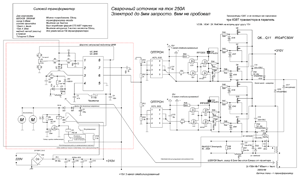
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 – схема сварочника. Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
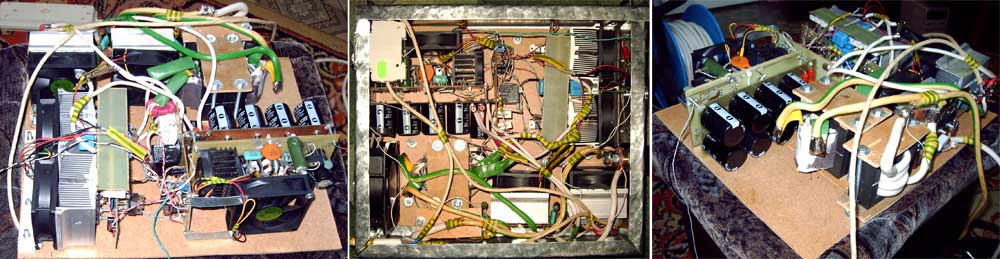
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Как собрать сварочный аппарат своими руками?
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,

 Рис. 1: распилите сердечник
Рис. 1: распилите сердечник
 Рис. 2: уберите высоковольтную обмотку
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
 Рис. 3: удалите токовые шунты
Рис. 3: удалите токовые шунты - Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
 Рис. 4: намотайте вторичную обмотку на каркас
Рис. 4: намотайте вторичную обмотку на каркас - Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
 Рис. 5: сделайте диэлектрическую прокладку
Рис. 5: сделайте диэлектрическую прокладку - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
 Рис. 6: поместите катушку в магнитопровод
Рис. 6: поместите катушку в магнитопровод - Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
 Рис. 7: подключите шнур питания и кабели
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
![]()
![]() Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
 Рис. 9: схема подключения сглаживающего устройства
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
 Рис. 10: установите диоды на радиаторы
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
 Рис. 11: соедините диоды в мост
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
 Рис. 12: используйте луженные зажимы
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста.
 Рис. 13: подключите силовые конденсаторы
Рис. 13: подключите силовые конденсаторы - Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
 Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.

