

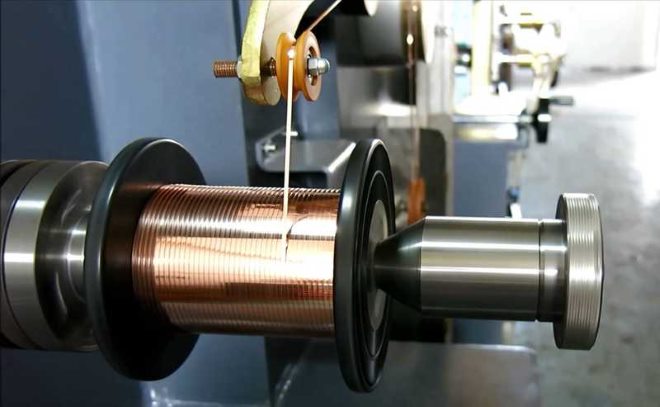
Станок для волочения проволоки
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

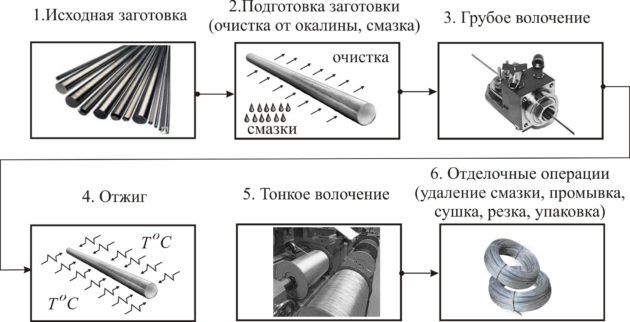
Линия производства проволоки по методу волочения
Основные этапы
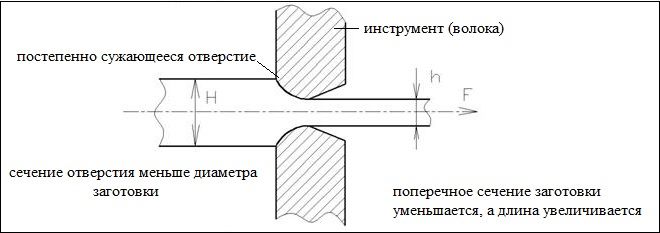
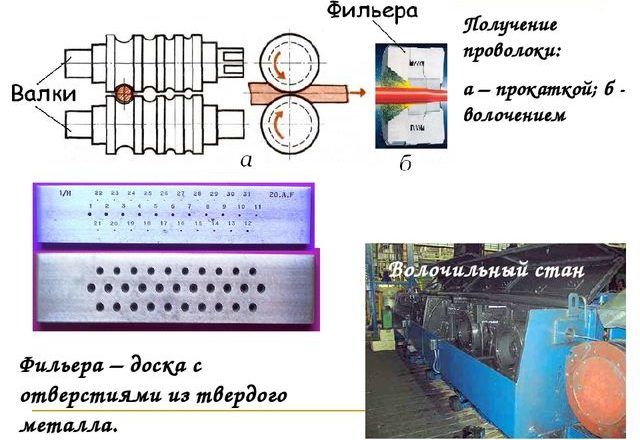
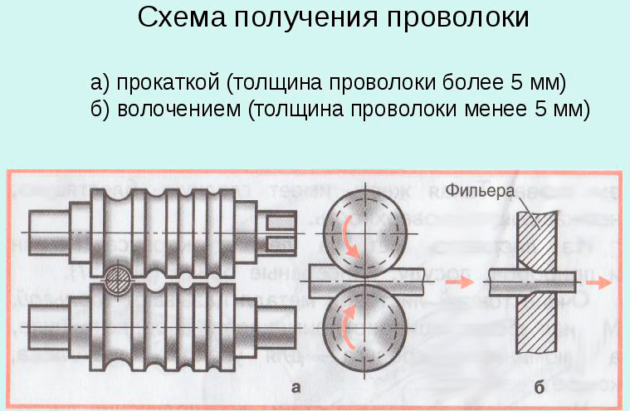
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
Принцип волочения металла
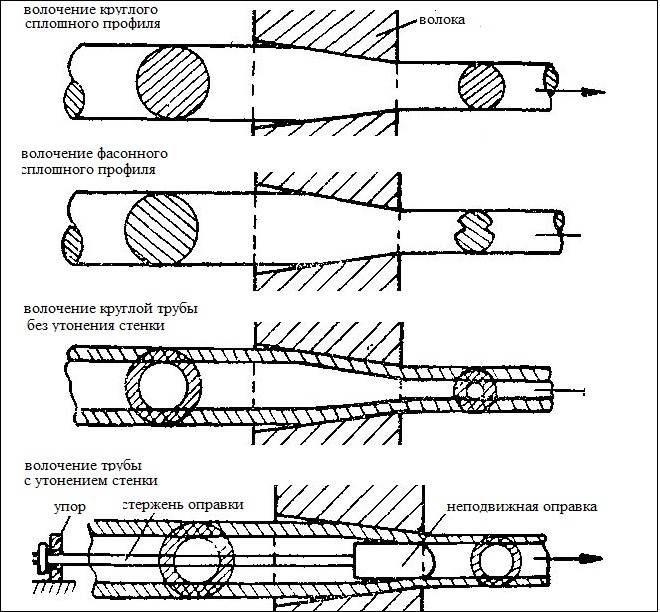
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
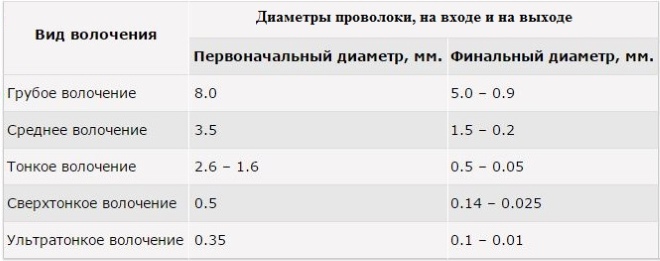
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
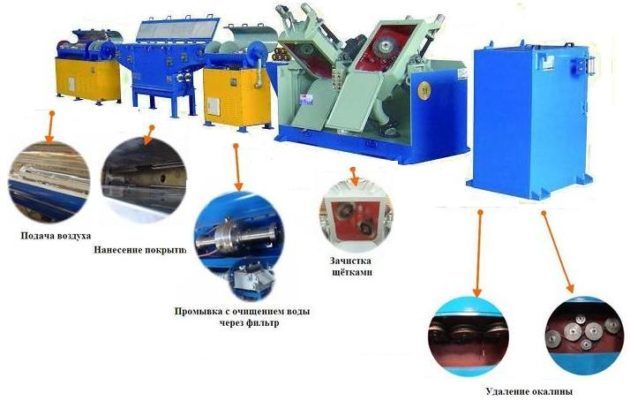
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.
Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
- комплексные растворы;
- специальные эмульсии;
- комплексные вещества.
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Волочение проволоки – все тонкости технологии
Волочение проволоки представляет собой относительно несложный технологический процесс, который включает в себя несколько различных процедур.
1 Волочение проволоки – суть и технология выполнения операции
Под волочением понимают процесс, который состоит в том, что заготовку протягивают на специальном оборудовании через сужающееся отверстие. Исходная заготовка может быть медной, стальной, алюминиевой. Инструмент, в котором сделано отверстие, носит название волоки, а само отверстие, от конфигурации коего зависит форма изготавливаемого профиля, называют фильерой.
Методика волочения по сравнению с прокаткой обеспечивает в разы большую чистоту и точность поверхности проволоки, а также различных профилей, прутков, труб. Кроме того, протягиваемый металл характеризуется изменением (в лучшую сторону) механическим параметров, что обусловлено укреплением (снятие наклепа) готовых изделий. Волочение активно применяется при изготовлении фасонных очень точных профилей, разных по диаметру труб, проволоки сечением от 1–2 микрон до 10 (а иногда и больше) миллиметров.

Стоит отметить и тот факт, что современная технология волочения гарантирует отличную производительность оборудования, используемого для производства проволоки. Волоки сейчас функционируют без каких-либо сбоев на огромных скоростях выполнения операции (до 60 метров в секунду) при больших величинах обжатия исходного материала (например, медной заготовки, стальной и так далее).
Процесс волочения включает в себя несколько этапов, которые приводятся далее:
- травление исходного сырья в сернокислом растворе, доведенном до температуры порядка 50 градусов (операция необходима для того, чтобы увеличить срок службы матрицы за счет снятия с заготовок окалины);
- отжиг металла (предварительный), выполняемый для увеличения пластичных характеристик металла и обеспечения его мелкозернистой структуры;
- нейтрализация агрессивного раствора для травления и промывка заготовок;
- использование молота либо ковочных валков для заострения концов исходного металлического сырья (алюминиевой, медной, стальной заготовки);
- непосредственно процесс волочения;
- выполнение отжига.

Дополнительно готовая проволока подвергается различным обрабатывающим операциям (резка изделий на требуемые по длине отрезки, правка, снятие концов и пр.).
2 Некоторые важные особенности процедуры
Технология волочения по мнению специалистов имеет лишь один существенный недостаток. Он заключается в небольшом показателе деформации проволоки. Это обусловлено тем, что степень деформации ограничивается величиной прочности выходящего конца заготовки, к коему прилагается соответствующая сила деформирования.
Исходным материалом для описываемого технологического процесса служат непрерывно литые, прессованные и катаные заготовки из цветных металлов, легированных и углеродистых сталей. Качественное волочение обеспечивается тогда, когда начальное сырье имеет определенную микроструктуру (например, сорбитную, если речь идет катанке из стального материала).

Раньше проволоку из стали обычно подвергали патентированию. Эта операция подразумевала сначала нагрев металла до температуры аустенизации, а затем экспозицию его в соляном либо свинцовом расплаве (указанная выдержка выполнялась при температуре около 500 градусов Цельсия).

Технология изготовления стальной и медной продукции в наши дни не предполагает осуществления столь сложных действий. Нужная структура гарантированно получается при выходе с прокатного оборудования. Если посмотреть видео того, как функционирует современный скоростной непрерывный станок для волочения проволоки, можно увидеть, что он оснащен комплексом комбинированного (воздух плюс вода) охлаждения изделий. Именно эта система и обеспечивает возможность получения необходимой микроструктуры катанки.
3 Оборудование для волочения проволоки и видео его работы
Все волочильные технологические операции производятся на специальных станах, оборудованных волокой – “глазком”, через который тянут проволоку. Диаметр последней всегда больше диаметра волоки. В зависимости от конструкции тянущего механизма интересующие нас станы делят на два вида:
- агрегаты, в которых металл наматывается на барабан;
- машины с движением металла по прямой линии.
Вторые станы предназначены для изготовления изделий, которые не нужно комплектовать в бухты (трубы, прутки). А вот на барабанных агрегатах выпускают именно проволоку и малые по сечению металлические и медные трубы. При этом такие станы с барабанами бывают разных типов:
- многократные (одни функционируют без скольжения, другие – со скольжением);
- однократные;
- многократные, использующие принцип противонатяжения заготовок.
Простейший однократный станок для волочения проволоки предполагает выполнение технологической операции за один проход. А вот многократные станы используют 2–3 прохода, само же волочение в них осуществляется по непрерывной схеме. Калибровочные цеха современных крупных предприятий, как правило, имеют полтора-два десятка агрегатов и станов разной мощности для изгтовления медной и другой проволочной продукции.

Фильеры для волочения проволоки описываемых станов обычно изготавливают по металлокерамической технологии из карбидов бора, термокорунда, молибдена, титана, микролита, тантала, ванадия, вольфрама. Эти сплавы характеризуются превосходной стойкостью к истиранию и повышенной твердостью, а, кроме того, еще и малой вязкостью.
Высокая надежность волоки обеспечивается и тем, что ее укладывают в очень прочную и вязкую стальную обойму, которая не сжимает фильеру, а также снижает в момент выполнения операции волочения растягивающие напряжения. Стоит отдельно сказать о том, что в тех случаях, когда изготавливается очень тонкая катанка из стали (до 0,2 миллиметров), волоки делают из технических алмазов.

В последнее время отмечается тенденция использования волок сборной конструкции. Они дают возможность изготавливать проволоку в условиях высокого трения (гидродинамического). Причем сборная волока гарантирует уменьшение расхода электрической энергии на выполнение технологических операции, увеличивая при этом производительность станов для волочения на 20–30 процентов.
4 Удаление окалины – разновидности и тонкости операции
Чем лучше будет подготовлена поверхность заготовки к волочению, тем эффективнее и качественнее будет проходить процесс. На данный момент окалину удаляют с металла следующими методами:
- химическим;
- механическим;
- электрохимическим.
Чаще всего для заготовок из углеродистой стали применяется методика механической очистки. Она целесообразна с экономической точки зрения. Выполняется такая процедура достаточно просто. Сначала проволоку между роликами спецконструкции перегибают периодически в разных плоскостях. А затем очищают металл щетками из стали.

Более затратными являются химические варианты удаления окалины. Они требуют использования соляной либо серной кислоты. Кроме того, работа с данными соединениями связана с повышенной опасностью для специалистов. Поэтому предприятия стараются применять такой процесс лишь по необходимости, допуская к выполнению операций людей, прошедших специальное обучение (уроки на видео, специальная литература, экзамены по технике безопасности и т. д.). Химическое удаление окалины незаменимо тогда, когда в качестве сырья для проволоки используются нержавеющие и кислотостойкие высоколегированные марки стали.
Электрохимическая очистка – это травление электролитического типа. Оно бывает катодным и анодным, причем второй способ признается более эффективным и безопасным. При нем анодом выступает очищаемая заготовка, а катодом является медь, железо или свинец. Катодное травление более опасное, так как при нем фиксируется активное выделение водорода и плохо контролируемый отрыв окалины, что приводит к формированию так называемой “травильной хрупкости”.

После удаления окалины с использованием химических реагентов заготовку следует тщательно промыть. Это позволяет избавиться от солей железа, грязи, шламов, остатков травильных элементов и раствора кислоты. Если промывание не будет произведено сразу после химобработки, все указанные компоненты засохнут. Добавим – промывание делается сначала в горячей воде, а затем под давлением около 700 Па в холодной.
5 Видео и краткое описание волочения медной продукции
Волочильный процесс при производстве медной проволоки базируется на использовании литых заготовок. Их сначала сплавляют, после чего в горячем состоянии прокатывают. Такой процесс обуславливает появление на катанке пленки из оксидов. Чтобы удалить ее, заготовку обрабатывают разбавленной кислотой, и только после этого выполняют волочение.

Также получение медной проволоки осуществляется по технологии погружного формования. В этом случае поверхность катанки получается чистой. Подобным образом изготавливают максимально тонкие изделия (около 10 микрометров). Но при формовании погружного типа необходимо правильно подобрать смазочные составы, которые обладают высоким качеством и особыми свойствами. К таковым относят следующие смазки:
- комплексные растворы: неионогенные поверхностно-активные вещества, соли (щелочные) жирных сульфированных масел, присадки щелочного состава;
- эмульсии: антипенные, анионные, стабилизирующие соединения, сложные синтетические эфиры, жирные естественные и минеральные углеводородные масляные составы;
- синтетические вещества: соли (неорганические и органические), полимерные растворы.
Что такое волочение, его виды и сущность процесса
Волочение металла: суть, назначение, области применения. Виды и методы. Этапы процесса волочения. Применяемое оборудование и его разновидности. Видео процесса волочения проволоки.
Холодное или горячее волочение металла является разновидностью обработки металла давлением. Такими способами получают продаваемый в торговой сети сортамент проволоки круглого и фасонного сечения, прутки, трубы и другую продукцию из черных, цветных металлов и сплавов. Для этого используют волочильное оборудование, которое по кинематическому принципу позволяет получать продукцию необходимого диаметра способами одно- и многократного волочения. Арматура витого типа, проволока, металлические канаты, сетки и крепеж получаются из продукции, выполненной волочением, где задействованы волочильная машина или станок. Продукция, полученная методом волочения, используется в разных отраслях промышленности, сельского хозяйства и домашними умельцами.

Суть и назначение операции волочения
Сущность процесса волочения заключается в протягивании металлической заготовки большего диаметра через отверстие необходимой формы и получении изделия меньшего диаметра. Изготовленная продукция характеризуется качеством наружной поверхности, плотностью и точностью размеров поперечного сечения. Операции выполняют на специальных машинах, которые называются волочильными станами. Они повышают производительность труда: трудоемкость изготовления становится гораздо ниже, чем при выполнении таких изделий другими способами.

Волочильные станы выпускаются производителями с прямолинейным движением заготовки и с наматыванием на барабаны. В последнем случае они могут быть с одним или несколькими ведущими барабанами, что позволяет протягивать одну или одновременно несколько заготовок.
Виды и методы волочения
Процесс классифицируют по таким параметрам:
- по типу (мокрое, сухое);
- нагреву заготовки (холодное, горячее);
- количеству протягиваемых заготовок (1, 2, 4, 8);
- степени чистоты получаемого изделия (черновое, чистовое);
- подвижности волока (неподвижный, подвижный);
- количеству переходов (одно- и многократный);
- способу осуществления тяги (гидравлические, барабанные, цепные).
Разнообразие параметров породило огромное количество выпускаемых установок, различающихся техническими характеристиками, технологией выполнения работ и производительностью.
- осадкой;
- профилировочным способом;
- гидродинамическим трением;
- на специальной оправке (закрепленной короткой, длинной подвижной, плавающей);
- на деформирующемся сердечнике;
- с раздачей заготовки трубной формы.
Метод, а следовательно, и оборудование к нему, выбирают в зависимости от требований, предъявляемых к готовому изделию и марки применяемой заготовки. Трубы изготавливают, применяя волочильный стан цепной и барабанной конструкции. В последнем случае волочение называют бухтовым.
Основные этапы процесса
- отжиг заготовки для получения мелкозернистой структуры и повышения пластичных свойств;
- удаление с поверхности заготовки окалины;
- промывка заготовки после травления в растворе серной кислоты;
- нанесение специального слоя, состав которого зависит от материала заготовки;
- волочение на стане;
- устранение наклепа;
- доработка полученной продукции (обрезка на необходимую длину, отделка концов).
Как правило, они влияют на плотность, твердость, текучесть, электрическое сопротивление материала (увеличиваются), пластические, антикоррозионные свойства (уменьшаются). Такое проявление, называемое наклепом, устраняют с помощью термообработки – нормализацией, патентированием, отпуском, отжигом. Выбор метода зависит от марки металла или сплава, условий проведения процесса волочения.
Оборудование и станки для волочения
Станы барабанного типа и цепные различаются способом намотки. У барабанных устройств намотка изготовленной продукции осуществляется на специальную вертушку, у цепных она не подлежит смотке.
На видео можно наглядно увидеть процесс изготовления проволоки:
Просим тех, кто работал на станах цепных и барабанных, поделиться опытом работы в комментариях к тексту, а также рассказать о нюансах технологического процесса.
Технология волочения проволоки
Одним из способов качественной обработки металлических заготовок является волочение проволоки. Это особая технология на станках, при которой цветные металлы протягивают сквозь круглое или фасонное отверстие (фильеру) специального инструмента – волоки. Результатом процесса является уменьшение заготовки и увеличение ее длины. Это актуально для производства проволоки разного профиля и другой проволочной продукции, применяемой во всех областях человеческой деятельности.
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
Этапы волочения
Технология производства проволоки разделена на пять этапов.
Этап №1
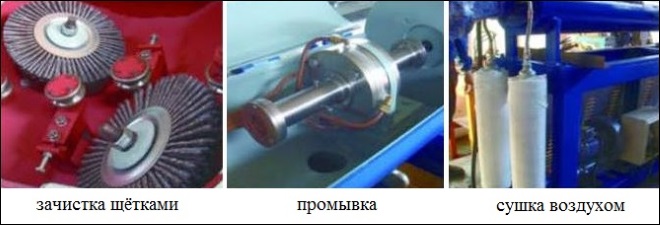
Процедура травления с целью удаления поверхностного слоя материала – окалины, которая мешает волочению:

- Подготовка поверхности: обезжиривание, шлифование, полировка, вырезание бракованных участков.
- В окалине присутствуют сложные соединения других элементов, поэтому исходное сырье подвергают химической или механической обработке.
- Выбор метода травления зависит от природы металла. Удаление окалины производят фосфорной, соляной, азотной, плавиковой или серной кислотой, нагретой до 50 0C.
- Обрабатываемую поверхность очищают от продуктов травления. Это промывка заготовок с помощью специального растворителя или воды.
- После процедуры металл должен приобрести матовый оттенок.
- Сушка проволоки в течение часа при температуре 75–100 0C. Для этого используют специальные станки с сушильными камерами.
Этап №2
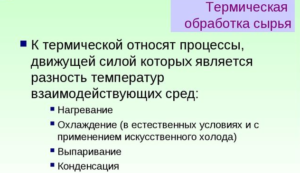
Термическая обработка проводится для того, чтобы заготовку сделать полумягкой, с мелкозернистой структурой, свободной от внутренних напряжений. Металл нагревают до определенной температуры, некоторое время выдерживают в таких условиях, охлаждают.
Отжиг изменяет свойства материала и облегчает процесс волочения проволоки. Скорость нагрева зависит от теплопроводности металла. Быстрота охлаждения определяется твердостью, которую нужно достичь после отжига. Стальные проволоки охлаждаются медленнее, чем углеродистые соединения.
Этап №3
При помощи специального молота или ковочных валок концы заготовки сплющивают и выравнивают. Процедура позволяет закреплять металл на барабане станка и пропускать сквозь фильеру.
Этап №4
Волочение проволоки: протравленное обработанное сырье протягивают на станке с максимальной скоростью через плавно сужающийся канал. По числу одновременно протягиваемых прутов процесс бывает:
По типу конечного продукта:
- Длинномерные изделия в виде мотков или катушек.
- Калиброванные прутки.
По количеству переходов волочение проволоки имеет две разновидности:
- Однократное – при котором протягивание осуществляется через одну волоку. Процесс подходит для толстой, плохо деформируемой проволоки.
- Многократное, когда материал подвергается сжатию последовательно на нескольких волоках.
Станок для волочения формирует профиль и размеры готовой продукции.
Этап №5
Завершающий этап предполагает выполнение отжига. Это делается с целью устранить вредное напряжение после волочения. Изделие становится мягким, устойчивым к разрывам, податливым к загибам, удлинению и скручиванию. После термической обработки проводят дополнительные отделочные операции, среди которых:
- Цинкование проволоки.
- Консервационная смазка.
- Разрезание на части.
- Маркировка.

Оборудование для выполнения волочения проволоки
Волочение проволоки происходит на станке, оборудованном специальным инструментом – волоком с отверстием, которое называется «глазком». Отверстие имеет постепенно уменьшающееся сечение, через которое протягивают заготовку.
Конструкция оборудования зависит от особенностей тянущего механизма:
- Станок для волочения, в котором металл наматывают на барабан и снимают в виде мотка или катушки. Барабанные машины бывают однократными и многократными.
- Агрегат, обеспечивающий прямолинейное движение заготовки. Устройства этой группы разделяются на цепные, реечные и винтовые.

Основной рабочий инструмент станка для производства проволоки – волока. Он состоит из двух элементов: непосредственно волоки и обоймы. Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:

Волоки бывают монолитными и составными из нескольких сопряженных частей. Сборная конструкция экономичнее монолитного механизма по расходу электроэнергии.
Во время волочения проволоку укладывают в стальную обойму, которая служит изделию защитой от излишнего сжимания.
На многих больших предприятиях калибровочные цеха оснащены разноплановыми станками под всевозможные виды продукции.
Удаление окалины
Волочение проволоки будет успешным при условии качественной обработки поверхности заготовки. Удалить окалину с поверхности можно тремя способами.
Электрохимический
Или электролитический метод позволяет увеличить скорость снятия ржавчины и окалины с поверхности металла под воздействием электрического тока и раствора кислоты. Процессы электрохимической обработки включают в себя два варианта.
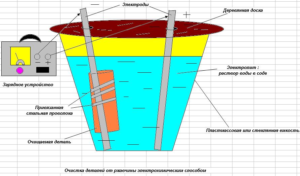
Анодный – основан на растворении металла в контакте с положительным плюсом источника тока. Выделяющийся кислород способствует механическому отрыванию оксидов. Применяется для легированной и углеродистой стали с целью удаления тонких пленок.
Катодный – оксиды железа восстанавливаются под воздействием атомов активно образующегося водорода. Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.
Химический способ
Незаменим, когда в качестве сырья используется кислостойкая сталь. Остатки флюсов и окислов удаляют с помощью раствора хлористых солей, щелочи или кислоты. Любое химическое вещество требует специальных знаний и осторожного обращения.
Традиционное кислотное травление предполагает последовательную обработку металла в двух ваннах – сернокислотной и азотнокислотной при определенной температуре.
Есть много вариантов этого способа. Выбор раствора и условия обработки зависят от состава и структуры окисной пленки.
Механический
Подразумевает шлифовку, галтовку, полировку и крацевание. В основе метода лежат такие процессы:
- деформация изгибом;
- скручивание, растяжение;
- прямое воздействие на поверхность изделия специальных реагентов или абразивных материалов;
- использование инструментов: щетки, иглорезы, микрорезцовые приборы.
Комбинированный
Способ основан на применении химического и электрохимического методов.
Особенности при волочении медной проволоки
Изделия, полученные путем волочения на станках, находят широкое применение в электронной и электрической областях. Как правило, используют проволоку толщиной от 20 мм до 10 мкм.
Изготавливать проволоку из меди следует на основе литых заготовок соответствующего профиля. Их подвергают плавлению, затем в горячем виде прокатывают. Поскольку процедура способствует появлению тонкой оксидной пленки, перед волочением проволоку обрабатывают водным раствором серной кислоты при температуре 45–50 0C.
Основной технологический процесс такой же, как и в производстве продукции из других металлов:
- Медную заготовку охлаждают воздухом, водой или специальным раствором.
- Поверхность смазывают мыльно-масляной эмульсией.
- Волочение проволоки проводят на 22-х и 18-кратных станках с применением прочной алмазной волоки.
- В процессе вытягивания заготовки используют волоки, отверстия которых четко соответствуют диаметру изделий.
- Рабочий инструмент может иметь одну или несколько матриц.
- Изделия диаметром до 0,05 мм оставляют без промежуточного отжига. К ним применяется технология погружного формования.
- Для максимально тонкого материала важно правильно подобрать смазочный состав. Это могут быть комплексные химические растворы, эмульсии или синтетические вещества.
- При необходимости медь подвергают термической обработке безокислительного типа в специальных электропечах, лишенных доступа воздуха.
- Кроме стандартного оборудования, для медных заготовок могут использоваться станки с роликами вместо отверстий для прохождения катанки.
- Благодаря такой технологии, готовые изделия имеют гладкую блестящую поверхность и соответствующий диаметр.
Многие промышленные предприятия эксплуатируют станки с совмещением операций волочения и отжига. Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.

