Центраторы наружные для сварки труб
Назначение и применение центраторов для сварки труб
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Виды центраторов и их отличия
В зависимости от места установки они подразделяются на две категории: внутренние и наружные типы. По конструкции центраторы делятся на устройства для стыковки прямолинейных участков или соединяемых под углом. С учетом числа точек крепления на трубопроводе механизмы бывают одно и двухсторонние. Первые применяются для монтажа трубопроводов небольшого диаметра. Вторые ставят на обеих сторонах стыка, применяются при работе с диаметрами свыше 600 мм.
Для стыковки больших диаметров из любого материала, на сварку которых тратится много времени, используется внутренний центратор. В комплект входит гидравлический насос, двигатель, фиксаторы. При установке внутрь он распирает края стыкуемых участков, затем плотно сдвигает их.
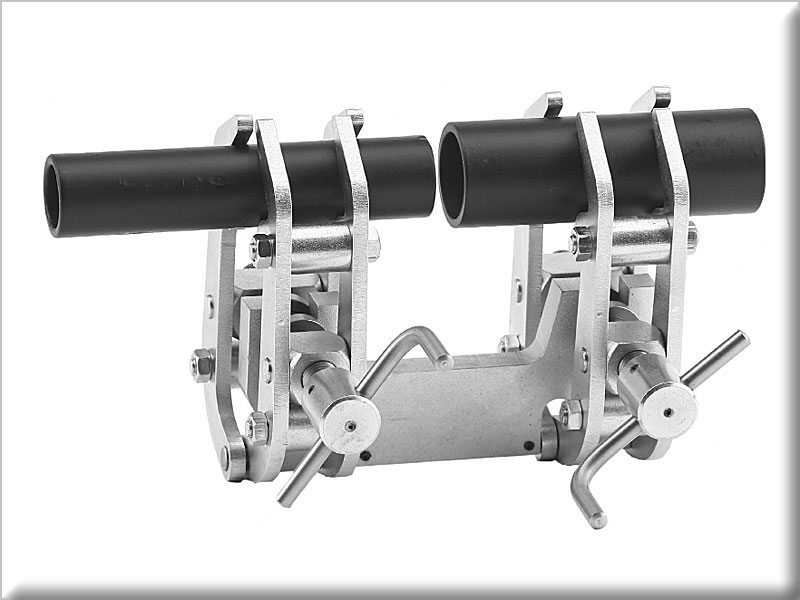
Наружные центраторы устанавливаются на внешней стороне. По принципу действия это универсальные звеньевые зажимы. Разнообразие типов позволяет приобрести оборудование для работы в любых условиях. Независимо от размера они проще и удобней в эксплуатации.
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
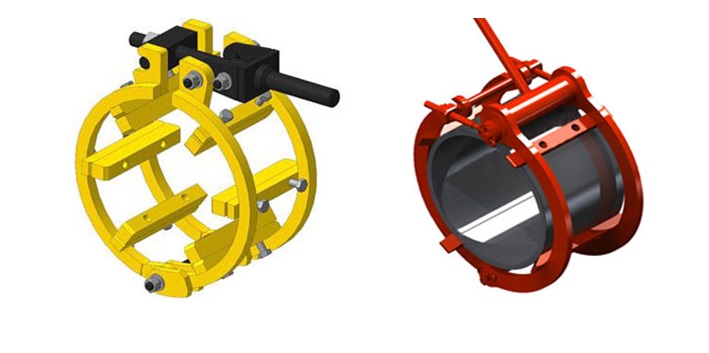
- Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров


- Арочные разновидности состоят из двух клемм с откидными элементами, которые во время работы накладываются друг на друга, а затем стягиваются ручным или гидравлическим механизмом. Рассчитаны для работы с трубами диаметром до 0,9 м. Они более долговечны, чем предыдущий вариант, так как нет шарниров, пальцы которых быстро изнашиваются. Число арок выбирается в зависимости от диаметра труб.
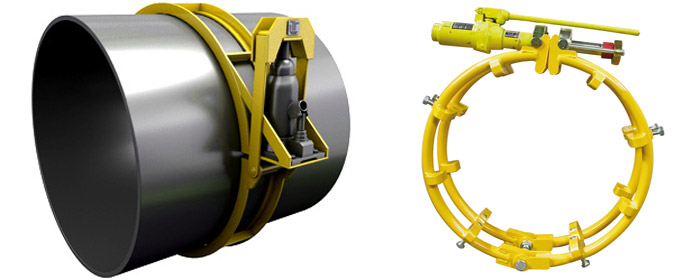
- Цепные разновидности быстро приводятся в рабочее положение, поэтому применяются для прокладки новых и ремонта аварийных трубопроводов диаметром до 1,4 м. Однако натягивать цепь можно только вручную.

- Эксцентриковые устройства похожи на арочные, но клеммы стягиваются эксцентриковым зажимом. При работе, от работника требуется высокое мастерство, так как неправильно зафиксированный эксцентрик может отсоединиться во время сварки. К недостаткам относится быстрый износ, из-за чего ослабляется усилие прижима. Сфера применения ограничена диаметрами 0,4 — 0,5 м.
- Центраторами струбцинного типа стыкуются трубопроводы бытового назначения с небольшим диаметром. Из достоинств отмечается компактность, прижим ручной рычажным механизмом. Форма струбцин бывает прямоугольной или дугообразной.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.

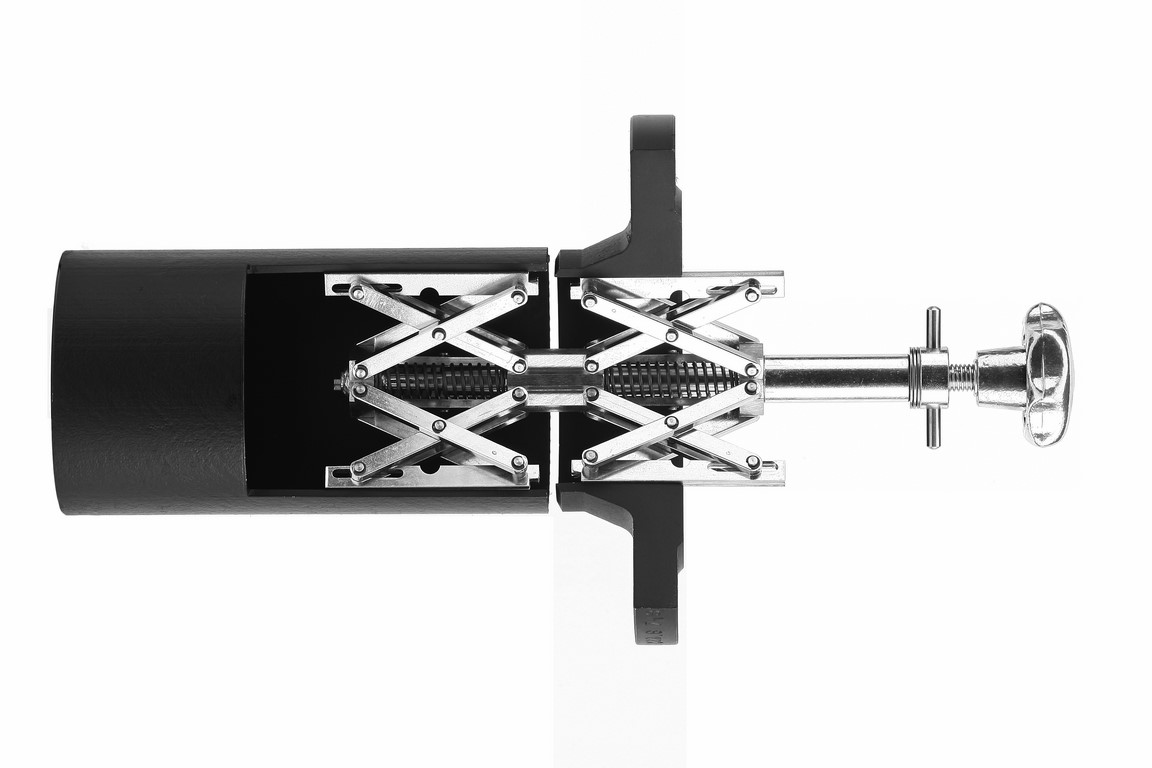
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Рубрика: Центраторы для сварки металлических труб
Подогреватели стыков труб (ПСТ) применяются для предварительного нагрева стыков трубы перед сваркой, что позволяет производить качественную проварку шва при строительстве трубопроводов из труб диаметром от 219-1720 мм.
В качестве нагревающего агента применяется пропан подаваемый из газового баллона. Пламя горелок, а также интенсивность нагрева кромки трубы регулируется посредством газового редуктора. Температура стыков труб контролируется по средством термокарандаша или пирометром.
Порядок запуска и работы с подогревателем стыков труб ПСТ:
- Установить подогреватель стыков труб ПСТ на нагреваемый участок.
- Отрегулировать давление на редукторе.
- Открыть кран подачи газа редуктора и произвести поджог горелки ПСТ источником пламени в нижней части.
- Отрегулировать величину факела горелки ПСТ краном подачи газа на редукторе.
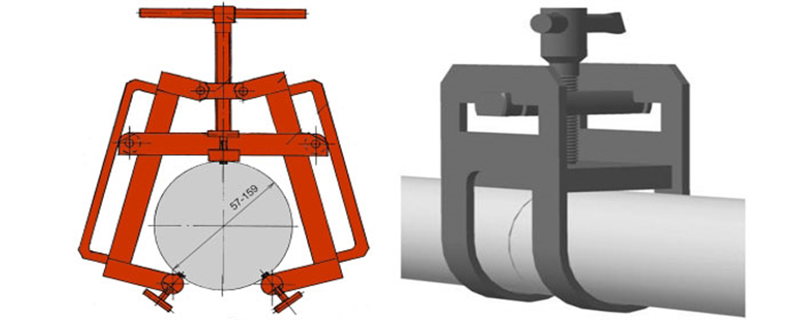
ЦЕНТРАТОРЫ ЦЕПНЫЕ НАРУЖНЫЕ — ЦЦН
ЦЕНТРАТОРЫ ЦЕПНЫЕ НАРУЖНЫЕ — ЦЦН
аналог Double Jacksсrew Chain Clamp — Mathey Dearman США
Универсальный цепной центратор ЦЦН позволяет приводить в соответствие кромки стыкуемых труб для качественного соединения под сварку.
Центратор наружный цепной
Простота и скорость установки, а также его малый вес, позволяет в
короткий срок и с минимальными физическими усилиями (без
привлечения подъемных механизмов и приспособлений)
произвести центрирование стыкуемых труб в труднодоступных
местах ( траншеях, рвах, заболоченных участках трассы трубопровода).
Наружный центраторот ЦЦН позволяе центрировать соединяемые трубы
в широком диапазоне, а специальные вставки дают возможность
работать с трубами из нержавеющей стали.
Устройство поддержки позволяет прочно закрепить трубу, отвод,
фланец и другие фитинги во время соединения и сварки.
СВЕРХТОЧНЫЙ
– струбцина с двумя упорными винтами позволяет производить сварку шва, не снимая центратора с трубы.
ТОЧНОСТЬ СОЕДИНЕНИЯ
– струбцина с двумя упорными винтами, находящаяся по внешнему диаметру трубы, обеспечивает
точное соединение и выравнивание труб с погрешностью 0,4 мм.
БЕЗОПАСНЫЙ
– отводы, фланцы и другие фитинги поддерживаются уровнем и устройством поддержки,
уменьшающими риск получения повреждений.
УНИВЕРСАЛЬНЫЙ
– центратор соединяет и исправляет трубы, отводы, тройники и другие фитинги.
Центраторы могут быть переоборудованы для работы с трубами из нержавеющей стали
и других особых сплавов. Просто замените роликовую цепь на ту, которая сделана из
нержавеющей стали. Все другие компоненты центратора сделаны из нержавеющей стали.
Центраторы для сварки труб
Для сварки фрагментов при монтаже трубопровода используется специализированные инструменты – центраторы для сварки труб. В данной статье приведены их устройство, классификация и особенности.

Устройство
Различные виды центраторов значительно отличаются по конструкции. Однако в любом случае ее составляют упорные и фиксирующие элементы.
К основным качествам центраторов относят:
- надежность фиксации;
- точность их совмещения;
- удобство применения;
- долговечность.
Применение
Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.
Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.
Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.


Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Для классифицирования центраторов используется несколько критериев:
- технологическое назначение;
- конструктивное исполнение;
- количество точек фиксации;
- сферу применения.
Под первым критерием подразумевается способ расположения инструмента. На основе этого их дифференцируют на варианты для наружного и внутреннего диаметров. Далее они рассмотрены более подробно.
Конструктивное исполнение подразумевает использование в устройстве деталей различной конфигурации и типа. Определяется назначением инструмента, в том числе конфигурацией трубопровода. Так, основная часть сегментов расположена по прямой, однако существуют и изогнутые участки.
Количество точек фиксации определяется диаметром трубопровода.
Сегменты небольшого размера фиксируют с одной стороны, а для труб от 400-600 мм используют двустороннюю фиксацию.


По сфере применения центраторы дифференцируют на бытовые и профессиональные. Модели первого типа отличаются компактными размерами, ручным приводом и невысокой стоимостью. Они рассчитаны, например, на сварку домашнего водопровода. Профессиональные варианты значительно более сложны и дороги. Они ориентированы на прокладку магистральных трубопроводов.
Наружные
Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм.
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.
- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).
- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.
- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.
- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.


Наружные центраторы любого типа предполагают использование дополнительного оборудования в виде подставок, рабочих площадок, грузозахватных приспособлений и т. д.
Внутренние
Такие инструменты, в сравнении с внешними, отличаются сложной конструкцией. Это объясняется большей сложностью обеспечения соосности внутренних диаметров вместе с внешним. Принцип функционирования основан на оказании давления на стенки изнутри. В маркировке используется буквенное обозначение «ЦВ».
Значительное отличие внутренних центраторов от наружных состоит в том, что они рассчитаны на использование как при сварке, так и при эксплуатации трубопровода.
Во втором случае они служат для устранения прогиба под воздействием просадки грунта и собственным весом. Для большинства моделей эти возможности обеспечивает гидравлический привод. Причем предусмотрено регулирование скорости движения гидрозажимов, вследствие чего в системе управления гидроприводом используются двигатели постоянного тока.
Модели с ручным приводом рассчитаны на сварку конструкций внутренним диаметром до 300 мм, а обычные рассчитаны на трубопроводы более 2000 мм.
Специализированные модели для труб малого диаметра отличаются наличием пружинного зажима. По конструкции они аналогичны наружным центраторам для бурения нефтяных и водных скважин.
Принцип работ состоит в надвигании с использованием грузозахватного механизма трубы на вторую, в торце которой размещен центратор. Далее гидравликой создает требуемое усилие прижима. После этого можно начинать сварку. При этом необходимо наличие вентилятора ввиду сильного нагрева при работах.

Центратор внутренний применяемых при сварке труб с пенополиуретановым покрытием, используемых в магистральных сетях отопления и водоснабжения. Данный материал выполняет роль изоляции и служит для размещения кабеля, контролирующего состояние трубопровода. Поверх него наносится термостойкая оболочка. Ввиду этого сварка возможна исключительно с внутренней стороны.
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.
Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Модели и цены
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.


Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
Центратор. Идеальная стыковка труб обеспечена

 Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
Эффективность центраторов и их виды
Функция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки. Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается.
К конструкции центраторов предъявляются следующие требования:
- Надёжность фиксации свариваемых участков между собой.
- Точность присоединения стыков.
- Удобство монтажа и демонтажа.
- Долговечность, причём независимо от условий их использования.

Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
- По технологическому назначению. Выпускаются центраторы для внутреннего и внешнего диаметров труб;
- По конструктивному исполнению. Соединяемые участки трубопроводов могут быть прямыми, а могут располагаться и под некоторым углом друг к другу;
- По количеству точек фиксации. Для труб сравнительно небольших диаметров возможна односторонняя фиксация, в то время как трубы диаметром свыше 400…600 мм должны фиксироваться с обеих сторон;
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов.
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
- Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.

- Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.

- Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.

- Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.

- Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.

Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Внутренние центраторы для сварки труб
Конструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ).
Отличительной особенностью таких труб, широко применяемых в магистральных системах водяного отопления и горячего водоснабжения, является наличие защитного слоя пенополиуретановой изоляции, в котором размещается кабель, обеспечивающий дистанционный контроль за состоянием трубопровода. Сверху ППУ-изоляция покрывается термостойкой неметаллической оболочкой, поэтому сварка стыков стальных труб в данном случае возможна только изнутри.

Особенностью использования внутренних центраторов является то, что они могут использоваться в длительном режиме эксплуатации трубопровода. Как правило, они включают в себя гидравлический привод, который обеспечивает не только центровку, но и устраняет прогиб трубы под собственным весом или в результате просадки грунта в месте прокладки трубопровода. Система управления гидроприводом внутреннего центратора базируется на использовании двигателей постоянного тока, поскольку предполагает регулирование скорости перемещения гидрозажимов.
Для труб с внутренним диаметром до 300 мм возможно использование внутренних центраторов с ручным приводом.
Внутренние центраторы действуют так. Приспособление вводится в один из торцов трубы, в то время как второй надвигается при помощи грузозахватного приспособления. Гидравликой создаётся необходимое усилие прижима, после чего производится сварка. В процессе сварки труба сильно нагревается, поэтому обязательным является наличие охлаждающего вентилятора.
К специализированным конструкциям относят центраторы для узких труб. Они имеют пружинный прижим, и являются разновидностью наружных центраторов, используемых при бурении глубоких скважин под воду или нефть.

Выбор подходящего исполнения центраторов для труб
Исходными критериями для выбора считаются:
- Материал труб. При использовании труб ППУ однозначно следует ориентироваться на внутренние центраторы.
- Диаметр трубы. Для магистральных трубопроводов с внешним диаметром более 800 мм, предпочтение отдают более жёстким конструкциям, например, арочным или многозвенным наружным центраторам. При меньших диаметрам достаточно стабильным прижимом отличаются эксцентриковые исполнения данных приспособлений.
- Предельное давление прокачиваемой рабочей среды. При давлениях свыше 5 ат рекомендуется применение центраторов с гидрозажимом.
- Технические условия на предельные дефекты сварного соединения (в частности, эллипсность). При повышенных требованиях к данному параметру надёжнее всего ведут себя цепные центраторы.
- Универсальность. Здесь цепные центраторы – также вне конкуренции.
Приобретая центраторы для сварки труб, стоит предварительно также ознакомиться с профилем основной продукции производителя. Ориентируясь на экспортные исполнения данных приспособлений, необходимо отметить, что наилучшим качеством обладают изделия фирм Vietz (Германия) и Сlamp (США).