

Блок управления фрезеровочного станка
Руководство по созданию фрезерного CNC ЧПУ станка. Глава 1. Электроника станка

Всем доброго времени суток! А вот и я с новой частью своего рассказа о ЧПУ – станке. Когда начинал писать статью даже не думал, что она получится настолько объемной. Когда написал про электронику станка посмотрел и испугался – лист А4 исписан с двух сторон, а ещё очень и очень много чего нужно рассказать.
В итоге получилось этакое руководство по созданию станка ЧПУ, рабочего станка, с ноля. Будет три части статьи об одном станке: 1-электронная начинка, 2-механика станка, 3-все тонкости настройки электроники, самого станка, и программы управления станком.
В общем попытаюсь объединить в одном материале всё полезное и необходимое каждому начинающему в этом интересном деле, то что сам прочел на разных интернет-ресурсах и пропустил через себя.
Кстати, в той статье я забыл показать фотографии изготовленных поделок. Исправляю это. Пенопластовый медведь и фанерное растение.

↑ Предисловие
После того, как собрал свой маленький станочек без существенных затрат сил, времени и средств, меня всерьез заинтересовала эта тема. Посмотрел на ютубе, если не все, то почти все ролики, связанные с любительскими станками. Особенно впечатлили фотографии изделий, которые люди делают на своих «home CNC». Посмотрел и принял решение – буду собирать свой большой станок! Вот так на волне эмоций, хорошо всё не обдумал погрузился в новый и неизведанный для себя мир CNC.
Не знал с чего начать. Первым делом заказал нормальный шаговый двигатель Vexta на 12 кг/см, между прочим с гордой надписью «made in Japan».


У одних он работал без проблем продолжительное время, у других сгорал при малейшей ошибки пользователя. Кто-то даже писал, что у него сгорел, когда тот немножко провернул вал двигателя, подключенного в это время к контроллеру. Наверное факт ненадежности китайца и сыграл в пользу выбора схемы L297+IRFZ44 активно обсуждаемой на форуме. Схема наверное и в самом деле неубиваемая т.к. полевики драйвера по амперам в несколько раз превышают то, что нужно подавать на моторы. Пусть и самому паять надо (это же только в плюс), и по стоимости деталей выходило чуть больше, чем китайский контроллер, зато надежно, что важнее.
Немного отступлю от темы. Когда всё это делалось, даже не возникло мысли, что когда-нибудь буду об этом писать. Поэтому нет фотографий процесса сборки механики и электроники, только несколько фоток, сделанных на камеру мобильника. Всё остальное щелкал специально для статьи, в уже собранном виде.
↑ Дело паяльника боится

Всё это время ежевечернее сидел за компьютером и читал, читал, читал. Настройка контроллера, выбор программ: какой рисовать, какой управлять станком, как изготовить механику и тд. и тп. В общем, чем больше читал, тем страшнее становилось, и всё чаще возникал вопрос «нафига мне это надо?!». Но отступать было поздно, двигатель на столе, детали где-то в пути – надо продолжать.
Пришло время паять плату. Имеющиеся в интернете мне не подошли по трем причинам:
1 – В магазине, котором заказывал детали не оказалось IR2104 в DIP корпусах, и мне прислали 8-SOICN. На плату они припаиваются с другой стороны, перевернутые, и соответственно нужно было зеркалить дорожки, а их (IR2104) 12 штук.

2 – Резисторы и конденсаторы также взял в SMD корпусах для уменьшения количества отверстий, которые нужно было сверлить.
3 – Имеющийся у меня радиатор был меньшего размера и крайние транзисторы были вне его площади. Нужно было смещать полевики на одной плате вправо, а на другой влево, поэтому изготовил два вида платы.
↑ Схема контроллера станка




Первая плата контроллера готова, всё проверил и пошагово протестировал, как в инструкции. Подстроечником выставил небольшой ток (это возможно благодаря наличию ШИМ), и подключил питание (двигателей) через цепочку лампочек 12+24в, чтобы было «ничё, если чё». У меня же полевики стоят без радиатора.
Двигатель зашипел. Хорошая новость, значит ШИМ работает как надо. Нажимаю клавишу и он крутится! Забыл упомянуть, что этот контроллер предназначен для управления биполярным шаговым двигателем т.е. тем, у которого подключаются 4 провода. Игрался с режимами шаг/полушаг, током. В режиме полушаг двигатель ведёт себя стабильнее и развивает большие обороты + увеличивается точность. Так и оставил перемычку в «полушаге». С максимальным безопасным для двигателя током при напряжении примерно 30в получилось раскрутить двигатель до 2500 об/мин! Моему первому станку без ШИМ такое и не снилось. ))
Следующие два мотора заказал помощнее, Nema на 18кг/с, но уже «made in China».

По качеству они уступают Vexta, всё-таки Китай и Япония разные вещи. Когда вращаешь вал рукой у японца это происходит как-то мягко, а от китайцев ощущение другое, но на работе это пока что никак не сказалось. Замечаний к ним нет.
Спаял две оставшиеся платы, проверил через «светодиодный симулятор шагового двигателя», вроде бы всё хорошо. Подключаю один мотор – работает отлично, но уже не 2500 оборотов, а около 3000! По уже отработанной схеме подключаю третий мотор к третей плате, крутится пару секунд и встал… Смотрю осциллом – на одном выводе импульсов нет. Прозваниваю плату – одна из IR2104 пробита.
Ну ладно, может бракованная попалась, читал что часто такое бывает с этой микрухой. Впаиваю новую (брал с запасом 2 штуки), та же ерунда – пару секунд крутит и STOP! Тут я поднапрягся, и давай проверять полевики. Кстати, в моей плате установлены IRF530 (100В/17А) против IRFZ44 (50В/49А), как в оригинале. На мотор будет идти максимум 3А, так что запаса в 14А хватит с избытком, а вот разница в цене почти в 2 раза в пользу 530-ых.
Так вот, проверяю полевики и что я вижу…не припаял одну ножку! И на выход этой “ирки” полетели все 30В с полевика. Припаял ножку, ещё раз внимательно всё осмотрел, ставлю ещё одну IR2104, сам волнуюсь – это же последняя. Включил и был очень счастлив, когда двигатель не остановится после двух секунд работы. Режимы оставил такие: двигатель Vexta – 1,5А, двигатель NEMA 2,5А. При таком токе достигаются обороты примерно 2000, но лучше ограничить их программно во избежании пропуска шагов, и температура двигателей при длительной работе не превышает безопасную для моторов. Трансформатор питания справляется без проблем, ведь обычно одновременно крутятся только 2 мотора, но радиатору желательно дополнительное воздушное охлаждение.
Теперь про установку полевиков на радиатор, а их 24 штуки, если кто не заметил. В этом варианте платы они расположены лежа, т.е. радиатор просто на них ложится и чем-либо притягивается.

Конечно, желательно положить сплошной кусок слюды для изоляции радиатора от транзисторов, но у меня его не было. Выход нашел такой. Т.к. у половины транзисторов корпус идёт на плюс питания их можно крепить без изоляции, просто на термопасту. А под оставшиеся я положил кусочки слюды, оставшиеся от советских транзисторов. Радиатор и плату просверлил в трех местах насквозь и стянул болтиками. Одну большую плату я получил путем спаивания трех отдельных плат по краям, при этом для прочности впаял по периметру медный провод 1мм. Всю электронную начинку и блок питания разместил на каком–то железном шасси, даже не знаю от чего.
Боковые и верхнюю крышку вырезал из фанеры, и сверху поставил вентилятор.




Электронная часть закончилась. Следующая глава полностью посвящена железякам. До встречи!
↑ Одно из первых испытаний двигателей и контроллера
↑ Файлы

Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Спасибо за внимание! Продолжение следует.
Похожие новости
Комментарии (17)
Информация
Вы не можете участвовать в комментировании. Вероятные причины:
— Администратор остановил комментирование этой статьи.
— Вы не авторизовались на сайте. Войдите с паролем.
— Вы не зарегистрированы у нас. Зарегистрируйтесь.
— Вы зарегистрированы, но имеете низкий уровень доступа. Получите полный доступ.
Технарь. Какой выбрать контроллер для фрезерного станка ЧПУ?
В данной статье мы рассмотрим популярные системы управления (контроллеры) поставляемые заводами производителями фрезерных станков ЧПУ.
Фрезерные станки ЧПУ являются одним из популярных станков для обработки металла и не металлических материалов, с каждым годом популярность такого вида обработки возрастает все больше и больше, так как универсальность и простота управления, при обработки материалов, значительно упрощают выпуск, как индивидуальных изделий, так и серийных.
Фрезерные станки ЧПУ бывают:
- для работы по металлу;
- для работы по не металлам.
В этой статье мы составим рейтинг самых популярных контроллеров ЧПУ для фрезерных станков по не металлами, расскажем об особенностях и специфики работы.
6 Место. Mach3, Mach4
Является самым бюджетным контроллером. Управляется контроллер программным обеспечением созданным компанией ArtSoft c одноименным названием Mach. Контроллер обладает простым функционалом для работы на фрезерном станке ЧПУ .
Работает на основе G-Code, при помощи постпроцессора. Управление производится 3,4,6 осей, в зависимости от контроллеров. Оригинальный комплект Mach cтоит от 170 долларов (программное обеспечение+железо), за самую простую версию с минимальным функционалом.
Работает исключительно в тандеме с компьютером. Передача данных осуществляется по Usb или Ethernet.
5 Место. NCStudio
Является одним из самых распространенных контроллеров для фрезерных станков для обработки дерева с размерами от 400х400 до 1300х1300 мм. Работает на основе G-code, при помощи постпроцессора.
Управление осуществляется максимум тремя осями. Очень прост в монтаже и эксплуатации. Контроллер работает в тандеме с компьютером, и имеет возможность подключения беспроводного дистанционного пульта управления работающий по wifi каналу.
Загрузка управляющих программ происходит через персональный компьютер.
4 Место. Rich Auto.
Самый популярный дистанционный, проводной контроллер, среди систем управления фрезерным станком ЧПУ . Обладает широким функционалом возможностей, которые способны сильно “облегчить жизнь” оператору и ускорить производственные процессы. Перечислим некоторые из них:
- Сохранение нескольких нулевых точек, до 8, удобно при серийном выпуске нескольких товарных групп. На рабочем столе устанавливаем упоры и маркируем по названию заготовок далее оператор не думая, укладывает заготовки в нужные нулевые точки и делает фрезеровку.
- Сохранение координат при отключении электроэнергии. Если произошло отключение электроэнергии, не беда! При включении станка, контроллер спросит: Желаете ли Вы вернутся в точку где прервалась обработка? Можно согласиться можно отменить.
- Сохранение координат при окончании рабочей смены. Некоторые управляющие программы, по времени могут занимать несколько суток, контроллер Rich Auto позволяет поставить на паузу обработку, сохранить координаты и полностью обесточить оборудование, далее, оператор может продолжить обработку при необходимости с того же места, где прервал обработку.
- К контроллеру можно дополнительно установить защитные датчики, для безопасности (педаль, либо периметр).
Контроллер A11 поддерживает до 3 осей координат, А18 до 4 осей координат, А51(цветной дисплей) до 4 осей координат с визуализацией управляющей программы.
Загрузка управляющей программы осуществляется через Usb флешку. Станок полностью автономный, подключение компьютера к станку не требуется.
3 Место. Weihong NK105
Более продвинутый контроллер работает на станках с сервоприводами и микрошаговыми моторами. Обладает практически одинаковым функционалом настроек для обработки материалов, что Rich Auto, в дополнении есть функции:
- Управление автосменой инструмента, револьверная смена, рейка;
- Таймер работы станка. Общее время работы станка+таймер производства управляющей программы.
- Сохранение LOG’ов и экспорт в текстовый редактор
2 Место. Weihong NK300
Один из самых популярных контроллеров для управления крупными промышленными фрезерными станками и обрабатывающими центрами.
На дисплее отображается полная картина обработки материала, а также осуществляется контроль за всей периферией станка, включая пневматические системы (для автосмены инструмента и зажима материала на рабочей поверхности), а так же автоматическое включение/выключение системы аспирации, подача СОЖ и многое другое.
Контроллер имеет очень большой функционал включая функцию уборки рабочей поверхности. Контроллер управляет 4-мя осями. Загрузка управляющих программ осуществляется Usb флешками, либо через Ethernet порт. Надежная и относительно доступная система управления.
1 Место. Syntec 6MB
Самый топовый контроллер для промышленных фрезерных станков, на серводвигателях, а также easyservo. Осуществляет контроль за всеми системами и периферией станка (СОЖ, автосмазка механики, автосмена инструмента, регулировка ускорения холостого хода, уборка, пневмозажим материала, смена рабочих столов, конвейерная подача материала и многое-многое другое).
Программируемый контроллер обладает пультом дистанционного управления, для высокоточных установок при обработки материалов.
Визуальный контроль осуществляется “run time”.
Загрузка файлов осуществляется либо через Usb флешку, либо по средствам Ethernet.
Поддержка до 4-х осей одновременно.
Заключение.
Каждая из систем является достаточно надежным инструментом в умелых руках оператора, поэтому мы настоятельно рекомендуем перед началом работы, от начала и до конца прочитать инструкцию к контроллерам управления, не смотря на инструктаж и видео уроки.
Схема и сборка контроллера для ЧПУ станка
У умельцев, которые пытаются сами собрать программируемый станок, часто возникает проблема: как выбрать для него контроллер управления шаговыми двигателями. Понятно, что их интересует схема этого устройства.
Среди большого разнообразия контроллеров, пользователи ищут для самостоятельной сборки те схемы, которые будут приемлемы и наиболее эффективны. Применяются и одноканальные устройства и многоканальные: 3-х и 4-х осевой контроллеры.
Варианты устройств
Многоканальные контроллеры ШД (шаговых двигателей) при типоразмерах 42 или 57 мм используется в случае небольшого рабочего поля станка – до 1 м. Когда собирают станок большего рабочего поля – свыше 1м, нужен типоразмер 86 мм. Управлять ним можно, пользуясь одноканальным драйвером (ток управления, превышающий 4,2 А).
Управлять станком с числовым программным управлением, в частности, фрезерным настольным можно контроллером, созданным на базе специализированных микросхем –драйверов, предназначенных к применению для ШД до 3А. Контроллер ЧПУ станка управляется спецпрограммой. Ее устанавливают на ПК, имеющий частоту процессора свыше 1GHz, а объем памяти 1 Гб). При меньшем объеме, систему оптимизируют.
ОБРАТИТЕ ВНИМАНИЕ! Если сравнивать с ноутбуком, то в случае подключения стационарного компьютера – лучшие результаты, да и обходится он дешевле.
Подключая контроллер к компьютеру, используют USB или разъем параллельного порта LPT. Если этих портов нет, то пользуются платами-расширителями или контроллерами-преобразователями.

Экскурс в историю
Вехи техпрогресса схематически можно обозначить так:
- У первого контроллера на микросхеме был условно назван «синей платой». У этого варианта есть недостатки и схема требовала доработки. Главное достоинство – есть разъем, к нему и подключали пульт управления.
- Вслед за синим, появился контроллер, называемый «красной платой». В нём уже использовались быстрые (высокочастотные) оптроны, реле шпинделя на 10А, развязка по питанию (гальваническая) и разъем, куда бы подключались драйверы четвертой оси.
- Применялось также еще одно подобное устройство с красной маркировкой, но более упрощенное. При его помощи можно было управлять небольшим станком настольного типа – из числа 3-осевых.
- Следующим в линейке техпрогресса стал контроллер с гальванической развязкой по питанию, быстрыми оптронами и особыми конденсаторами, имеющий алюминиевый корпус, который обеспечивал защиту от пыли. Вместо реле управления, которое включало бы шпиндель, в конструкции было два выхода и возможность, чтобы подключить реле или ШИМ (широтно-импульсная модуляция) управление скоростью вращения.
- Сейчас же для изготовления самодельного фрезерно-гравировального станка, имеющего ШД, есть варианты – 4-х осевой контроллер, драйвер ШД от Allegro, одноканальный драйвер для станка, имеющего большое рабочее поле.
ВАЖНО! Не стоит перегружать ШД, применяя крупную фрезу агрегата и большую скорость.

Контроллер из подручных материалов
Большинство умельцев предпочитают управление через LPT порт для большинства программ управления любительского уровня. Вместо применения комплекта спецмикросхем для этой цели, кое-кто строит контроллер из подручных материалов – полевых транзисторов из сгоревших материнских плат (при напряжении свыше 30 вольт и током больше 2 ампер).
А поскольку создавался станок для нарезания пенопласта, в качестве ограничителя тока изобретатель использовал автомобильные лампы накаливания, а ШД снимали со старых принтеров или сканеров. Такой контроллер устанавливали без изменений в схеме.
Чтобы сделать простейший станок ЧПУ своими руками, разбирая сканер, помимо ШД, извлекается и микросхема ULN2003, и два стальные прутки, они пойдут на тестовый портал. К тому же понадобятся:
- Коробка из картона (из нее смонтируют корпус устройства). Возможен вариант с текстолитом или фанерным листом, но картон резать легче; куски древесины;
- инструменты – в виде кусачек, ножниц, отверток; клеевой пистолет и паяльные принадлежности;
- вариант платы, которая подходит на самодельный ЧПУ станок;
- разъем для LPT порта;
- гнездо в форме цилиндра для обустройства блока питания;
- элементы соединения – стержни с резьбой, гайки, шайбы и шурупы;
- программа для TurboCNC.
Сборка самодельного устройства
Приступив к работе над самодельным контроллером для чпу, первый шаг – аккуратно припаять микросхему на макетную плату с двумя шинами электропитания. Дальше последует соединение вывода ULN2003 и коннектора LPT. Далее оставшиеся выводы подключаем по схеме. Нулевой вывод (25-ый параллельного порта) соединяется с отрицательным на шине питания платы.
Затем ШД соединяют с устройством управления, а гнездо для электропитания – с соответствующей шиной. Для надёжности соединений проводов выполняют их фиксацию термоклеем.
Не составит труда подключение Turbo CNC. Программа эффективна с MS-DOS, совместима и с Windows, но в этом случае возможны некоторые ошибки и сбои.

Настроив программу на работу с контроллером, можно изготовить тестовую ось. Последовательность действий по подключению станков такова:
- В отверстия, просверленные на одном уровне в трех деревянных брусках, вставляют прутки из стали и закрепляют шурупами небольшого размера.
- ШД соединяют со вторым бруском, надевая его на свободные концы прутов и прикручивают, применяя шурупы.
- Через третье отверстие продевается ходовой винт и ставится гайка. Винт, вставленный в отверстие второго бруска, завинчивают до упора, чтобы он, пройдя через эти отверстия, вышел на вал двигателя.
- Далее предстоит соединение стержня с валом двигателя отрезком шланга из резины и проволочным зажимом.
- Для крепления ходовой гайки нужны дополнительные винты.
- Сделанная подставка также крепится к второму бруску при помощи шурупов. Горизонтальный уровень регулируется дополнительными винтами и гайками.
- Обычно вместе с контроллерами подключаются и двигатели и тестируются на предмет правильного соединения. Далее следует проверка масштабирования ЧПУ, прогонка тестовой программы.
- Остается сделать корпус устройства и это будет завершающим этапом работы тех, кто созидает самодельные станки.

Программируя работу 3-осевого станка, в настройках по первым двум осям – без перемен. А вот при программировании первых 4-х фаз третьей – вводятся изменения.
Внимание! Используя упрощенную схему контроллера ATMega32 (Приложение 1), в отдельных случаях можно столкнуться с некорректной обработкой оси Z – режим полушага. А вот в полной версии его платы (Приложение 2), токи осей регулируются внешним аппаратным ШИМом.
Заключение
В контроллерах, собранных ЧПУ станков – широкий спектр использования: в плоттерах, небольших фрезерах, работающих с древесиной и пластиковыми деталями, граверах по стали, миниатюрных сверлильных станках.
Устройства с осевым функционалом используют также в графопостроителях, на них можно рисовать и изготовлять печатные платы. Так что усилия, затраченные на сборку мастерами-умельцами, в будущем контроллере обязательно окупятся.
Выбор контроллера управления шаговыми двигателями, гравировальными, фрезерными, токарными станками, пенорезками.
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Многоканальные контроллеры чаще всего встречаются для управления небольшими шаговыми двигателями, типоразмера 42 или 57мм(nema17 и nema23). Такие двигатели подходят для самостоятельной сборки ЧПУ станков с рабочим полем до 1м. При самостоятельной сборке станка с рабочим полем более 1м следует использовать шаговые двигатели типоразмера 86мм(nema34), для управления такими двигателями понадобятся мощные одноканальные драйвера с током управления от 4,2А и выше.
Для управления настольными фрезерными станками широко распространены контроллеры на специализированных микросхемах-драйверах управления ШД, например, TB6560 или A3977. Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток. Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.
Управление контроллером с помощью специализированных программ управления станком MACH3 или KCAM или Linux EMC2 и других, установленных на ПК. Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach3.
Для подключения к компьютеру используется параллельный порт LPT(для контроллера с USB интерфейсом порт USB). Если ваш компьютер не оборудован параллельным портом (всё больше и больше компьютеров выпускается без этого порта) вы можете приобрести плату расширителя портов PCI-LPT или PCI-E-LPT или специализированный контроллер-преобразователь – USB-LPT, который подключается к компьютеру через USB порт.

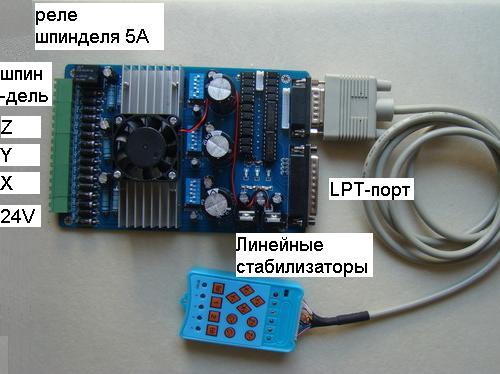
С настольным гравировально-фрезерным станком из алюминия CNC-2020AL, в комплекте блок управления с возможностью регулировки оборотов шпинделя, рисунок 1 и 2, блок управления содержит драйвер шаговых двигателей на микросхеме TB6560AHQ, блоки питания драйвера шаговых двигателей ШД и блок питания шпинделя.


1. Один из первых контроллеров управления фрезерными станками с ЧПУ на микросхеме TB6560 был, получивший прозвище -“синяя плата” , рисунок 3. Этот вариант платы много обсуждался на форумах, она имеет ряд недостатков. Первый – медленные оптроны PC817, что требует при настройке программы управления станком MACH3, вводить максимально допустимое значение в поля Step pulse и Dir pulse = 15. Второй это плохое согласование выходов оптопар с входам драйвера TB6560, решается доработкой схемы, Рисунок 8 и 9. Третий – линейные стабилизаторы питания платы и в следствии этого большой перегрев, на последующих платах применены импульсные стабилизаторы. Четвертый – отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков “Моделист” не применяется.
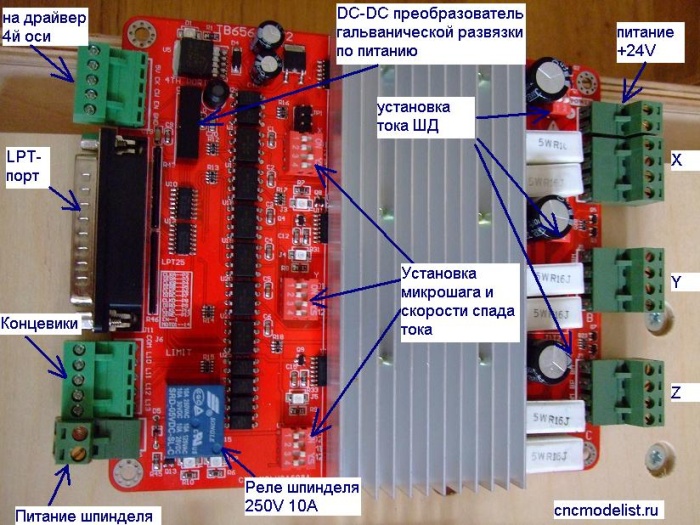
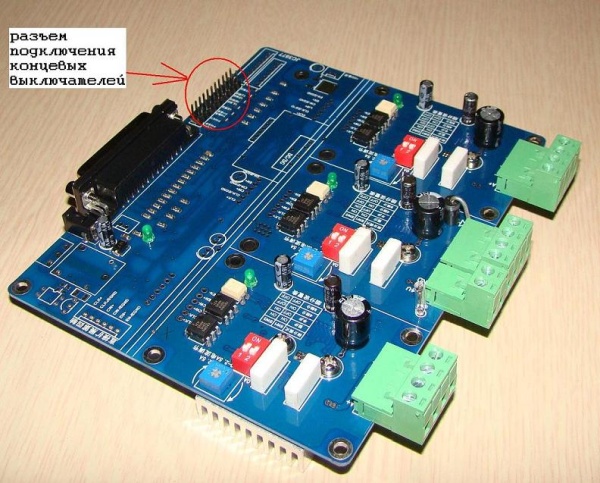
2. Контроллер управления ЧПУ станком поступивший на рынок после “синей платы”, получивший прозвище красная плата, рисунок 4.
Здесь применены более высокочастотные(быстрые) оптроны 6N137. Реле шпинделя 10А. Наличие гальванической развязки по питанию. Есть разъем для подключения драйвера четвертой оси. Удобный разъем для подключения концевых выключателей.
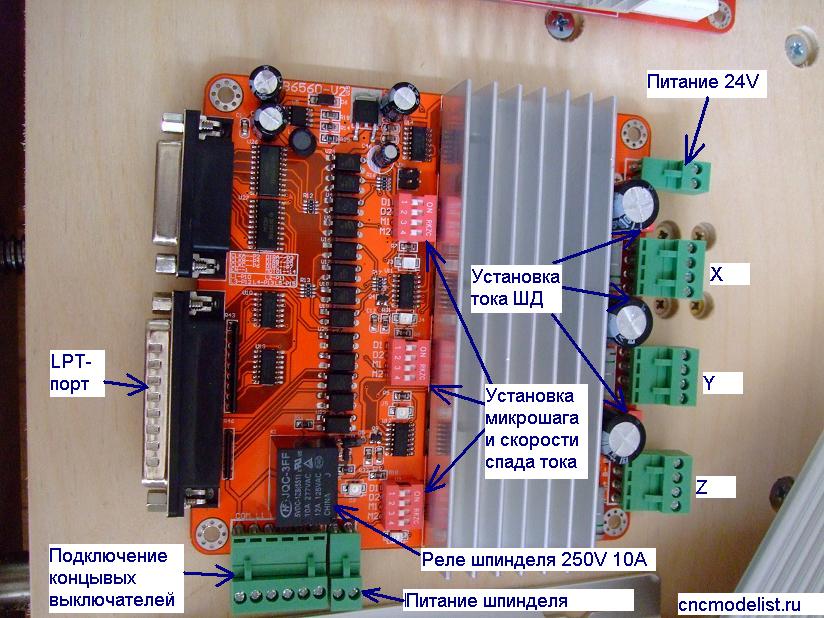
3. Контроллер шаговых двигателей с маркировкой TB6560-v2 тоже красного цвета, но упрощенный, нет развязки по питанию, рисунок 5. Маленький размер, но и в следствии этого меньше размер радиатора.
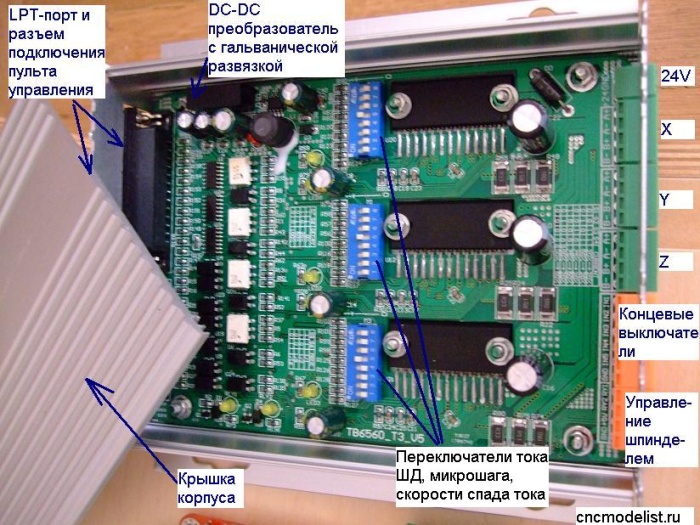
4. Контроллер в алюминиевом корпусе, рисунок 6. Корпус защищает контроллер от пыли попадания металлических частей, он же служит и хорошим теплоотводом. Гальваническая развязка по питанию. Есть разъем для питания дополнительных цепей +5В. Быстрые оптроны 6N137. Н изкоимпедансные и конденсаторы Low ESR. Нет реле управления включением шпинделя, но есть два выхода для подключения реле (транзисторные ключи с ОК) или ШИМ управления скоростью вращения шпинделя. Описание подключения сигналов управления реле на страничке Подключение концевых выключателей и реле шпинделя к контроллеру ЧПУ на TB6560
5. 4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7.
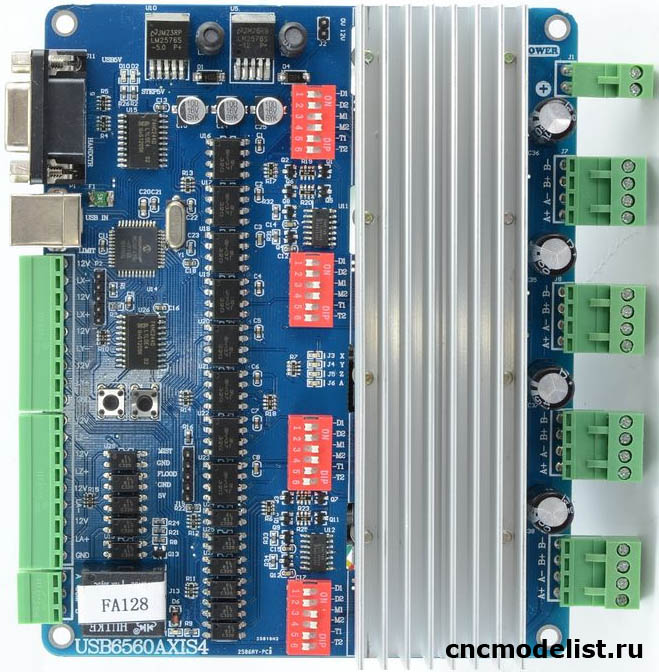
Данный контроллер не работает с программой MACH3, в комплекте своя программа управления станком.
6. Контроллер ЧПУ станка на драйвере ШД от Allegro A3977, рисунок 8.
7.Одноканальный драйвер шагового двигателя ЧПУ станка DQ542MA. Этот драйвер может использоваться при самостоятельном изготовлении станка с большим рабочим полем и шаговыми двигателями на ток до 4.2А, может работать и с двигателями Nema34 86mm, рисунок 9.
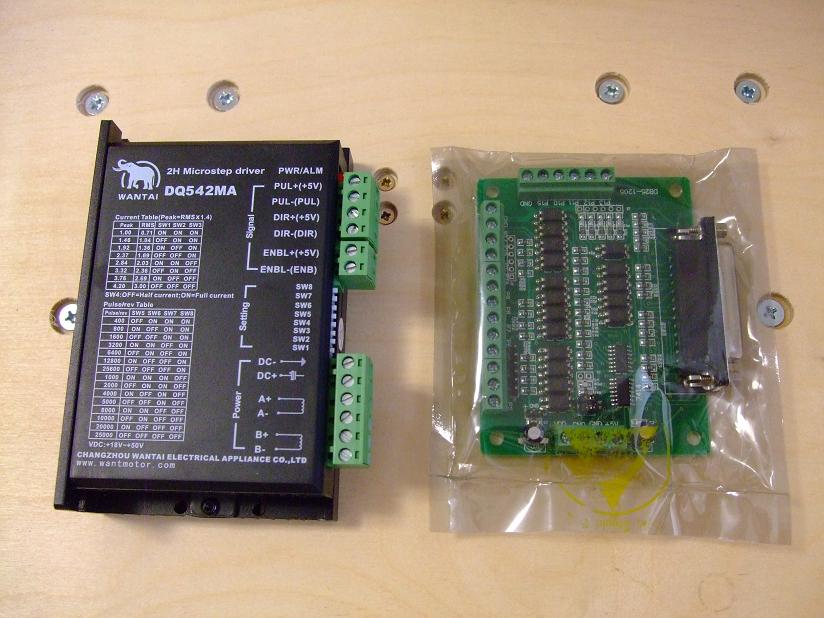
Фото доработки синей платы контроллера шаговых двигателей на TB6560, рисунок 10.
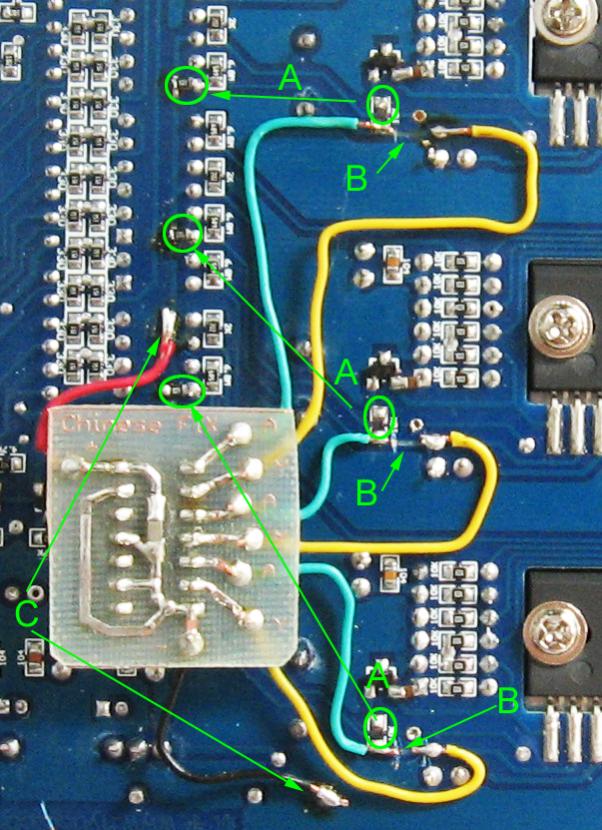
Схема исправления синей платы контроллера ШД на TB6560, рисунок 11.

