

Самый простой сварочный инвертор тимвала
Сборка инверторного сварочного аппарата своими руками
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
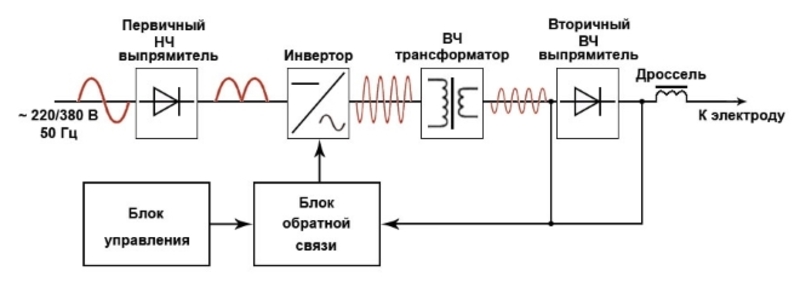
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
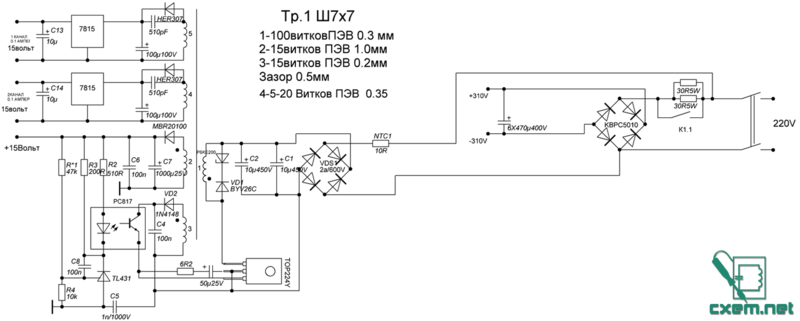
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:

 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
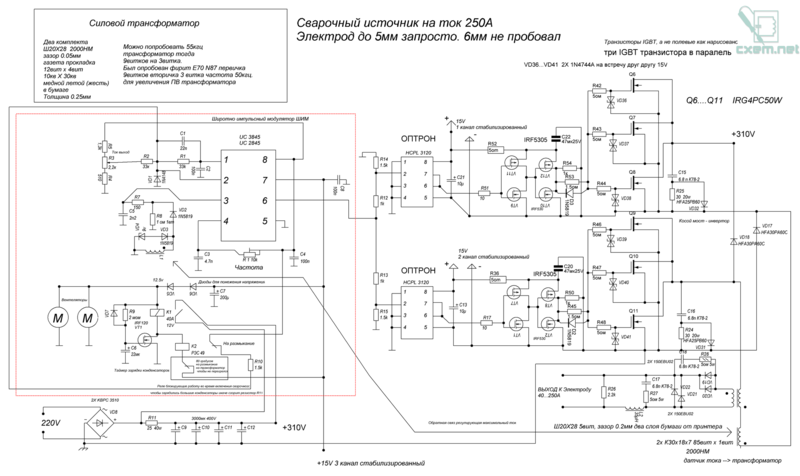
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Сварочный инвертор своими руками
Домашнее хозяйство требует наличия определенных инструментов. Сварочные работы производятся с использованием инвертора, который широко востребован в обиходе. Изготовить сварочный инвертор своими руками не составит особого труда и финансовых вложений, достаточно иметь небольшие познания электрики, чтения чертежей. Качественный инвертор на рынке стоит не малых денег, а более доступные аналоги могут не соответствовать требуемым параметрам.

Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей. Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.

Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока. Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.

Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.

Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.

Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.

Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Конструкция сварочного аппарата
Основой для аппарата является корпус, возможно использовать системный блок от компьютера формата АТХ, рекомендуется поискать на разборках более старые модели, так как металл использовался толще и качественнее. Также подходит металлическая канистра, при этом случае необходимо вырезать отверстия для вентиляции, установить дополнительные крепления.

Устройство сварочного инвертора
Ферритовый материал используется для обмотки трансформатора блока питания своими руками. Намотка проволоки на сердечник производится по всей ширине, это даст возможность улучшить производительность устройства, устранить перепады напряжения. Медная проволока применяется в самодельном сварочном инверторе, марки ПЭВ-2, стеклотканью изолируется первичная обмотка.
Функция силового блока состоит в понижении силы тока.
Трансформаторы устанавливаются с зазором, между ними прокладывается газетная бумага. Витки наматываются своими руками в несколько слоев первичной обмотки, затем в три слоя накладывается вторичная обмотка. Для защиты от короткого замыкания используется прокладка, не пропускающая ток.
Для предостережения от короткого замыкая отводятся силовые проводники в разные стороны, для охлаждения используют вентилятор.
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.
Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.

Проверка соединений инвертора мультиметром
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.

Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Как своими руками изготовить сварочный инвертор?

Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки

Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.

При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок

Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата

Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.

Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора

Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Самый простой сварочный инвертор своими руками — подбираем транзисторы
 Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Запчасти для сварочных инверторов имеются в свободной продаже. Однако чтобы правильно их подобрать, нужно обладать некоторыми специальными знаниями.
Сначала не лишним будет заметить, что транзисторы для сварочных инверторов чаще, чем другие детали выходят из строя. Поэтому именно их правильный подбор и высокое качество будут обеспечивать долгосрочную работу прибора.
Сделанный инверторный сварочный аппарат своими руками, снабжён четырьмя ключами, которые состоят из четырёх параллельных транзисторов, прикреплённых к обособленным радиаторам.
Транзисторы крепятся с помощью термопасты, которая служит также для отвода тепла от этого элемента.

Принципы выбора транзисторов
- Расчёт мощности
Перед тем, как начать собирать простой сварочный инвертор своими руками, необходимо правильно рассчитать его мощность. Для этого надо умножить необходимую силу тока на напряжение горения электрической дуги.
Например: 160 А х 24 В = 3840 Вт.
Если учесть, что КПД, в среднем, составляет 85%, то перекачиваемая транзисторами мощность будет составлять 4517 Вт.
Теперь, зная данную величину, можно просчитать силу тока, которую транзисторы должны коммутировать во время работы инвертора. Для этого надо найти частное общей мощности и напряжения сети. То есть:
4517 Вт : 220 В = 20 А.
Для того, чтобы поддерживать 220 В при силе тока в 20 А необходимо установить фильтр с ёмкостью не менее 1000 мкФ. Здесь надо заметить, что имеются два параметра максимального тока при разных температурах (при 200С и при 1000С). Когда через транзисторы для сварочных инверторов проходит большой ток, на них образуется тепло, скорость отвода радиатором которого недостаточна. При этом кристалл будет перегреваться и приведёт к разрушению силового ключа. Значит, надо брать транзисторы, рабочий ток которых при 1000С будет составлять 20 ампер или более.

- Выбор рабочего напряжения
Собирая инверторный сварочный аппарат своими руками, следует знать, что напряжение на транзисторах не должно быть больше напряжения питания. Это означает, что надо приобретать транзисторы с напряжением, превышающим 400 В.
- Подбор транзисторов в соответствии с рабочей частотой
Для подобранных выше параметров рабочая частота транзисторов должна быть не менее 100 кГц. Это могут быть IGBT или полевые транзисторы, допустимое напряжение которых составляет 500 вольт. Единственным их неудобством является отсутствие отверстия для крепежа.

Для того чтобы IGBT транзисторы нормально функционировали нужна пауза между открытием и закрытием, составляющая приблизительно 1,2 микросекунды. Исключение составляют MOSFET транзисторы, в которых время может равняться 0,5 микросекунды.
Учитывая все вышеперечисленные требования к транзисторам, можно собрать качественный простой сварочный инвертор своими руками. Также для этого нужен набор инструментов и приборов, включающий в себя осциллограф, паяльник, мультиметр, вольтметр и набор отвёрток. Перед началом работы следует внимательно изучить схемы прибора и приобрести все необходимые детали.
Многие фирмы предлагают качественные запчасти для сварочных инверторов. Но в данном сегменте рынка выделяется фирма IR. Специалисты данной компании разработали и выпустили транзисторы типа IRG4PH50UD и IRG4PC50UD, а также полевые транзисторы IRFPS40N50, IRFPS37N50A и IRFPS43N50K.
Они подходят к описанным выше параметрам и являются надёжными элементами, которые обеспечат долгую работу сварочного аппарата даже при частом использовании при условии правильной эксплуатации. Нельзя допускать, чтобы в него попадала металлическая стружка, влага, пыль и другие посторонние предметы. Это может привести к короткому замыканию.
Во время сборки сварочного инвертора следует соблюдать правила по технике безопасности при работе с электрическими приборами.

Еще по этой теме на нашем сайте:
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –.
Ручная сварка для начинающих — самоучитель по сварке дома
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика.
Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.

