

Станок для загибания профильной трубы
Станок для гибки профильной трубы: как соорудить трубогибочный станок своими руками

В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.

Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.
Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
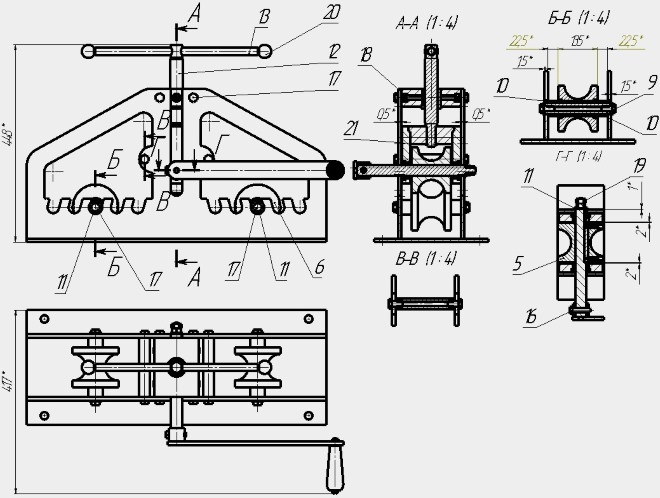
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
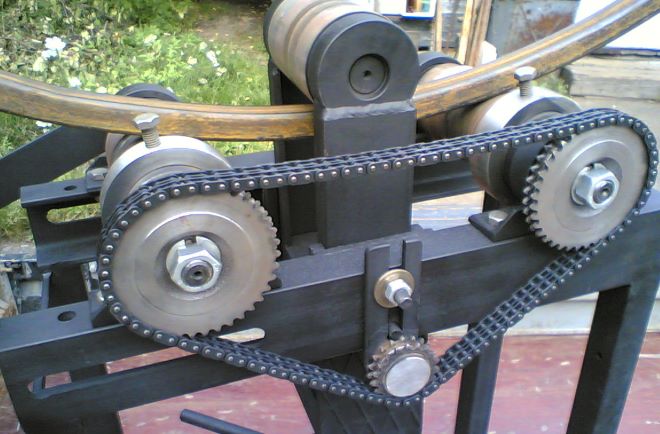
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию.
Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок.
На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Для сборки трубогиба прокатного типа потребуется:
Гибка профильной трубы: делаем трубогибочный станок своими руками
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования. Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд. Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками. На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.

Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.

Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.

Сваренная из толстого металла П-образная каретка с прижимным валом

Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.

Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
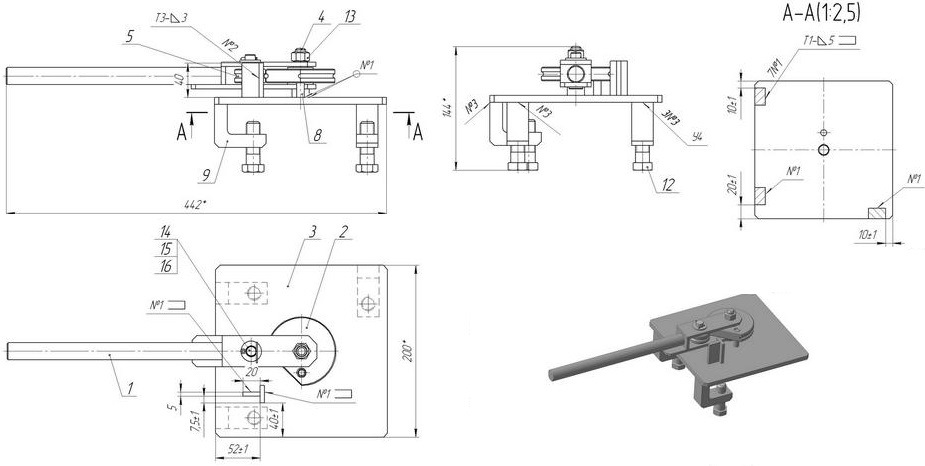
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Изготовление рычажного трубогиба
Подборка фотографий и чертежей для самостоятельного изготовления трубогиба рычажного типа, а также видеоролик с комментариями и пояснениями от автора.

Этот рычажный трубогиб не слишком сложен в изготовлении и позволяет работать с довольно толстыми трубами








Серийное оборудование
Если работа с металлическими трубами различного профиля связана с вашей профессиональной деятельностью, то лучшим выбором для вас станут серийные станки для гибки профильной трубы, которые отличаются не только высокой эффективностью, но и расширенным функционалом. Сегодня существует множество самых разных моделей профилегибов, которые отличаются друг от друга как своей производительностью, так и набором функциональных возможностей. Такое разнообразие позволяет подобрать станок для выполнения гибки профильной металлической трубы, ориентируясь на свои потребности и финансовые возможности.

За небольшие деньги можно приобрести малогабаритный ручной станок

Настольный электромеханический профилегибочный станок ПГМ-4 работает с профилем толщиной до 40 мм
Выбирая серийный станок для гибки профильных труб, следует иметь в виду, что стоимость такого оборудования в зависимости от его технических характеристик и функциональности начинается от нескольких сотен долларов США и может достигать нескольких тысяч.
Чтобы выполнять гибочные операции на серийном оборудовании, необходимо обладать определенной подготовкой. Если ее нет, то можно изучить особенности данного процесса и по видео, которые несложно найти в интернете.
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.

Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Как сделать профилегиб своими руками?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.
Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.

