


Какова цель отжига железоуглеродистых сталей
§ 18. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ. Отжиг. Цель отжига.
В настоящее время применяются различные виды термической обработки, которые предназначены для различных целей. Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск. Кроме того, широко применяется химико-термическая обработка стали.
Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью или в песке со скоростью 2-3° в минуту. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений.
Отжиг является одной из важнейших массовых операций термической обработки стали.
1) снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации;
5) изменение свойств наклепанного металла.
В зависимости от поставленных задач отжиг производится при различных температурах и бывает двух видов: неполный и полный.
Температура отжига, как правило, должна быть на 20-30° выше 723° (критической точки), при которой происходит основное изменение внутреннего строения стали.
Скорость нагрева детали до температуры отжига зависит от химического состава, формы и размеров детали. При больших размерах и сложной форме детали нагрев должен быть медленным. Скорость охлаждения при отжиге должна быть малой. Углеродистые стали охлаждаются при отжиге со скоростью 100- 200° в час, низкоуглеродистые – со скоростью 50-60° в час, высоколегированные – еще медленнее. На практике при отжиге детали обычно охлаждаются вместе с печью до комнатной температуры.
При неполном отжиге, цель которого состоит только в устранении внутренних напряжений, сталь с любым содержанием углерода нагревают до 750-760°.
Для полного отжига сталь с содержанием углерода более 0,8% нагревают также до 750-760°, а при меньшем содержании требуется постепенное повышение температуры отжига до 930-950°. Детали выдерживаются при указанных температурах до полного нагрева. Время выдержки зависит от формы деталей. Затем их медленно охлаждают до комнатной температуры (20°). Качество отжига определяют по виду излома.
Виды отжига
Отжиг и нормализация стали
Отжиг – это нагрев стали до определенной температуры, выдержка при этой температуре и замедленное охлаждение с печью, а за тем на воздухе.
При медленном охлаждении в сталях происходит перлитное превращение в результате у доэвтектоидных сталей образуется структура Ф+П, эвтэктоидной – П, заэвтектоидных – П+Ц вторичный.
Назначение отжига: устранение ликваций, перекристаллизация (измельчение зерна), снятие внутренних напряжений, снижение твердости и повышение пластичности, улучшение обрабатываемости резанием.
1. Отжиг 1 рода предназначен для выравнивания физической или химической неоднородности. Целью этого отжига не является фазовая перекристаллизация, поэтому он может проводится как выше, так и ниже критических точек.
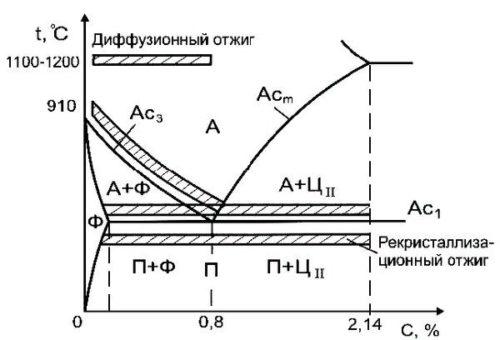
а) Гомогенизация (диффузионный отжиг) – это нагрев стали до температуры 1100-1200 о С, выдержка 15-20 часов, охлаждение с печью до 800-820 о С и з тем охлаждение на воздухе. Диффузионному отжигу подвергают слитки легированной стали с целью устранения ликваций, повышения пластичности и вязкости.
Для быстрорежущих, подшипниковых и других высокоуглеродистых легированных сталей с целью повышения пластичности проводят трехступенчатую гомогенизацию – первая выдержка 2 часа при 1120-1200 о С, вторая – 1160-1240 о С, третья – 1150-1200 о С. В результате получается крупнозернистая равновесная структура: у доэвтектоидных сталей – Ф+П, эвтэктоидной – П, заэвтектоидных – П+ЦII.
б) Рекристаллизационный отжиг – это нагрев холоднодеформированной стали выше температуры начала рекристаллизации (680-740 о С), выдержка в течении 0,5-1,5 часов и замедленное охлаждение с печью до 600-650 о С, а затем на воздухе. Рекристаллизационный отжиг предназначен для снятия наклепа и повышения пластичности, т.к. происходит образование и рост новых равноосных зерен вместо деформированных.
в) Отжиг для снятия остаточных напряжений проводится при температуре 200-700 о С в течени 2-3 часов с последующим замедленным охлаждением. Он устраняет остаточные напряжения в отливках, сварных деталях, после резания, правки и др.
2. Отжиг 2 рода заключается в нагреве для получения мелкозернистой равновесной структуры. В большинстве случаев отжиг является подготовительной термической обработкой снижающей твердость и повышающий пластичность, отжигу подвергают: отливки, прокат. Для крупных отливок он является окончательной термообработкой.
а) Полный отжиг – это нагрев доэвтектоидной стали на 30-50 о С выше точки Ас3, выдержка при этой температуре, охлаждение с печью до температуры 550-650 о С, а затем на воздухе. При нагреве образуется мелкозернистый аустенит, который затем превращается в перлит. В результате у доэвтектоидных сталей образуется мелкозернистая феррито-перлитная структура, у эвтэктоидной – перлитная, а у заэвтектоидной – (перлит + цеменит вторичный). Полному отжигу чаще всего подвергаются крупные садки сортового проката, листового, крупные отливки.
б) Изотермический отжиг – это нагрев стали как для полного отжига, быстрое охлаждение до температуры 660-680 о С (обычно переносом металла в менее нагретую печь), выдержка при этой температуре до полного распада аустенита и охлаждение на воздухе. Как и полный отжиг, изотермический, приводит к снижению твердости, повышению пластичности и улучшению обрабатываемости резанием. Изотермический отжиг применяется для мелких деталей и имеет меньшую продолжительность процесса, чем полный отжиг.
в) Неполный отжиг – это нагрев сталей на 10-30 о С выше точки Ас1, выдержка при этой температуре и медленное охлаждение, для улучшения обрабатываемости резанием.
Чаще всего неполный отжиг применяется для заэвтэктоидных сталей и называется сфероидизацией, т.к. приводит к образованию зернистого перлита. Т.к. нагрев при неполном отжиге происходит немного выше Ас1, то не весь цементит успевает раствориться в аустените. При последующем медленном охлаждении этот нерастворившейся цементит выполняет роль центров кристаллизации, в результате чего цементит приобретает зернистую форму. Если в стали присутствует цементитная сетка, то перед неполным отжигом необходимо провести нормализацию. Эвтектоидные стали нагревают до температуры 750-760 о С, заэвтектоидные углеродистые – 770-790 о С, заэвтектоидные легированные до 770-820 о С.
Нормализация – это вид отжига, который заключается в нагреве доэвтектоидной стали на 30-50 о С выше Ас3, а заэвтектоидной стали – выше Асm, непродолжительной выдержке для завершения превращений и охлаждении на воздухе.
Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную на предыдущих стадиях обработки металла. Нормализацию широко применяют для улучшения свойств стальных отливок вместо закалки и отпуска. Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах и получению структуры сорбита и троостита. Это повышает твердость и прочность нормализированной средне- и высокоуглеродистой стали по сравнению с отожжённой. В результате нормализацииу доэвтектоидных сталей образуется мелкозернистая феррито-сорбитная или феррито-трооститная структура, у эвтектоидной – сорбит или троостит и заэвтектоидной – сорбит или троостит с разрозненными включениями вторичного цементита.
Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига. Повышая твердость, нормализация обеспечивает большую производительность при обработке резанием и получение более чистой поверхности. Для отливок из среднеуглеродистой стали нормализацию с высоким отпуском применяют вместо закалки и высокого отпуска. В этом случае механические свойства несколько ниже, но детали подвергаются меньшей деформации при нормализации, чем при закалке, что практически исключает вероятность появления трещин. Нормализацию с высоким отпуском (600-650 о С) часто используется для исправления структуры легированных сталей вместо полного отжига, т.к. производительность при этом выше.
Для заэвтектоидных сталях нормализацию применяют с целью устранения цементитной сетки по краям зерен. При нагреве выше точки Асm вторичный цементит полностью растворяется в аустените. При последующем охлаждении на воздухе (ускоренном) цементитная сетка не успевает сформироваться, образуется разрозненные включения вторичного цементита.
Закалка стали
Закалка – это нагрев доэвтектоидной стали на 30-50°С выше Ас3, а заэвтектоидной выше Ас1, выдержка при этой температуре и ускоренное охлаждение в жидкостях (в воде, в водных растворах солей или щелочей, масле) с целью максимального повышения твёрдости и прочности.
В результате закалки у доэтектоидных и эвтектоидных сталей образуется структура мартенсит, а у заэвтектоидных мартенсит + цементит вторичный. Так как углеродистые стали обладают низкой устойчивостью аустенита, то для получения мартенсита необходимы высокие скорости охлаждения, что обеспечивается водой или водными растворами солей и щелочей. Для легированных сталей применяют минеральные масла.
Вода в качестве охлаждающей среды имеет недостатки:
– высокая скорость охлаждения может привести к образованию закалочных трещин, а так же вода быстро нагревается и теряет охлаждающую способность. Наиболее высокой и равномерной способностью обладают водные растворы NaCl и NaOH. Масло обеспечивает невысокую скорость охлаждения, что предотвращает образование закалочных трещин. Однако, оно склонно к воспламенению при температуре 165-300°С и имеет повышенную стоимость.
Отжиг стали
Ассортимент изделий из металла огромен и в каждом случае требуются определенные, часто специфические качества материала. Обеспечить полный перечень марок производитель не в состоянии. Металлургические предприятия предлагают сырье, отвечающее ГОСТ, которое впоследствии дорабатывается на обрабатывающих производствах. Одна из ключевых операций — отжиг стали. На этой стадии металл приобретает необходимые технические свойства для последующей обработки. Чтобы понять, что такое отжиг стали, необходимо понимать для чего он делается, и какие процессы при этом происходят.

Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно. Ориентироваться придется исключительно по цвету раскаленного металла.

Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла. Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку. Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными. Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура. Важным фактором успешного решения задачи является и режим охлаждения.

Полный отжиг стали
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями. При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки. Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.

Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.

Температурные зоны для рекристаллизационного отжига
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов. Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность. Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие. Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования. В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.
В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно. Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным. Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали.
Суть технологии отжига стали, виды и назначение
Суть отжига стали: физика процесса, виды и области применения. Различия отжига первого и второго рода. Описание рекристализационного, диффузионного, гомогенизационного отжига. Особенности отжига меди, латуни с сплавов. Применяемое оборудование.

Отжиг стали — это один из видов термообработки, применяемый в качестве подготовительной или заключительной операции при закалке, сварке, обработке резанием или давлением. Основное назначение отжига заключается в изменении структуры стали для снижения ее твердости и придания ей пластичности и ударной вязкости, а также устранения внутренних напряжений. Для этого стальные изделия нагревают выше критической температуры, а затем подвергают медленному охлаждению. После такой обработки изменяется структура металла, его зернистость и равномерность кристаллической решетки. Температура нагрева при отжиге выбирается в зависимости от целей конкретной операции, а также процентного содержания в стали углерода и легирующих добавок. Для определения временных параметров нагрева и остывания, которые во многом зависят от массы и формы изделия, используют расчетные методы и данные из технологических справочников.

Что такое отжиг металла
Отжиг металла применяется для получения равновесной и однородной структуры при подготовке изделия к последующей термической или механической обработке, а также для улучшения его физических характеристик после операций резания, сварки, штамповки, прокатки или закалки. Цель отжига — устранить внутренние неоднородности стали, улучшить ее зернистость и равномерность кристаллической решетки, а также снять остаточное напряжение, вызываемое деформацией изделия при различных видах обработки. Особенности этой технологии позволяют:
- привести свойства стали к требованиям последующей термообработки;
- улучшить характеристики материала заготовки перед обработкой резанием или давлением;
- предотвратить деформацию и устранить внутренние напряжения сварных и литых изделий;
- восстановить исходное качество стали после неудачной закалки.
Одной из характерных особенностей такой термообработки является то, что остывание нагретого металла происходит естественным образом, без применения охлаждающих сред. А температура нагрева при отжиге зависит от состава стали и требуемого результата.
Процессы в металле при отжиге

Отжиг первого рода
- рекристаллизационный;
- гомогенизационный (диффузионный);
- для снижения напряжений;
- высокий.
При применении этого вида термообработки все процессы реструктуризации стали протекают самопроизвольно, вне зависимости от изменений в фазовых составляющих, а нагрев лишь ускоряет их.
Гомогенизационный отжиг
Рекристаллизационный отжиг
При обработке стальных деталей давлением происходит деформационное упрочнение металла, которое называется нагартовкой или наклепом. Для снижения жесткости и повышения пластичности применяют рекристаллизационный отжиг, позволяющий восстановить деформации и искажения в кристаллической решетке стали. Для этого деталь нагревают до температуры, превышающей на 150÷200 ºC порог рекристаллизации (для углеродистой стали это составляет около 700 ºC), выдерживают под нагревом, а затем остужают. При операциях холодной штамповки этот вид термообработки может применяться как в качестве предварительного или межоперационного, для снижения жесткости заготовки, так и в качестве окончательного, для придания готовому изделию требуемой пластичности.

Отжиг, уменьшающий напряжение
Высокий отжиг
Этот вид термообработки используют главным образом для изделий из высоколегированных сталей с малым содержанием углерода. Для этого деталь нагревают до 650÷700 ºC, выдерживают при этой температуре около часа, а затем медленно охлаждают либо в остывающей печи, либо полностью засыпав просушенным песком в специальном ящике. Таким способом отжигают зубчатые колеса после механической обработки.
Отжиг второго рода
- полный;
- неполный;
- изотермический;
- нормализационный;
- маятниковый;
- патентирование.
Все они характеризуются нагревом выше критической точки, а различаются временем выдержки и охлаждения, а также применимостью к конкретным маркам стали.

Полный и неполный отжиг
Изотермический отжиг
Изотермический отжиг проводят путем нагрева изделия выше точки Ас3 с последующим его переносом в печь или ванну с расплавом солей, разогретую до температуры 620÷700 ºC. В этом месте оно выдерживается определенное время до полного распада аустенита, а затем остужается на воздухе. Длительность выдержки определяется габаритами детали и маркой стали: для низкоуглеродистой стали это могут быть минуты, а для легированной — часы. Данный вид термообработки предназначен для сталей с содержанием углерода менее 0.8 % и чаще всего используется для улучшения структурных свойств легированных сталей.
Нормализационный отжиг

Маятниковый отжиг
Патентирование
Патентирование является одним из узкоспециализированных видов изотермической термообработки, предназначенным для подготовки стальной проволоки к многократному обжатию в процессе холодного волочения. Для этого ее вначале нагревают до 900 ºC, а затем некоторое время выдерживают в расплаве солей или свинца при температуре 500÷600 ºC. После этого она охлаждается на воздухе и приобретает сорбитовую структуру с включениями троостита, обладающую высокой прочностью на разрыв и необходимой для обжатия пластичностью.
Особенности отжига различных металлов и сплавов
Отжиг меди производят с нагревом до красного свечения (600÷700 ºC). Скорость охлаждения не влияет на качество отожженного металла, поэтому изделия из меди можно охлаждать в воде. При отжиге латунь и большинство бронз также нагревают до 700 ºC, а медно-никелевые сплавы — до 850 ºC, но охлаждать их можно только на воздухе. Изделия из чистого титана отжигают с нагревом до температуры 600÷700 ºC, а из его сплавов — до 650÷750 ºC. Выдержка при нагреве составляет несколько десятков минут с последующим остужением на воздухе. Отжиг чугуна, также являющимся сплавом железа и углерода, происходит на основании тех же физических законов и технологий, что и у стали.

Используемое оборудование сегодня
Возможные дефекты при отжиге стали
Все основные дефекты при отжиге стали связаны с нарушением температурных режимов и воздействием на металл активных газовых сред. При слишком высокой температуре нагрева сначала происходит чрезмерное укрупнение зерен, а при значениях, близких к температуре плавления, начинается проникновение кислорода внутрь металла и окисление границ его структурных элементов. Первый дефект, называемый перегревом, можно исправить повторной термообработкой, а второй (он называется пережогом) приводит к необратимым изменениям. Самым активным газом, вызывающим изменение химического состава поверхности стали, является кислород. При воздействии открытого пламени на поверхности стали появляется упрочненный слой из смеси оксидов железа, именуемый окалиной. С нею связано не только уменьшение объема стали в заготовке, но и возможное возникновение проблем с механической обработкой после отжига. Удаление окалины вызывает повышение трудозатрат и дополнительный расход материалов на травление или дробеструйную обработку. Еще одним результатом воздействия кислорода является обезуглероживание, которое приводит к деградации поверхностного слоя стали и может образовать микротрещины и поверхностную деформацию.
В Интернете встречаются утверждения, что отдельные виды латуни можно отжигать с охлаждением в воде, но при этом марки такой латуни не указываются. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях.

