

Типы и марки сварочных электродов
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.

Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Марки электродов
Широкое распространение технологии соединения различных деталей посредством электрического тока и плавящегося электрода потребовало поиска новых технологий для возможности качественной работы буквально с каждым типом материала, с каждой маркой металла.
Достичь широкого распространения и одновременно обеспечить качественное соединение именно узкоспециализированных конструкций и элементов позволяет соединения в сварочной технологии универсальных сварочных аппаратов и индивидуальный подбор плавящихся электродов. Экономическая целесообразность такого подхода целиком оправдана – для сварочных аппаратов набор функций и технологий позволяет работать как с черными металлами, легированными сталями и чугунными конструкциями, а вот индивидуальность подхода достигается подбором расходных материалов – сварочных электродов.
Специфика подбора сварочных электродов
Использование электросварки для соединения металлов кроме общепризнанных и понятных физических процессов, влияющих на процесс соединения свариваемых деталей, имеет еще один, очень важный момент – свойства деталей, рассчитанных на применение в различных отраслях и производствах. Берется во внимание, прежде всего свойства металлов – конструкционных сталей, легированных и низколегированных сталей, чугуна или конструкций из цветных металлов. И в данном случае сварной шов, должен отвечать максимально условиям и марке основного металла. Такое соответствие сварочных электродов основному материалу достигается использованием в качестве сердечника узкоспециализированного состава металла, а в качестве обмазки использовать наиболее подходящие компоненты.
Типы и марки электродов
Использование сварочных электродов в зависимости от свойств свариваемого материала зависит, прежде всего, от состава металлического сердечника. Здесь при производстве учитываются несколько факторов, влияющих на качество шва:
- прямое предназначение электрода для сварки определенного типа металлов и сплавов;
- условия проведения работ, пространственное положение шва;
- толщина соединяемых деталей и конструкций;
- специфика формирования сварочной ванны и защитного облака газов;
- узкоспециализированные свойства шва – сопротивление на разрыв, изгиб, текучесть жидкого шва, насыщенность кислородом.
Учет этих и других условий маркировки конечной продукции и условия непосредственно самого производства вменен для всех отечественных производителей электродной продукции соответствующими государственными стандартами и сортаментами. Электрод, имеющий соответствующую маркировку, должен соответствовать техническим условиям независимо от производителя. В то же время, нанесенная маркировка на упаковку должна соответствовать содержимому как по качеству, так и по количеству.
Марки электродов для дуговой сварки
Сегодня наиболее массово выпускаются электроды для соединения деталей из черных металлов и сталей. Именно поэтому наиболее часто употребляемая маркировка ориентирована на сварку деталей из стали и градирует продукцию в зависимости от содержания углерода в металле. Такая градация соответствует и основному марочнику сталей:
- «У» – основная часть конструкционного черного металла с относительно низким содержанием легирующих добавок и средним показателем присутствия углерода. Качество сварного шва должно выдерживать усилие на разрыв около 600 Мпа.
- «Т» — специфические электроды для легированных марок стали, обладающих тугоплавкостью и большой теплоустойчивостью, усилие разрыва шва около 600 МПа;
- «Н» – электроды для дополнительной наплавки на поверхность дополнительного слоя металла, при этом металл может обладать специальными свойствами;
- «А» – электрод для сварки условно пластичных сплавов и металлов.
Выбор марки электрода
Качество сварного шва, его конструктивные и пластические свойства, способность выдерживать различные деформации зависят во многом от того какого качества, какого состава и толщины на металлическом сердечнике лежит слой покрытия.
Для маркировки слоя покрытия, показателя его толщины используется буквенное обозначение отображающее соотношение толщины обмазки к диаметру металлического сердечника. Следует заметить, что здесь за основу берется соотношение диаметр/покрытие в процентном выражении, а не конкретное число толщины в миллиметрах.
Для маркировки принято брать соотношение в 20, 45, 80 и более 80%. Такие показатели маркируются соответственно буквами «М», «С», «Д», «Г». Наиболее популярное соотношение равное приблизительно 45% маркируемое «С» обозначает около 70% всех выпускаемых электродов всех наименований. Такая маркировка позволяет подобрать расходные материалы для проведения работ в зависимости от сложности и важности свариваемых деталей.
Учет количества покрытия сердечника, формирующего защитное облако сварочной ванны при подборе типа и марки очень важен, так же, как и учет того из каких материалов сделано само покрытие – для обозначения типа основного составляющего обмазки используется буквенные обозначения, соответствующие наиболее часто встречающимся видам материалов для обмазки:
- кислотное покрытие – маркируется «А»;
- для основных видов используется буквенный код «Б»;
- целлюлозное содержание обмазки будет соответствовать букве «Ц»;
- рутиловый компонент маркируется «Р»;
- для прочих видов маркировка объединяется общим кодом «П».
Внимание! Двухкомпонентные виды покрытий, имеющих узкоспециализированные направления применения, маркируются соединением основных буквенных кодов, при этом первая буква указывает на преобладающий компонент в композиции покрытия.
Расшифровка марки электродов
Достижение максимальных показателей сварного соединения конструкций достигается применением типов расходных материалов, имеющих при работе еще одно свойство – пространственное положение при формировании сварной ванны. Возможность прокладки прочного шва в горизонтальном положении, возможно будет утеряна, в случае применения этого электрода при потолочных работах, вертикальном сваривании, или наложении наклонного шва. Проще говоря, если в одном положении шов будет ложиться ровно, то при сварке этой же маркой в другом положении шов будет прерывистым, капающим, стекающим по поверхности металла.
Параметры использования электрода в зависимости от пространственного положения маркируются цифровым кодом:
- 1 – универсальный тип использования;
- 2 – тип пригодный для использования в большинстве положений, кроме вертикального;
- 3 – подходит как для вертикальных, так и для горизонтальных швов, кроме работ под потолком;
- 4 – электрод горизонтального шва.
Виды электродов
Для особо важных конструктивных элементов, имеющих повышенные требования по прочности соединений, применяются электроды, разработанные для сугубо узкой специализации, например для легированных сталей или сварки чугунных элементов.
Достоинством этих специальных марок выступает полное соответствие состава сердечника составу свариваемых конструкций. Здесь не требуется дополнительное усиление или ослабление сварочного тока, особые навыки формирования дуги, сам температурный режим сгорания покрытия обеспечивает максимальное расплавление сердечника и прогрев поверхности самой детали. Такие электроды формируют шов без существенных деформаций и изменений.
Для этих целей чаще всего используются марки Э-70, АНП2, НИАТ 3М, УОНИ-13/85, Н20/Св-12Х2НМАВИ, ОЗС-11, ТМЛЗУ, ЦЛ-45.
Наплавка или сварка чугунных изделий, содержащих большое количество углерода, требует применения электродов, близкого по составу к чугуну, именно поэтому серия ОК и обладают столь специфическими свойствами. Для этой марки характерна небольшая текучесть металла в пределах 300-500 МПа, относительно низкий по сравнению со стальными сердечниками показатель прочности – 460-640-720 МПа, и конечно небольшой показатель механического удлинения шва 6-40% в зависимости от маркировки. Вместе с тем электроды марок ОК-92 с индексами от 05 до 86 имеют завидную твердость холодного шва – до 240-260 НВ.
Внимание! Сварочные электроды, предназначенные для сварки и наплавки чугуна, не рекомендуется применять для сварки сталей и металлических конструкций. Сформированный шов не будет обладать расчетными характеристиками, ввиду высокого содержания углерода в металле электрода.
Сварка цветных металлов и сплавов
Применение электродуговой сварки для соединения легких цветных металлов и их сплавов сегодня в обычном применении пока находится в весьма ограниченном использовании, но это не значит, что сварочные технологии не имеют возможности работать с этими материалами.
Для соединения алюминиевых конструкций, несмотря на наличие защитного химического слоя металла, применяются электрода марки «ОЗА», маркировка их соответствует следующим свариваемым металлам:
- алюминий технический 99% чистоты содержания металла – ОЗА1;
- алюминиевые сплавы, в том числе с кремнием – ОЗА2, ОЗАНА2;
- алюминий технический – ОЗАНА1;
Медные конструкции, чаще всего соединяемые с помощью пайки, могут соединяться также и с помощью сварки, здесь применимы электроды Комсомолец 100, АНЦ/ОЗМ серии 2,3,4.
А для сварки никеля разных марок применяется электрод ОЗЛ-32.
Спецификация электродов для создания конструкционных деталей
Создание отдельных, специфических конструкций, имеющих большую массу и габариты, монтируемых непосредственно на сборочной площадке требует применение электродов для резки металла. Например, в судостроении, когда стальные листы поставляются цельными, а отверстия проделываются непосредственно на стапеле применяются электроды способные создавать высокую температуру плавления и возможность работы на максимальном сварочном токе.
Для таких и подобных работ применяются электроды ОЗР1 и ОЗР2, для разрезания металла толщиной до 40 мм, проделывания отверстий, срезания наплывов, устранения дефектных участков сварных соединений.

Марка электродов: ГОСТ
Буквенно-цифровое обозначение наименования, расположенное обычно в табличной форме на упаковке, часто дублируется и на покрытии самого электрода. Такое удобство позволяет без труда идентифицировать тип и марку электрода.
Обычно код состоит из нескольких групп шифров. Каждая группа имеет свое значение и характеристику применения:
- первые буквенно-цифровые обозначения идентифицируют предназначение, например, Э-46 – значит основная специфика соединение стальных деталей из легированных и углеродистых марок стали;
- далее идет марка электрода, она классифицирует изготовителя;
- следующий блок кода – это назначение покрытия и его слой, например, УД – это толстое покрытие (Д) для углеродистой марки стали (У);
- отдельное буквенное обозначение типа стального сердечника Е – плавящий электрод;
- следующие цифры характеризуют предел прочности шва при испытании на растяжение, здесь, 43 – это усилие в 430 Мпа;
- цифра с последующей цифрой в скобках это обозначение относительного удлинения с температурной характеристикой сохранения вязкости металла;
- оставшиеся буквенно-цифровые обозначения это тип покрытия и условия применения, например РЦ13 – рутилово-целлюлозное покрытие для универсальных работ при нормальном токе с возможностью использования обратной полярности.
Внимание! Получение качественного сварного соединения в большинстве случаев зависит от правильно подобранных электродов по типу и марке. Вместе с тем подбор расходных материалов требует соблюдения и других требований – правильного выбора диаметра, типа используемого тока, и качественного параметра электрода по влажности покрытия.
Сварочные электроды: виды и характеристики
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока. При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки. Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки

Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
- Данные о диаметре электрода.
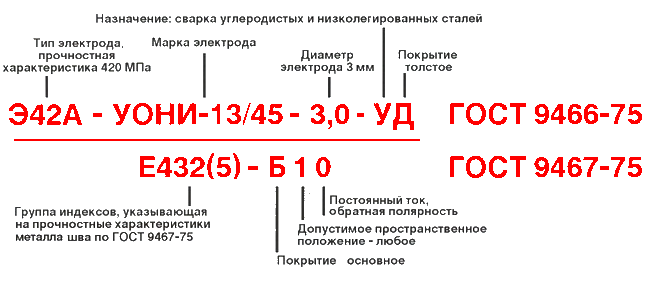
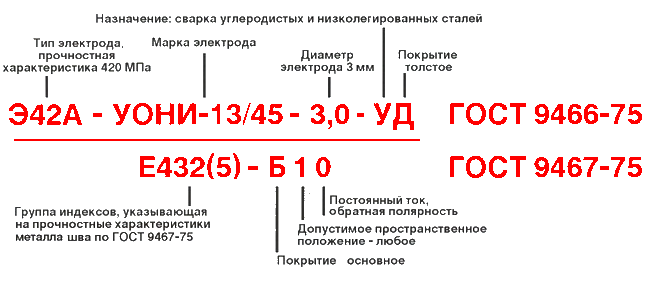
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Существующие виды электродов, их классификации и характеристики
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
ДЛЯ ЧЕГО НУЖНЫ ЭЛЕКТРОДЫ?
Обычно они служат для соединения чугунов и сталей , цветных металлов , но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
ТАК КАКИЕ БЫВАЮТ МАРКИ ЭЛЕКТРОДОВ? КАКИЕ БЫВАЮТ ВИДЫ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся . Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам .
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
КЛАССИФИКАЦИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва ( изгиб, сопротивление разрыву , насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
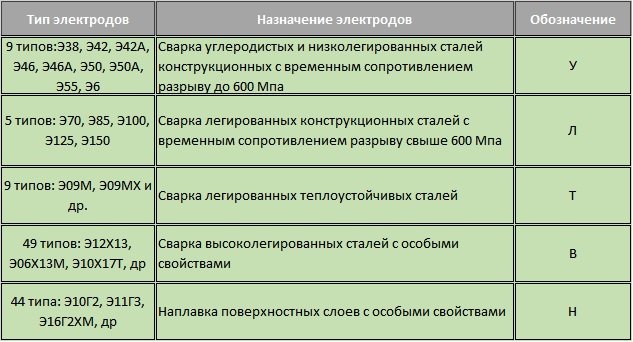
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
ВИДЫ СВАРОЧНЫХ ПРОВОЛОК
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем .
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги , предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов , в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак , в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении . Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях , кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
НЕКОТОРЫЕ ПРАВИЛА ИСПОЛЬЗОВАНИЯ ЭЛЕКТРОДОВ
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка . Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном , сталью, многими цветными металлами , прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы . Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.

