

Четырехвалковый вальцевый станок vsmo
Четырехвалковый вальцевый станок vsmo
Добро пожаловать!
Вы находитесь на сайте компании ООО ПКП СТАНБОКС, мы занимаемся проектированием и производством вальцовочных машин. Наш основной ассортимент это электромеханические вальцы трехвалковые и четырехвалковые средней размерной группы. Также производим ручные вальцы и сопутствующие станки для работы в составе комплекса по изготовлению водосточных систем.
Краткий перечень выполняемых работ:
- Серийный выпуск вальцовочных станков с шириной обработки листа до 2000 мм и толщиной до 4 мм.
- Серийный выпуск дополнительного оборудования; зигмашины, фальцегибы, фальцеосадочные станки, листорезы, кругорезы, кронштейногибы, круглогибы и др.
- Производство вальцовочных станков с нестандартной шириной и толщиной обработки по запросу.
Если вам интересно сотрудничество с нами, обращайтесь и мы постараемся решить поставленные вами задачи (изготовим вальцы с параметрами, которые Вам нужны по цене серийного станка).
Вальцовочные станки применяют для работы с металлопрокатом, осуществляя с их помощью контролируемую продольную или поперечную деформацию для изготовления широкого ассортимента изделий. В основном они используются, как вальцы для листового металла, но также могут обрабатывать практически все профильные заготовки с плоской формой поверхности.
В зависимости от типа и назначения, вальцовый станок способен сгибать заготовки с различными габаритами и большим диапазоном толщины исходного материала. Поэтому станки для вальцовки листового металла могут иметь конструкцию от самого простого ручного листогиба с двумя валами, до сложной прокатной машины с ЧПУ, в которой могут располагаться до девяти рабочих валов.
Сфера применения
В основном вальцы для гибки листового металла применяют для придания заготовкам следующих видов форм:
- круглой,
- цилиндрической,
- овальной,
- конической,
- полицентрической.
Небольшой вальцегибочный станок, к примеру, может изготавливать из оцинкованной жести практически все элементы:
- дымоходов,
- воздуховодов,
- вентиляционных систем,
- водостоков.
Ограничения сферы использования вальцов для листового металла определяется только их техническими параметрами:
- размеры и отношение диаметров основного и вспомогательных валов, которые непосредственно влияют на минимальный и максимальный радиус гиба;
- длина рабочих валов, определяющая максимальную ширину обрабатываемого листа;
- вид привода валов, от которого зависит величина толщины будущего изделия.
А также технологические возможности вальцегибочных станков определяют их конструктивные особенности. К примеру, изготовление изделий конической и полицентрической формы напрямую зависит от способности изменять местоположение рабочих валов относительно друг друга.
Виды вальцовочных станков
Основная классификация вальцегибочных станков для листового металла определяется в соответствии с их технологическими возможностями, что напрямую зависит от количества рабочих валов и их технических параметров. Так можно выделить три наиболее широко представленных на рынке металлообрабатывающего оборудования вида листогибочных станков, имеющих в своей основе вальцы:
- двухвалковые,
- трехвалковые,
- четырехвалковые.
Еще различают вальцовый станок по виду привода на:
- механические вальцы с ручным приводом,
- вальцы электромеханические,
- вальцы гидравлические.
Двухвалковые вальцы
Двухвалковые вальцы для изготовления простых цилиндрических форм изделий стали применять сравнительно не так давно и связано это, прежде всего, с конструктивными особенностями и технологическими новшествами, применяемыми при их изготовлении.
Двухвалковые листогибочные станки состоят из прочного каркаса и двух рабочих валов, расположенных параллельно один над другим строго по вертикали. Верхний представляет собой полированный стальной вал и имеет меньший диаметр. Нижний вал, как правило, вдвое большего диаметра, состоит из стального сердечника, на который нанесено относительно мягкое покрытие из износостойкой резины или полиуретана.
При работе нижний вал, способный перемещаться в вертикальной плоскости, прижимает с определенным усилием лист заготовки к верхнему валу и прокручивает его, тем самым и придает ему форму изгиба. Получается так, что минимальный радиус определяется диаметром верхнего вальца, а максимальный радиус гиба — усилием прижима нижнего вала.
Настройка такого станка заключается в механической регулировке силы прижатия валов, тем самым позволяя устанавливать необходимый размер радиуса цилиндрической формы готового изделия.
Двухвалковые вальцы имеют ряд существенных преимуществ таких, как:
- простота конструкции;
- при работе не повреждается материал заготовки;
- возможность сгибать без лишней деформации листовой материал, имеющий на своей поверхности штамповку, гравировку или перфорацию;
- способность обрабатывать от мягких до жестких листовых материалов;
- отсутствие не загнутых прямых участков на краях готового изделия.
Удачность сочетания простоты и технологичности сделало возможным изготавливать на базе двухвалковой конструкции универсальные станки с ЧПУ. Это, в свою очередь, позволило полностью автоматизировать процесс регулировки и центровки сжимания рабочих валов. Таким образом, современные технологии в сочетании с программным обеспечением на двухвалковых листогибочных станках с ЧПУ сделали возможным массовый выпуск широкого ассортимента сложных конических и полицентрических форм готовых изделий.
Как работает двухвалковый листогибочный станок можно посмотреть на данном видео:
Трехвалковые вальцы
Трехвалковые вальцы наиболее массово из всех моделей представлены на рынке листогибочного оборудования. Причем они, в свою очередь, делятся на:
Вальцы ручные трехвалковые имеют, как правило, простую и легкую конструкцию, работающую по симметричной схеме. Поэтому их часто применяют для изготовления элементов вентиляции или водостоков непосредственно на месте монтажа.
Работает трехвалковый вальцегибочный станок по принципу обкатки заготовки вокруг верхнего валка. Он является основным рабочим валом и его диаметр определяет минимальный радиус гиба. Настройка и максимальный диаметр радиуса цилиндрического изделия производится регулировкой высоты верхнего вала относительно нижних вальцов. Последние располагаются статически при симметричной схеме, то есть закреплены на одинаковых расстояниях относительно основного вала.
По такой же схеме работают вальцы трехвалковые электромеханические, с той лишь разницей, что их конструкция более массивна и способна, в отличие от ручного оборудования, обрабатывать листовой металлопрокат с пределом прочности свыше 50 кг/мм2, позволяя изготавливать изделия промышленных масштабов.
Ручные вальцы трехвалковые используют для обработки медных и алюминиевых листов, а также оцинкованной жести или тонколистовых материалов с максимальной предельной прочностью до 50 кг/мм2.
При всех своих достоинствах конструкция как серийных, так и самодельных моделей трехвалковых гибочных станков имеет один существенный недостаток — при обкатке на краях заготовки остаются пусть и не очень большие, но прямые участки. Если на относительно маленьких по размерам станках это можно нивелировать, подкладывая в место разрыва дополнительную полоску жести, то на больших гибочных станках для листового металла приходиться прокатывать заготовку.
Отчасти, чтобы свести к минимуму имеющийся недостаток, а также для того, чтобы расширить ассортимент выпускаемой продукции, и стали применять несимметричную схему расположения нижних боковых вальцов. Есть более простые конструкции трехвалковых гибочных станков с одним регулируемым нижним валом, а есть достаточно сложные в устройстве с двумя подвижными нижними валами. Конструктивной особенностью такой схемы является то, что нижний вал может смещаться относительно основного рабочего вала под определенным углом к вертикальной и горизонтальной плоскостям. Такая схема регулировки позволяет за счет неравномерной регулировки нижнего вала получать детали с конической формой.
Стоит отметить, что в основном народные умельцы как раз самостоятельно изготавливают именно ручной вальцовочный станок по симметричной схеме с тремя валами. Как устроен и как работает самодельный трехвалковый листогибочный станок можно на следующем видео:
Четырехвалковые вальцы
Четырехвалковые вальцовочные станки имеют в своей конструкции нижний дополнительный вал, который не только упрощает гибочные процессы и позволяет выпускать весь ассортимент продукции, но и лишен недостатков трехвалкового предшественника.
В основном, применяются вальцы четырехвалковые гидравлические для промышленной обработки металлопроката толщиной от 1,5 мм до 75 мм, при этом, независимо от толщины листа, возможно изготовление как простых цилиндрических и овальных форм, так и сложных полицентрических изделий.
Все современные четырехвалковые вальцовочные станки оснащены числовым программным управлением, поэтому все рабочие процессы, а также регулировки и настройки, полностью автоматизированы, что практически лишает их производственных недостатков.
Работу четырехвалкового вальцовочного станка можно посмотреть, открыв видео:
Популярные производители
Из производителей вальцовочных листогибочных станков можно выделить несколько компаний.
Германо-итальянский концерн «DEGstm», имеющий полноценный инжиниринговый центр «DEG Composite» в России выпускает, пожалуй, весь диапазон ассортиментного перечня существующего вальцовочного оборудования. Предлагаемая ими продукция представлена следующими технологическими линейками:
- двухвалковыми гидравлическими гибочными станками серии MG F, которые способны обрабатывать листовой материал с рабочей длиной от 530 до 2050 мм и при толщине 2-4 мм с минимальным радиусом от 40 до 90 мм;
- трехвалковыми гидравлическими гибочными станками серии MG G, соответственно работающими с параметрами листопроката с размерами от 1250 до 3100 мм, толщиной от 3 до 130 мм и с диаметром гиба от 120 до 940 мм.
- четырехвалковыми гидравлическими гибочными станками серии MG M, способными обрабатывать металлический лист с размерами рабочей длины от 550 до 3100 мм, толщиной от 1,5 до 75 мм и минимальным гибочным диаметром от 70 до 680 мм.
Конкуренцию им составляет также немецкая фирма «Prinzing GmbH», предлагающая весь ассортимент станков для вальцовки листового металла.
Немногочисленные российские производители представлены:
- Воронежской фирмой «Энкор», которая предлагает по конкурентным ценам трехвалковыми гибочными станки с ручным и электромеханическим приводом;
Московской инжиниринговой фирмой «METAL MASTER», которая также выпускает несложные трехвалковыми гибочные станки с ручным и электромеханическим приводом.

Товар находится в неверной категории?
Нажмите на ссылку и мы подберем для товара правильную категорию.
1 Особенности четырехвалковой вальцовочной машиной SW12
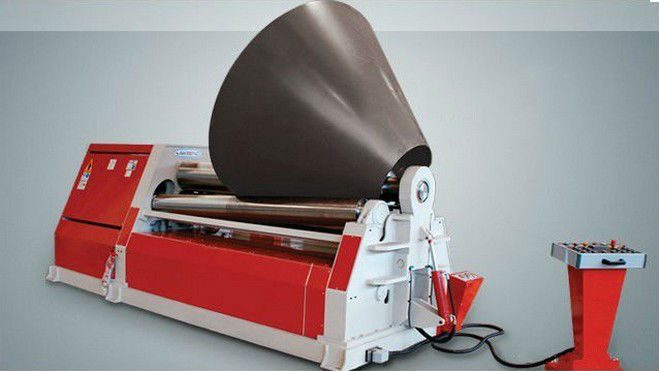
Четырехвалковая вальцовочная машина является оборудованием для отгиба и исправления металлического листа. Она специально используется для формировки и изгибания металлических листов. Однократкое нагружение в данном станке может выполнить предварительный отгиб на концах листов и свертывание трубообразных и дугообразных деталей, еще грубо формировать металлические листы. Она широко используется для создания судна, котла, авиации, моста, воды и электричества, химической промышленности, металлической структуры и машиностроения и др.
Сравняя четырехвалковую машину с трехвалковой типа симметрии, четырехвалковая машина может прямо совершить предварительный отгиб на концах без других пресс-формм оборудования, и остальная прямолинейная кромка меньшая?в сравнении с трехвалковой вальцовочной машиной типа не симметрии, четырехвалковая может не повернуть обратно листы и свернуть детали. Это вальцы не только поднимает эффективность, еще обеспечивает качество деталей, и технология простая, операция удобная, уменьшает прочность труда.
Трехвалковые вальцы. Разница между 3-валковыми и 4-валковыми вальцами

Трехвалковые вальцы — незаменимый станок на любом предприятии, где необходимо осуществлять гибку цветного или черного металлического листа. Без трехвалковых вальцев не обойтись при изготовлении труб, воздуховодов, конусов и других подобных изделий.
Однако следует заметить, что точно такие же задачи может выполнять и другой вид данного оборудования — четырехвалковые вальцы. В чем же разница между этими двумя вариантами листогибочных машин?
Для того, чтобы ответить на этот вопрос, сравним 3-валковые вальцы и универсальные 4-валковые вальцы.
Гибка металла
Рассмотрим наиболее распространенный вариант 3-х валковых вальцев с гидроприводом на верхнем валке. У валков данного станка есть ограничение — при гибке листового металла тоньше, чем 6 мм возникает проскальзывание между листом и рабочим валком из-за недостаточной силы трения. У четырехвалковых универсальных вальцев таких ограничений нет. В них верхний и нижний валки прямо противостоят друг другу, обеспечивая более высокое сцепление, что позволяет исключить проскальзывание даже тонких листов металла.
Скорость прокатки металла
Второе различие между 3 и 4-валковыми станками является скорость прокатки металлического листа. У трехвалковых вальцев она не превышает 5 метров в минуту. Если эта скорость превышена, то лист может начать смещаться при движении влево или вправо. У четырехвалковых вальцев скорость может достигать 6 метров в минуту, при этом даже на такой высокой скорости качество гибки сохраняется.
Преимущества 4-валковых вальцев

У четырехвалковых вальцев верхний и нижний вальцы находятся в одной вертикальной плоскости, что делает захват металлического листа простым. Соответственно упрощается контроль продольной подачи в процессе гибки обечайки, и увеличивается точность гибки.
Трехвалковые вальцы имеют меньшую точность по сравнению с четырехвалковыми. Координаты точки зажима листа металла могут определяться с некоторой погрешностью, из-за чего вероятно в процесс гибки заготовки потребуется вносить дополнительные корректировки. Описанные выше ограничения 3-валковых вальцев не позволяют работать на них оператору с низкой квалификацией. Его производительность будет низкой, а процент брака слишком высоким.
В то же время уровень оператора четырехвалковых вальцев может быть значительно более низким. Весь процесс гибки осуществляется в автоматическом режиме. Всё, что нужно сделать оператору, это ввести в систему управления размеры необходимой на выходе обечайки и параметры гибки. Этого более чем достаточно для успешной и высокопродуктивной работы на 4-валковом станке. Процент брака будет минимальным, да и то только при сбоях ЧПУ станка, что изначально расценивается как чрезвычайная ситуация.
Преимущества 3-валковых вальцев

А что же собственно тогда привлекает в трехвалковых вальцах тех, кто их приобретает для своего производства?
- Во-первых, это прежде всего более доступная цена по сравнению с четырехвалковыми вальцами при сравнимом качестве изделий на выходе.
- Во-вторых, трехвалковые вальцы отлично справляются со своей главной задачей — качественным изготовлением обечаек широкого спектра применения.
- В-третьих, процесс гибки на 3-валковых станках облегчается рядом специальных приспособлений, которые частично или полностью нивелируют вышеописанные ограничения.
Все это делает сегодня трехвалковые вальцы наиболее распространенным видом гибочных станков в России.
Что-то заинтересовало? Отправьте нам запрос
Вальцы четырехвалковые гидравлические Sahinler. Серия 4R HS

Производитель: SAHINLER
Страна: Турция
Ширина обработки: 1050 – 4100 мм
Толщина обработки: 2 – 16 мм
Ø верхнего валка: 150 – 260 мм
Вес: 1850 – 9300 кг

Узнать цену

Вы выбрали: Вальцы четырехвалковые гидравлические Sahinler. Серия 4R HS
Заказать лизинговый расчёт
Вы выбрали: Вальцы четырехвалковые гидравлические Sahinler. Серия 4R HS
Подобрать аналог
Вы выбрали: Вальцы четырехвалковые гидравлические Sahinler. Серия 4R HS
- Сервис
×
Гарантия на оборудование 12 месяцев. Гарантийное и послегарантийное обслуживание осуществляет сервисный центр КАМИ-Сервис. «КАМИ-Сервис» готов выполнить сервисные работы любой сложности – от простейшей диагностики, запуска и ремонта бытового станка до капитального ремонта сложного промышленного оборудования. Информация в разделе сервис и по телефону 8 (495) 663-33-63
Подробная консультация по телефону: 8 (800) 1000-111 и 8 (495) 781-55-11



НАЗНАЧЕНИЕ:
Четырехвалковые гидравлические листогибочные машины 4R HS способны изгибать стальные листы толщиной от 2 мм до 16 мм и шириной от 1050 мм до 4100 мм. Применяются для производства цилиндрических, эллипсо подобных и чемодано подобных обечаек, а так же конусов различного диаметра.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Сваренные обечайки применяются в автомобилестроении (цистерны, бетономешалки).
Опоры и емкости различного диаметра.


ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:



СИСТЕМА ПЛАНЕТАРНЫХ НАПРАВЛЯЮЩИХ
Одним из самых главных отличий серии 4R HS является – планетарное перемещение боковых валков, которое имеет следующие преимущества:
- получение меньшего диаметра при круговой гибки и гибки конуса
- система защищена от попадания металлических частиц и окалин, не требует дополнительной смазки, так как имеет закрытый тип корпуса
- имеет меньший износ, а также вращаясь вокруг своей оси, оказывает меньшее напряжение на раму станка, в отличие от линейных направляющих, где перемещения происходят вверх/вниз

ВЫСОКОПРОЧНЫЙ КОРПУС СТАНКА
Гидравлические листогибочные станки 4R HS оснащены корпусом высокой прочности, состоят из сварных металлических конструкций St-52.

ПОДШИПНИКИ
Все валы установлены в сферических подшипниках. Сферические подшипники способны выдерживать экстремальные нагрузки. Каждый валок свободно отклоняется по своей ширине, без образования какой-либо натяжной точки, что могло бы привезти к надлому или трещине на вале.

ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Привод вращения валов осуществляется с помощью гидравлических моторов через усовершенствованный высоко эффективный планетарно-шестеренчатый редуктор.
Усилия на вал передаются напрямую, без потерь на дополнительные редукторы и механизмы.
Гидравлическая система разработана для реализации всех движений в четырехвалковой листогибочной машине.
Гидравлическая система расположена в изолированном отсеке, что исключает воздействие внешней среды и позволяет сохранить смазочные материалы чистыми внутри.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
Валы проходят поверхностное упрочнение методом индукционной закалки. После реализации закалки, валы проходят последующую чистовую шлифовку и полировку.
Гибка конуса возможна на машине, укомплектованной специальным приспособлением для гибки конусов.
Цифровой дисплей показывает текущее положение боковых валов.
В станке реализована возможность гибки с двумя скоростями, как медленная, так и быстрая.
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
Тонкие листы, изгибаемые в большие диаметры, могут деформироваться под воздействием собственного веса и в результате этого не получится цилиндр круговой формы. Центральные и Боковые поддержки используется для предотвращения этой деформации. Цель использования получение обечайки заданной формы.
Для удобства подачи листов в рабочие органы машины рекомендуется использовать роликовый стол.
Система позволяет поддерживать постоянную температуру масла, при непрерывном режиме работы машины.
ПЛАВНО ИЗМЕНЯЕМАЯ СКОРОСТЬ ВРАЩЕНИЯ ВАЛОВ
Эта опция даёт возможность плавно изменять скорость вращения, что позволяет достигать максимального качества изделия.
4-х валковые гидравлические машины

Ширина обработки: 2100 – 4100 мм
Толщина обработки: 4 – 70 мм
Ø верхнего валка: 160 – 540 мм
Вес: 2320 – 55 000 кг

- Планетарная система перемещения боковых валков
- Все валы установлены в сферических подшипниках, способных выдерживать экстремальные нагрузки
- Использование комплектующих от ведущих мировых производителей
- Цифровой дисплей показывает текущее положение боковых валов
Ширина обработки: 500 – 12 000 мм
Толщина обработки: 2 – 260 мм
Ø верхнего валка: 140 – 1220 мм
Вес: 2000 – 48 000 кг
Ширина обработки: 1570 – 4070 мм
Толщина обработки: 2 – 40 мм
Ø верхнего валка: 140 – 400 мм
Вес: 2350 – 24 500 кг
- Планетарная система перемещения боковых валков
- Все валы установлены в сферических подшипниках, способных выдерживать экстремальные нагрузки
- Использование комплектующих от ведущих мировых производителей
- Цифровой дисплей показывает текущее положение боковых валов
Ширина обработки: 2050 – 3100 мм
Толщина обработки: 4 – 10 мм
Ø верхнего валка: 170 – 220 мм
- Планетарная система перемещения боковых валков
- Минимальный коэффициент диаметра обечайки относительно верхнего вала
- Минимальный прямой участок на концах детали
- Приспособление для конической гибки
Ширина обработки: 2050 – 3100 мм
Толщина обработки: 10 – 70 мм
Ø верхнего валка: 240 – 600 мм
- Планетарная система перемещения боковых валков
- Минимальный коэффициент диаметра обечайки относительно верхнего вала
- Минимальный прямой участок на концах детали
- Приспособление для конической гибки
Ширина обработки: 1050 – 4100 мм
Толщина обработки: 2 – 16 мм
Ø верхнего валка: 150 – 260 мм
Вес: 1850 – 9300 кг
- Двухскоростная рабочая система
- Стальная сварная рама
- Кованые стальные валки повышенной прочности на растяжение с индукционной закалкой
- Устройство для конической гибки
Ширина обработки: 2050 – 4100 мм
Толщина обработки: 12 – 85 мм
Ø верхнего валка: 280 – 680 мм
Вес: 8550 – 82 500 мм
- Тяжелая стальная сварная несущая рама, термообработанная для снятия напряжений
- Гидравлическая откидная опора для облегчения снятия готового изделия
- Система аварийного отключения: проволочный барьер безопасности вокруг машины и кнопка аварийного останова
- Линейная система перемещения боковых валков
Увеличение числа вальцов до 4-х позволило в разы увеличить эффективность работы листогибочных машин. При этом оборудование по-прежнему демонстрирует надежность и качество гибки при доступной цене, что во многом обусловило его популярность.
Технические параметры и особенности
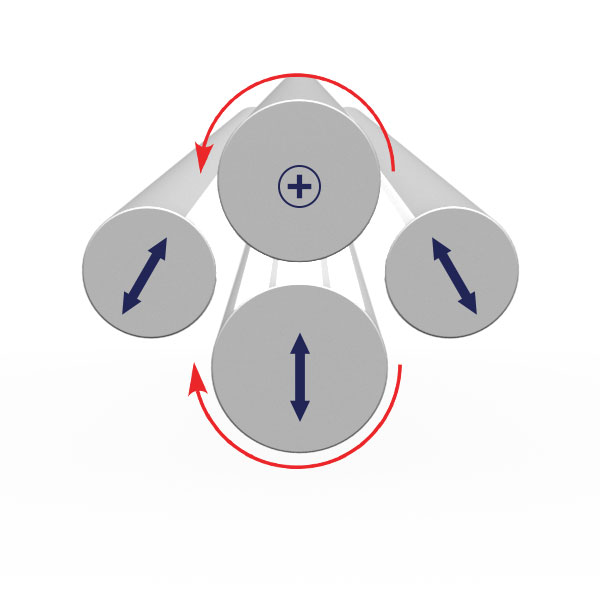
В моделях 4-х вальцовых листогибочных станков верхний и нижний вальцы выполняют роль приводов, способствуя протягиванию заготовки с ее последующим гибом. В движение их приводит редуктор. Нижний валок фиксирует край заготовки, поднимаясь вверх и прижимая ее к верхнему вальцу. В свою очередь, два боковых вальца, подключенные к гидроприводу, прижимаются в направлении вверх и к середине, обеспечивая требуемое усилие для сгибания листа и получения обечайки.
При использовании специального радиально-поворотного способа прижима боковых валов, эффективность работы оборудования существенно повышается. В данной схеме направление усилия давления проходит перпендикулярно поверхности вальцов, что способствует повышению производительности труда станка в два раза с одновременным уменьшением возможного радиуса гиба. Кроме того, при давлении на верхний валок боковыми вальцами уменьшается сила его деформации, что способствует сохранению первоначальной формы элемента и уменьшению скорости износа станка.
Современные модели четырехвалковых вальцов оснащены системой ЧПУ. При необходимости выполнить более тонкую работу автоматическую часть станка можно отключить и выполнить завершающие этапы с помощью рычажков контрольной панели. При этом цифровой контроль установленных ранее параметров сохраняется, что способствует росту качества изделий. Также в числе преимуществ оборудования с ЧПУ стоит отметить такие преимущества, как:
- Режим формирования обечайки и подгибки краев металлической заготовки;
- Отображение координат сторон верхнего и боковых вальцов в реальном времени на дисплее ЖК;
- Функция выравнивания вальцов с точностью до 0,2мм при вертикальном движении;
- Точная фиксация детали, исключающая ее смещение при вращении вальцов;
- Откидная «серьга», упрощающая прием готовой детали из-под вальцовой системы;
- Струна-барьер и кнопка аварийной остановки для безопасной работы оператора;
- Передвижной пульт для управления вальцами;
- Двухскоростной рабочий режим;
- Специальный стол для подачи крупных листовых заготовок;
- Опция конической гибки, позволяющая расширить ассортимент выпускаемых изделий;
- Использование верхнего и боковых суппортов при работе с крупными заготовками.
Опция конической гибки имеет свои особенности. Если угол вершины меньше 30°, в работе можно использовать устройство конической гибки. С его помощью создается контролируемый перекос из боковых валков, формирующих конус из листовой заготовки. При этом толщина листа не должна составлять более 1/3 от максимально возможной, а отверстие в вершине конуса – быть меньше 1,3 от диаметра верхнего валка. Если же угол при вершине конуса составляет более 30°, для его формирования можно использовать специальные вальцы конической гибки. Они не могут использоваться для получения фигур прямой формы, т.к. их стороны не параллельны.
Купить 4-хвалковую листогибочную машину на выгодных условиях
Ассоциация КАМИ предлагает широкий выбор фирменного оборудования для гибки металла. Постоянно в продаже – четырехвалковые гидравлические вальцы ведущих производителей, реализуемые на условиях гарантии качества и приемлемого уровня цен. Получить дополнительные консультации можно по указанному телефону.

