

Вакуумно формовочный автомат бизнес
Вакуумная формовка пластика: оборудование и технология
Принцип производства изделий из пластика вакуумной формовкой заключается в придании листу пластмассы формы матрицы. Между разогретым листом и матрицей создается разреженная среда, которая способствует деформации пластика. В результате полимер плотно прилегает к поверхности формы и полностью повторяет ее рельеф. Технология применяется в основном для серийного производства, случаи изготовления единичной продукции встречаются редко. Это обусловлено необходимостью создания формы для определенного изделия, которая фактически входит его себестоимость. В случае массового тиража стоимость матрицы распределяется между всеми изделиями.

На конечную стоимость продукции, кроме особенностей производства, значительное влияние имеет исходный материал. Например, если купить АБС пластик для вакуумной формовки, изготовление одного кг изделий, по расходу и энергозатратам эквивалентно двум кг нефти. Стоимость данного материала зависит от марки и толщины листа. Например, лист толщиной 2 мм и размером 1*3 м будет стоить 1500 руб.
Кроме АБС для штамповки пригодны практически все термопластичные полимеры.
Продукция, изготовленная термическим формированием, используется в производстве:

 Узлов и деталей для автомобилей, самолетов, кораблей и космических аппаратов;
Узлов и деталей для автомобилей, самолетов, кораблей и космических аппаратов;- Рекламной продукции;
- Форм для искусственного камня, тротуарной плитки, еврозаборов;
- Пищевой и упаковочной тары;
- Элементов декора;
- Блистерной упаковки;
Также при помощи этой технологии изготавливают одноразовую посуду, поддоны, объемные макеты местности, защитные кожухи, пластиковую фурнитуру, ванны, мойки, тазики, крышки ля унитазов и многое другое.
Обзор технологии производства
Из всех вариантов обработки полимерных материалов вакуумная формовка листового пластика – наиболее дешевый и быстрый. В процессе изготовления на заготовку достаточно воздействовать сравнительно не большим отрицательным давлением (-0,8 атм.), что не требует значительных энергозатрат. К тому же, сырье для производства поставляется в готовом виде (листы), что избавляет от организации процесса его подготовки.
Еще одно положительное качество этой технологии – сравнительно быстрый запуск в производство. Обычно на подготовку нужно 7-10 дней. Основное время затрачивается на изготовление формы и во многом зависит от ее сложности и материала, из которого она будет сделана.
Когда матрица готова ее размещают в машине вакуумной формовки, после чего возможен запуск производства.

Собственно, технологический процесс формирования изделий состоит из таких этапов:
- Фиксация пластикового листа между матрицей и нагревающими элементами;
- Прогрев заготовки и матрицы;
- Раздув листового полимера (в случае формования изделий с глубоким рельефом);
- К предварительно разогретой и раздутой заготовке поднимают рабочий стол с матрицей;
- Откачка воздуха из оставшихся пустот между пластиком и формой;
- Обдув изделия до полного его охлаждения;
- Съем пластикового изделия с поверхности матрицы;
- Финишная доработка готового продукта.
Это довольно поверхностное описание процесса. Для более глубокого понимания следует рассмотреть каждый из этапов более подробно.
Фиксация заготовки в зажимной раме
Предварительно очищенный полимерный лист зажимается в специальной раме станка. Усилие зажима зависит от конкретного материала и должно обеспечивать его надежную фиксацию. Одновременно с этим оно не должно быть избыточным, это может стать причиной повреждения готового изделия во время его извлечения.
Для вакуум-формовочного оборудования, работающего в автоматическом режиме необходимо правильно устанавливать соответствующие настройки. В случае с полуавтоматическими станками качество готовой продукции во многом зависит от квалификации оператора.
Рамка с пластиковым листом плотно прилегает к периметру рабочей поверхности, исключая попадание воздуха со стороны. Это делает возможным создание разреженной среды или избыточного давления, необходимого для корректировки провисания полимерного листа.
Предварительный нагрев заготовки
После фиксации листа к его верхней плоскости, которая расположена с противоположной от матрицы стороны, подводится нагревательный элемент. Данный процесс зависит от конструкции станка, но суть одна для всех вариантов – заготовка должна прогреться до необходимой температуры.
В качестве нагревательного элемента на современных вакуумно-формовочных станках принято использовать кварцевые лампы или инфракрасные излучатели. На более дешевых моделях применяют керамические нагреватели. Недостаток керамики в ее длительном нагреве и остывании, что не позволяет оперативно регулировать температуру.
По достижении необходимого состояния пластик становится более мягким и может начать провисать. Это фиксируется фотоэлементами станка и в случае обнаружения деформаций система будет их компенсировать, создавая избыточное давление между рабочим столом и листом.
Для достижения необходимой температуры в заданных областях заготовки, используется позонный прогрев. Параллельно с этим тепловое состояние заготовки контролируется в реальном времени пирометрами. В случае достижения критических значений температура оперативно корректируется системой станка.
В некоторых случаях необходим нагрев матрицы. Это исключает преждевременное остывание термопласта, предотвращая его истончение и возможное повреждение. Возникновение подобных дефектов особенно вероятно на участках матрицы с острыми углами.
Предварительное растяжение листа
После нагрева заготовки до необходимой температуры нагревательный элемент откатывается или поднимается (зависит от конструкции станка).
В случае изготовления деталей, имеющих сравнительно большую высоту и сложный рельеф, заготовку подвергают предварительному раздуву. Процесс обеспечивается избыточным давлением в герметичной камере и необходим для обеспечения равномерной толщины пластика на готовом продукте.
Вакуумное формование изделия
К нижней стороне заготовки поднимается рабочий стол с матрицей. На этом этапе лист пластика принимает приблизительную форму конечного изделия. Для правильного формообразования необходимо удалить весь воздух из пустот, образовавшихся на сложных участках рельефа. Это делается через технологические отверстия в матрице при помощи вакуумного насоса. В результате разогретый пластик равномерно прилегает к поверхности формы.
При штамповке деталей со сложной геометрией, а также если требуется высокая точность повторения формы, используют дополнительный прижимной элемент – пуансон. Данный элемент является обратной копией поверхности матрицы и обеспечивает необходимую точность и плотность прилегания.
Успешный результат данного процесса зависит от многих факторов. Например, недостаточно прогретый или не раздутый материал может повреждаться. Кроме повреждений могут наблюдаться местные утоньшения слоя пластика одновременно со сморщиванием на других участках.
Охлаждение изделия и извлечение из матрицы
По окончании формования пластик нужно остудить до температуры, не допускающей его усадку. В противном случае возможна фиксация заготовки на матрице. Съем в таком случае не возможен без повреждения детали.
Для более быстрого и контролируемого охлаждения используется обдув материала. Совместно с применением датчиков температуры поверхности заготовки можно обеспечить своевременное извлечение детали с поверхности матрицы.
Для облегчения процесса съема, через технологические отверстия в матрице подается воздух. Используются те же отверстия, которые служили для создания разреженной среды в процессе формования. После того как деталь немного отошла от матрицы, рабочий стол с формой опускается в начальное положение.
Окончательная обработка изделия
Лист с заготовкой извлекается из удерживающей рамы и направляется на финишную доработку. Данный этап подразумевает, как минимум, обрезку излишков пластика. В последствие заготовка может подвергаться разрезке, сверлению, фрезеровке или шлифовке.
Особенности используемого оборудования и материалов
Наиболее популярный для штамповки материал – АБС. Вакуумная формовка АБС пластика и его модификаций позволяет производить большинство изделий из всего ассортимента пластиковой продукции.
Кроме этого, используют следующие материалы:
- Акрил;
- Полистирол;
- Полипропилен;
- Поливинилхлорид (ПВХ);
- Поликарбонат;
- Полипропилен, а также многие другие.
Оборудование для формовки пластика
Все формовочные станки имеют схожую конструкцию и работают по одному принципу. Различия присутствуют в размерах рабочего пространства, нагревательных элементах, способе подачи листа и съема готовой продукции. Также есть варианты формовки с использованием пуансона (обратной матрицы). Этот способ используется для изготовления деталей с большей точностью.
Многие производители оборудования предлагают опциональную оснастку своих изделий. То есть функциональность формовочного станка может быть такой, какая необходима конкретному заказчику. Наиболее низкая цена оборудования с малым рабочим столом и без автоматической подачи заготовки. Например, стоимость станка с рабочим столом 400*500 мм – 100 000 – 150 000 рублей.
Также немалое значение имеет мощность вакуумного насоса, которым комплектуется станок. От этого зависит с каким материалом может работать то или иное оборудование. Имеется в виду толщина пластика, а также некоторые его виды, для качественной формовки которых необходимо значительное разрежение среды.

Основные узлы формовочного станка
Пресс для вакуумной формовки пластика включает в себя следующие элементы:
- Станина. В ней располагается в вакуумный насос блок управления. Также реализована система электроснабжения узлов станка.
- Система, создающая разреженную среду в камере для формования. Главный узел данной системы – вакуумный насос.
- Нагревательные элементы.
- Система датчиков для контроля за нагревом, охлаждением и положением заготовки.
- Узел, удерживающий пластиковую заготовку и обеспечивающий герметичное прилегание к периметру формовочной камеры.
- Рабочий стол, оснащенный подъемным механизмом.
- Система обдува, обеспечивающая равномерный прогрев и охлаждение детали.
Для запуска полноценного производства недостаточно купить станок для вакуумной формовки пластика, кроме него понадобится изготовить матрицу и возможно обратный прижимной профиль – пуансон. Выбор материала для этих деталей определяет сложность и глубину рельефа будущего изделия, а также количество циклов формовки. Наиболее подходящий материал для изготовления матрицы – алюминий и его сплавы.
Самостоятельное формование пластика
Вакуумная формовка пластика своими руками не возможна без соответствующего оборудования, которое можно купить или изготовить самостоятельно. Вариант покупки более прост, но станки для подобных работ стоят достаточно дорого.
Для сооружения небольшого станка понадобятся следующие материалы:
- Фанера, ОСБ, или в крайнем случае ДСП толщиной 16 мм;
- Строганный брус из дерева;
- Тонкая фанера (4 мм) или ДВП;
- Силиконовый герметик.
Для обеспечения нагрева понадобится духовка или небольшой обогреватель прямоугольной формы. По габаритам одного из этих нагревательных элементов нужно будет изготовить рабочую камеру для будущего станка.
Камера изготавливается из листового материала (фанера, ДСП, ОСБ), стыки при сборке необходимо промазывать герметиком, собираем на саморезы. Далее из бруса нужно сделать две рамки. Между ними будет зажиматься пластиковая заготовка. Рамки по длине и ширине должны соответствовать камере, при этом внутренний периметр рамок должен быть таким же, как и рабочий стол камеры.
На рабочем столе камеры необходимо насверлить множество отверстий для обеспечения равномерной выкачки воздуха (шаг в 3 см). В боковой стенке камеры делается отверстие для вакуумной системы. В самом крайнем случае для этих целей можно использовать бытовой пылесос.
Подобные самодельные станки можно использовать для ручного формования штучных изделий. Для более масштабного производства придется купить оборудование для вакуумной формовки пластика, обладающее необходимым функционалом.
Поиск на Барахолке
По всей Беларуси
Вакуумный формовщик пластика
Продается бизнес по ВАКУУМНой ФОРМОВКе ПЛАСТИКА 1. Вакуумный формовщик с рабочим полем 3000 Х1400мм 2. Листы АБС пластика размер 3000х1400-16 шт. 3. Матрица для производства форм для забора (НОВЫЕ) 2шт 4.Матрица для производства форм под столбы(НОВЫЕ) 2
Минск grinj08
Бизнес по производству гиперпрессованного кирпича
Продаётся бизнес 1.Производство декоративного камня из гипса и бетона,3д панелей из гипса. 2.Вакуумный формовщик для производства форм из АБС пластика для декоративного камня,тротуарной плитки,3д панелей,заборов,столбов. Производство любых форм из АБС
Минск grinj08
Корпуса датчиков DD, моно, гермовводы, кабель TRONIC
Корпуса датчиков для металлодетекторов. Заводской внешний вид. Самая низкая цена.
ЧПУ фрезеровка, гравировка, обработка, раскрой, распил
Фрезеровка, гравировка, раскрой, распил
Минск vi999ta
ЧПУ фрезеровка 2D 3D, гравировка, обработка, криволинейный р.
ЧПУ фрезеровка 2D, 3D, гравировка, обработка, раскрой, криволинейный распил
Минск vi999ta
ЧПУ фрезеровка, гравировка, обработка, раскрой, распил
ИП Мардович В.А. УНП 192200465 8029 717 64 68 e-mail: vi999ta@tut.by VIBER, Whatsapp Фрезеровка, гравировка на ЧПУ следующего вида работ: – Качественный и точный раскрой и гравировка полимерных материалов, ДВП, ДСП, МДФ, ламинированных и многослойных лис
Минск vi999ta
Фрезеровка материалов, фрезерная резка
Перечень самых востребованных услуг: фрезерная резка панелей световых коробов, знаков, логотипов, букв из различных материалов производство объемных форм для вакуумной формовки гравировка на оргстекле Цена фрезерной резки формируется исходя из: матер
Фрезеровка материалов, фрезерная резка
Перечень самых востребованных услуг: фрезерная резка панелей световых коробов, знаков, логотипов, букв из различных материалов производство объемных форм для вакуумной формовки гравировка на оргстекле Цена фрезерной резки формируется исходя из: матер
Выполню работы любой сложности на фрезерно гавировальном ста.
Выполним: – Нанесение рисунков, надписей на плоские поверхности из различных материалов. Сложный раскрой. Возможно массовое производство (+375 25 5490350; +375 29 1866820 Илья)
Минск iluak
Вакуумная формовка пластика | Лучшие качество и цены
Производство форм и изделий вакуумной формовки. Быстро, выгодно, с гарантией. Изготовление торгового оборудования, контейнеров, террариумов, подиумов, полусфер, лотков. Реализуем любую вашу идею. Наши контакты: info@irmiteka.by +375 (29) 7 333 343 Евген
Производство изделий из пластика и оргстекла
Мы создаем качественные и долговечные изделия. * Контейнеры для сыпучих, сухофруктов, конфет, печенья, замороженных продуктов; * Террариумы, аквариумы; * Стойки, подиумы, подставки; * Рекламная продукция разного формата (объемные буквы, вывески, свет
ВАННЫ ЧУГУННЫЕ и КОМПЛЕКТУЮЩИЕ компании УНИВЕРСАЛ
ВАННЫ ЧУГУННЫЕ и КОМПЛЕКТУЮЩИЕ компании УНИВЕРСАЛ. Товар произведен в России/Новокузнецк. +375 (29) 528-49-79 (МТС) +375 (29) 696-56-97(велк) +375 (162) 591302 (город). Все ванны 1-го сорта! Гарантия 3 года! Доставка в пределах города (Брест) бесплатно
Брест viktor07
http://www.a-one.by/ Фрезеровка, гравировка, раскрой материа.
Фрезеровка, гравировка, раскрой материалов на станке с ЧПУ оргстекла, фанеры, композита, пластика
Минск u-19
Вакуумная формовка
Услуги по вакуумной формовке (термоформовке) АВС пластика, оргстекла, полимеров, ПВХ, ПЭТ, а также изготовление вакуумформ. Индивидуальный подход. Любое количество от 1 формовки.
Минск 4ehow
Вакуумная формовка (термоформовка) Минсе
Индивидуальный подход. Любое количество от 1 формовки.
Минск 4ehow
3D моделирование. Прототипирование. Фрезеровка на станках с .
Производим фрезеровку мягких материалов, вплоть до модельных пластиков (имеются в наличии) на станках с ЧПУ. Максимальный размер детали изготавливаемой за 1 установку 12000*3200*2200 мм. Возможно изготовление матриц, а так же изготовление готовых деталей
Вакуумная формовка. Сферы и особенности применения

Вакуумной формовкой изготавливают изделия из пластиков, которые можно встретить повсюду. Вакуумно-пленочной формовкой изготавливают литейные формы, и она известна только специалистам литейного производства. Вакуумной формовкой получают:
- Торговое оборудование и оснастку для магазинов
- Продукцию рекламного характера и различные сувениры
- Объемные буквы и другие средства наружной рекламы магазинов и заведений
- Формы и оснастку для изготовления строительных элементов, дорожного ограждения и дорожных знаков
- Объемные контейнеры и блоки для упаковки пищевых продуктов
- Элементы украшения в сфере автомобильного тюнинга
- Емкости для упаковки различных товаров
- Емкости для оснащения зооуголков для растений и животных
- Контейнеры для вакуумной упаковки товаров
- Детские игрушки, товары для детей
Метод вакуумной формовки и особенности применения
В вакуумной формовке используют атмосферное давление воздуха для получения изделия необходимой формы. Главная особенность метода — создание равномерного газостатического давления величиной в 1 атмосферу на всей поверхности заготовки. Отметим универсальность метода. Вакуум является рабочим инструментом, деформирующим изделие при вакуумной формовке. В технологии вакуумно-пленочного формования вакуума формирует поверхность литейной формы из песка для последующей заливки расплавленного металла. В этом случае вакуум выполняет вспомогательную функцию.
Вакуумная формовка пластиков. Области применения
Вакуумным формованием получают детали пространственной формы из листовых термопластов. Разогретая листовая заготовка копирует форму полости в твердой матрице. При этом не требуется пуансон, что упрощает процесс изготовления формы и снижает издержки при производстве изделий. Эту технологию преимущественно применяют для масштабного производства объемных изделий. Иногда экономически целесообразно изготовление единичных изделий сложной формы или больших размеров.
Технологический процесс изготовления изделий из пластика методом вакуумной формовки включает несколько этапов. На первом этапе листовую заготовку нагревают в специальной камере и доводят до вязко-пластичного состояния. Затем разогретый материал помещают на матрицу и прижимают по контуру специальным прижимом. На следующем этапе воздух откачивают из под заготовки и создают вакуум. Атмосферное давление плотно прижимает заготовку к поверхности матрицы до полного затвердевания. Для получения высокого качества изделия полость матрицы должна быть полированной и иметь плавные сопряжения различных поверхностей. На следующем этапе готовое изделие выталкивают из полости матрицы, создавая давление воздуха. Следует отметить, что вместо отсоса воздуха иногда создают избыточное давление для заполнения пластиком полости матрицы. Такой технологический процесс называют пневматическим формованием.

Станок для вакуумной формовки пластика. Описание конструкции и технических характеристик некоторых моделей
Станки для вакуумной формовки просты по конструкции. Их разрабатывают и производят как специализированные фирмы, например, «ATSNGroup» «Flexplast», «Фолипласт», так и различные частные предприятия. В сети интернет-магазинов можно приобрести готовое оборудование и оснастку, а также заказать станок по спецзаказу.
Станок для формовки пластиков представляет собой бак определенных размеров. В комплекс входят рабочие органы и агрегат для создания вакуума, органы управления и энергообеспечения.
Размеры станков определяются габаритами получаемого изделия из листового термопласта. Компания «ATSNGroup» выпускает линейку станков с возможностью изготовления изделий в диапазоне от 400 х 400 до 5000 х 5000. Базовые модели ориентированы на размеры 600 х 600, 1000 х 100 и 2400 х 1400 мм с возможностью быстрой переналадки в сторону уменьшения размеров при необходимости выпуска соответствующей продукции. Станки оборудованы кварцевыми нагревателями мощностью 8; 19,5; 55 кВт и насосами производительностью 200, 750, 1000 литров/мин., соответственно типоразмерам моделей. Эти устройства обеспечивают быстрый нагрев заготовки и создание вакуума. Предусмотрена возможность локального разогрева. Станок с размерами стола 2400 х 1400 мм оборудован системой для предварительного выдува листа заготовки с последующим формованием готового изделия с требуемой точностью. Это позволяет существенно повысить производительность работы оборудования при изготовлении изделий больших размеров. Установки позволяют получать изделия из ПВХ, полистирола, полипропилена, полиэтилена и т.п.

Формы для вакуумной формовки. Материалы и особенности изготовления
Формы изготавливают из алюминия, эпоксидной смолы, МДФ, стеклопластика. На выбор материала влияют: масштабность производства, размеры изделия, температурный режим подготовки заготовки к процессу формования.
Формы из алюминиевых сплавов изготавливают литьем, а затем добиваются требуемой точности и качества с помощью фрезерования, шлифования и полирования. Формы из эпоксидной смолы получают путем заливки компаунда в мастер-форму, изготовленную по методу обратного копирования. Формы из МДФ и стеклопластика изготавливают горячим или теплым прессованием. В связи с различием физико-механических и химических свойств материалов, формы имеют различные эксплуатационные показатели. Главные из них: жесткость, химическая стойкость, долговечность и ремонтопригодность.

Вакуумно-пленочная формовка. Особенности применения
Технология вакуумно-пленочной формовки или V – процесс, относится к сфере литейного производства и имеет мало общего с вакуумной формовкой, применяемой в производстве изделий из листового пластика. Объединяет эти два направления только использование вакуума для создания атмосферного давления. При вакуумной формовке, вакуум является рабочим инструментом, обеспечивающим основной технологический процесс изготовления детали, т.е. воздействует непосредственно на поверхность изделия. В технологии вакуумно-пленочного формования вакуум воздействует на поверхность песка, подготавливая литейную форму к заливке расплавленным металлом. В этом случае вакуум исполняет вспомогательную роль в производстве отливки, т.е. непосредственно на поверхность изделия – отливки не действует.
В технологии вакуумно-пленочной формовки (ВПФ) используется тонкая синтетическая пленка и тонкодисперсный кварцевый песок без примеси глины. Поверхность литейной формы накрывают пленкой, разогревают и откачивают воздух через микроскопические отверстия в подмодельной плите. Затем заполняют опоку кварцевым песком и накрывают следующим слоем пленки. Откачивая воздух из промежутка между слоями пленки, создают твердый песчаный каркас, повторяющий форму модели. Откачка воздуха и поддержание вакуума продолжается в процессе заливки металла в форму вплоть до затвердевания готового изделия. В процессе заливки металла пленка газифицируется и газ проникает в песок, выполняя роль связующего.
Технология ВПФ создана в Японии и уже более 50 лет применяется в СССР и в странах постсоветского пространства, в том числе, в России для получения сложных отливок для различных сфер применения. Благодаря этой технологии удается значительно повысить точность и качество отливок и отказаться в ряде случаев от механической обработки. V — процесс пока не получил широкого распространения в нашей стране.

Преимущества технологии вакуумной формовки:
- Снижение издержек производства благодаря упрощению технологии изготовления литейных форм
- Увеличение ресурса работы всех элементов технологической оснастки
- Повышение точности и качества отливок
- Устранение операции обрубки и очистки поверхности отливок
- Повышение уровня экологической безопасности при проведении литейных операций
- Недостатки технологии:
- Необходимость поддержания вакуума в течение всего процесса изготовления отливки
- Усложнение оснастки и технологии ее изготовления
- Необходимость точного поддержания температуры пленки во избежание ее разрыва и образования брака литья
Технология вакуумной формовки — бизнес с тысячью применений

Торговые манекены, акриловые ванны, упаковки для инструментов, техники и игрушек, тазики, объёмные буквы применяемые для оформления салонов, кафе, магазинов, ресторанов, баров – что может быть общего у этих столь разноплановых в использовании и форме предметов?
Дело в том, что, как правило, все они изготавливаются одним общим интересным способом под названием вакуумная формовка. При наличии необходимого станка сам процесс формовки довольно несложный, а потому предоставляет возможность современного, пользующегося спросом бизнеса.
Ведь картонные коробки, в которые раньше повсеместно упаковывался самый разный товар – от техники до духов и сладостей – уверенно уступает место блистерным (пластиковым) упаковкам, повторяющим форму помещённого в них предмета. Огромным коммерческим преимуществом такого вида упаковок является то, что покупатель имеет здесь возможность предварительного осмотра товара и его преимуществ, в связи, с чем повышается вероятность его продажи (согласно психологическим исследованиям, товар в пластиковой упаковке раскупается на 15% больше, нежели в любой другой).
Технология вакуумной формовки
Тля этого потребуется приобрести вакуум-формовочный станок – это около 120 тыс. руб. Что касается материалов для формовки, то они могут быть разными (а соответственно – по-разному стоить) и избираются в зависимости от целевой потребности. Основное общее требование ко всем материалам – одинаковая толщина листа.
В целом же можно сказать, что для рекламных вывесок в основном задействуется полистирол (общего назначения) до 2 мм толщиной. Ведь он одновременно и вес имеет небольшой, и прочность высокую, обладает малым влагопоглощением и диэлектрическими свойствами. Да и температурный диапазон его использования весьма широк – от -50C до + 70С.
Кроме того, в вакуумной формовке зачастую используются ПЭТ, ABS-пластик, ПВХ, поликарбонат, полипропилен и т.д.. Если требуется, на материал возможно первичное нанесение краски, и лишь затем – сама формовка.
Процесс вакуумной формовки
1) изготовление матрицы;
2) формовка по нему выбранного материала.
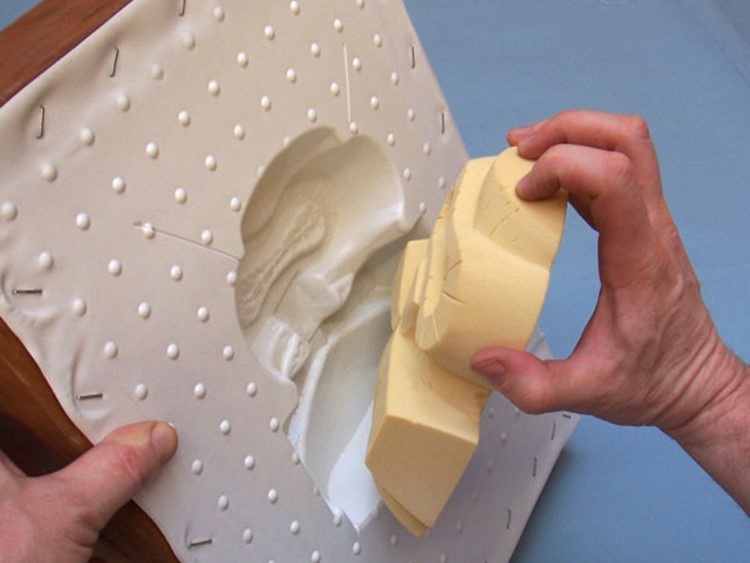
Что касается первого пункта, то к фантастическому блокбастеру отношения он никакого не имеет; здесь матрица – это выступающая твёрдая форма, на которую и будет «натягиваться» разогретый и ставший чрезвычайно гибким пластик. Изготавливается он фрезеровкой (в зависимости от требований к соблюдению точности исполнения и тиража) из стеклопластика (обычно для формовки толстых, больших изделий), дюралюминия, МДФ, различных смол и др.
Затем следует непосредственно формовка. В специальную рамку станка зажимается тот или иной лист материала (предварительно тщательно вами очищенный от пыли, иначе она при разогреве просто станет частью пластика), на него опускается разогревающая панель и происходит разогрев материала.
Под действием температуры лист станет мягким и эластичным (сколько потребуется времени на достаточный разогрев листа того или иного материала, устанавливается индивидуально), после чего рамка с листом опускается на форму (матрицу) или форма поднимается снизу (в зависимости от модели вакуумного станка).
Материал по мере «натяжки» на матрицу будет приобретать её форму; при этом параллельно запускается вакуум-насос, выкачивающий воздух между листом и формой. Самостоятельно можно «помогать» машине, подходящими предметами делая оттиски во внутренних углах будущего изделия (при этом работая в перчатках во избежание термоожогов).
Среднее время цикла непосредственно формовки (не считая разогрев) – 40-120 секунд. Затем необходимо некоторое время выждать до того, как изделие охладится, выключить станок и снять отформованный лист.
Работать можно у себя в гараже (средний вакуум-формовочный станок много места не занимает – габариты в среднем метр на метр двадцать (или чуть больше)) либо снять маленькое помещение.
Если для вас вакуумная формовка будет являться не основным видом бизнеса, а всего лишь одним из инструментов для вашего бизнеса, то можно изготовить простейший вакуумный станок своими руками.
Преимущество технологии вакуумной формовки в том, что вы можете изготавливать широкий ассортимент товаров, при этом делать как единичные заказы, так и большие тиражи. Ниже я приведу перечень наиболее востребованных изделий, которые возможно изготовить методом вакуумной формовки:
— торговые манекены;
— бампера, обвесы, элементы тюнинга на автомобили;
— формы для изготовления тротуарной плитки, еврозаборов и т.д.;
— объемные буквы для рекламных вывесок;
— пластиковые тазики, корыта, для хозяйственных целей;
— акриловые ванные и душевые поддоны;
— корпуса на различную технику;
— блистерная упаковка и многое другое.
Что касается рекламы своего производства, то, возможно, она вам не потребуется – попробуйте вначале самостоятельно обойти ближайшие хозяйственные магазины и супермаркеты с предложением вёдер, тазиков, корыт и прочих пластиковых изделий, там продающихся. Наконец, не забывайте о бесплатных интернет-порталах, предназначенных для объявлений, а также рекламных газетах вашего города. Успехов!

