

Станок правильно отрезной и6122 регулировка длины отрезков
Настройка правильно-отрезного станка: как наладить работу
Вы здесь
Настройка правильно-отрезного станка: как наладить работу
Для автоматической рихтовки бухтовой проволоки и последующей обрезки по нужным параметрам применяются специальные устройства. Если предполагается массовое производство, то необходимо купить правильно-отрезной станок. Подобное оборудование имеет простой принцип работы, который объясняется конструкцией аппарата.
Это устройство достаточно эффективно для рубки и правки проволоки различного диаметра. Оператор может задать длину мерного прута, при этом эксплуатации не вызывает сложностей. Изделие оснащено всевозможными механизмами, которые повышают точность и ровность реза. Настройка правящего механизма определяет качество результата. Также необходимо правильно выровнять саму проволоку, чтобы заготовка не слетела с держателя.
В целом настройка такого станка происходит следующим образом:
- Для начала нужно заняться выпрямлением профиля. Для этого ослабляются пять фиксирующих узлов правки, на которые устанавливаются выпрямляющие элементы в разных положениях.
- Далее настраивают несоосность.
- Затем приступают к шпиндельной бабке. В зависимости от диаметра и материала проволоки устанавливают нужный параметр тяглового усилия, который зависит от силы сжатия пружины.
- Настраивают зазор между верхними и нижними резцами. Также в зависимости от вида стали рассчитывают в процентном соотношении уровень. Следом закрепляют фиксирующей гайкой.
- Держатель проволоки нужно тщательно выверить, после чего его мягко устраняют. Для этого измерительную защелку монтируют нужным образом.
Обычно станкостроительное предприятие проводит первичную регулировку оборудования непосредственно в цехах по сборке. Поэтому, как правило, владельцам нужно настроить детали на собственном производстве под определенный тип проволоки.
Особенности и преимущества устройств
Учитывая, что процесс практически полностью автоматизирован, не требуется постоянное участие оператора. Сотрудник на производстве может работать одновременно на нескольких устройствах, если ему позволяет квалификация.
Большинство моделей позволяют проводить крайне точную регулировку длины прута, при этом сам процесс не отличается сложностью. Более продвинутый вариант для правки проволоки или периодического профиля способен обрабатывать профили диаметром около 5 мм. При этом производительность остается на высоком уровне, что позволяет улучшить результаты производства и выполнять большее количество заказов.
Также благодаря более тонкой оснастке производится точный срез, что практически исключает вероятность брака.
Станок правильно отрезной и6122 регулировка длины отрезков
1 Загрузка проволоки
Поместите свернутую проволоку на держатель, освободите конец проволоки и прижмите весь моток прижимным кольцом. Перед помещением проволоки в подающие ролики и узел правки необходимо распрямить конец проволоки. Особое внимание работе станка необходимо уделить, когда моток проволоки подходит к концу.
2 Узел правки
Точность настройки правящего механизма во многом определяет качество правки проволоки. Если проволока не будет должным образом выпрямлена, то она слетит с держателя, и процесс резки станет невозможным.
Ослабьте 5 фиксирующих винтов узла правки, и установите 5 пар выпрямляющих элементов в различных положениях для правки разных типов проволоки. Существует три основных метода правки проволоки..
1. Кривая Гаусса
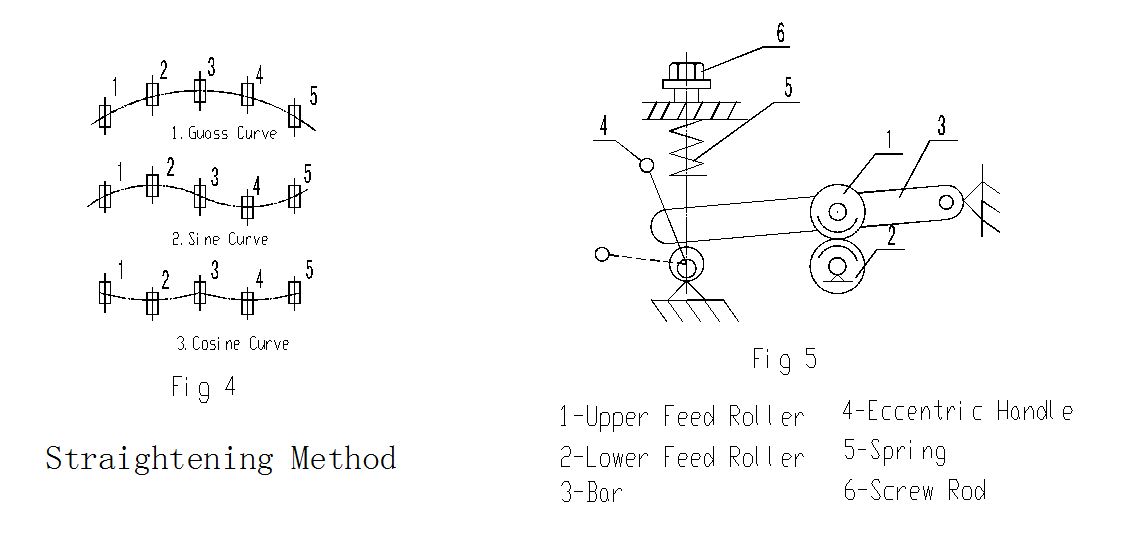
Надписи на рисунках:
Gauss curve – кривая Гаусса
Sine curve – синусоида
Cosine curve – косинусоида
Fig. – рис.
Straightening method – метод правки
Upper feed roller – верхний подающий ролик
Lower feed roller – нижний подающий ролик
Bar – рычаг
Eccentric holder –эксцентриковая рукоятка
Spring – пружина
Screw rod — винт
Предназначен для толстой проволоки(6мм) из материала с пределом текучести S240Н/мм2 .
2. Синусоида
Предназначен для проволоки 5-6мм из обычных материалов.
Установите несоосность выпрямляющих элементов. Несоосность элементов 1 и 5 должна быть одинаковой (находиться на одной горизонтальной линии). Несоосность элемента 2 должна быть немного больше несоосности элементов 3 и 4. При регулировке правильно-отрезного станка несоосность элементов меняется таким образом, чтобы правка проволоки происходила наилучшим образом.
В случае слишком большой несоосности элементов, проволока будет равномерно согнута или сломана. Необходимо обращать внимание на данный факт.
3. Косинусоида
Предназначен для холоднотянутой проволоки и проволоки других типов диаметром 3.5—6мм, предел текучести,S 600Н/мм2.
После выпрямления определенного количества проволоки, настройка несоосности может измениться. В данном случае необходимо настроить несоосность для обеспечения наилучшего качества правки проволоки.
3 Принцип работы шпиндельной бабки (передача движения приводным роликам).
Из рис. видно, что верхний подающий ролик связан с рычагом 3. Перед подачей проволоки ослабьте винт 6. Поверните рукоятку 4 в среднее положение (см. ниже), как показано на рис.5, для того, чтобы поднять рычаг 3 и верхний ролик 1. После подачи проволоки поверните рукоятку вверх, затяните винт 6. Пружина 5 сожмется, и проволока будет зажата между двумя роликами. Тяговое усилие на проволоке зависит от силы сжатия подающих роликов. Тяговое усилие находится в прямой зависимости от силы сжатия пружины, которое необходимо изменять в зависимости от диаметра и материала проволоки. Для увеличения давления затяните винт 6, для уменьшения – ослабьте его.
При резке проволоки необходимо обеспечить проскальзывание между роликами и проволокой.
Следите за тем, чтобы проволока не перекручивалась.
4 Узел резки
Верхний и нижний резцы установлены в резцедержателе. Ударник бьет по верхнему резцу, происходит сдвиг резцов относительно друг друга.
Очень важна регулировка зазора между резцами. Для твердых сталей с содержанием углерода 0,5-0,7% зазор между резцами должен составлять 5% от диаметра проволоки. Для сталей содержанием углерода 0,3-0,4% и 0,08-0,2% зазор между резцами должен составлять 3-4% от диаметра проволоки. Чересчур большой зазор приведет к тому, что срез проволоки будет неровным, и проволока будет сминаться. Недостаточный зазор приведет к ограничению хода верхнего резца, что, в свою очередь, вызовет уменьшение срока службы резца.
Отрегулируйте зазор между резцами и затяните фиксирующую гайку на нижнем резце. Регулярно проверяйте затяжку гайки.
5 Держатель проволоки
Корректная работа держателя имеет огромное значение для операции правки проволоки. После тщательной выверки плавно и аккуратно удалите держатель.
Регулировка измерительной защелки
Установите измерительную защелку в необходимом положении (для отрезания нужной длины проволоки), затяните фиксирующий винт, отрегулируйте держатель подающего стержня так, чтобы стержень свободно перемещался. Отрежьте проволоку, приложив усилие к верхнему резцу. Необходимо следить, чтобы резцедержатель вовремя возвращался на место после отрезания проволоки. Для этого отрегулируйте ход пружины на стержне таким образом, чтобы пружина вовремя возвращала резцедержатель на место. В противном случае, резка проволоки будет происходить постоянно.
Время открытия подающего устройства управляется реле времени. Работа происходит следующим образом: после отрезания порции проволоки подающее устройство открывается и подает следующую порцию, отрезанная часть падает в держатель, подающее устройство закрывается. Начальная полная регулировка станка производится на заводе. Однако если станок работает некорректно, необходимо произвести регулировку: отключите электрическое питание, откройте электрический шкаф, отрегулируйте реле времени при помощи подходящей отвертки (в направлении тонкой стрелки производится уменьшение отрезка времени, в направлении толстой стрелки – увеличение).
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
— Высокая производительность за счет большой скорости подачи(16 – 120 м/мин.).
Предназначены для правки из бунта круглого металла и резки его на прутки мерной длины.
Автомат состоит из вращающейся правильной рамки, роликовой подачи и рычажного реза. С разматывающего устройства конец проволоки направляется в подающие ролики переднего механизма подачи. С помощью рычажно-эксцентрикового механизма зажима осуществляется зажим подающих роликов, обеспечивая тем самым подачу проволоки в сухари правильной рамки. Правка материала выполняется во всех плоскостях путем его многократного поперечного пластического изгиба правильными сухарями, установленными в гнездах быстровращающейся правильной рамки. После правки материала в правильной рамке проволока подается через проводки в подающие ролики заднего механизма подачи. Выпрямляемый участок проволоки через отрезную втулку, неподвижно закрепленную в корпусе механизма подачи, подается в закрытый желоб приемного лотка до упора, отрегулированного на требуемую длину отрезаемого стержня, после чего он отрезается.
Выпрямляемый Phase Draht durch отрезную die Hülse, die fest in dem Gehäuse befestigt Transportbereich, serviert in einer geschlossenen Rinne des Fachs bis zum Anschlag, eingestellt auf die gewünschte Länge отрезаемого Stab, nach dem er abgeschnitten. Vorschubgeschwindigkeit ändern schrittweise durch die Anwendung многоскоростного des Motors. Darüber hinaus Vorschub ändern mit den auswechselbaren Riemenscheiben, entsteht so eine große Vorschubgeschwindigkeiten ermöglicht regieren Metall (Draht) mit verschiedenen Durchmessern optimal möglichen maximalen Geschwindigkeit. Die Drehzahl der richtige Rahmen können geändert werden stufenweise Schaltung der Drehzahlen des Elektromotors am Antrieb. Am Antrieb richtigen Rahmen Billet-Automaten für die Elektroden angewendet широкорегулируемый Gleichstrom-Elektromotor. Der richtige Rahmen-Automaten И6119 Bewegung hat, ermöglicht das verkleinern Spuren von Vorschubrollen und des richtigen Werkzeugs auf der Oberfläche des Drahtes. Automatik ИА6218 gewährleistet die Genauigkeit der Schnitte von Werkstücken Elektroden entlang der Länge +-0,5 mm.

Самовывоз:
с 9-00 до 17-00
Курьерская доставка:
отправка товаров осуществляется 2 раза в неделю
Доставка Почтой России:
2 раза в неделю
Транспортная компания:
Отправка 2 раза в неделю.
Наличными:
Оплата наличными возможна при доставке курьером
Наложенный платеж:
возможен при доставке транспортной компанией и почтой России
Безналичный расчет:
Возможный способ оплаты
Возврат товара
Если полученный товар низкого качества или не соответствует описанию, продавец обязуется принять возврат товара и вернуть полную стоимость.
Стоимость обратной пересылки оплачивается Вами. Или Вы можете оставить товар себе и договориться о возмещении стоимости напрямую с продавцом.
Гарантия производителя
Если на товар распространяется официальная гарантия завода изготовителя, гарантийный ремонт можно осуществить в авторизированных сервисных центрах.
Документом, подтверждающим гарантийные обязательства, служит заполненный гарантийный талон.
Срок гарантии указан в гарантийном талоне и зависит от типа товара и производителя.
Обязательными условиями гарантийного ремонта товаров являются наличие гарантийного талона, документа об оплате товара, сохранности заводских пломб.
5. Работа станка и его настройка
1 Загрузка проволоки
Поместите свернутую проволоку на держатель, освободите конец проволоки и прижмите весь моток прижимным кольцом. Перед помещением проволоки в подающие ролики и узел правки необходимо распрямить конец проволоки. Особое внимание работе станка необходимо уделить, когда моток проволоки подходит к концу.
2 Узел правки
Точность настройки правящего механизма во многом определяет качество правки проволоки. Если проволока не будет должным образом выпрямлена, то она слетит с держателя, и процесс резки станет невозможным.
Ослабьте 5 фиксирующих винтов узла правки, и установите 5 пар выпрямляющих элементов в различных положениях для правки разных типов проволоки. Существует три основных метода правки проволоки..
1. Кривая Гаусса
Надписи на рисунках:
Gauss curve – кривая Гаусса
Sine curve – синусоида
Cosine curve – косинусоида
Fig. – рис.
Straightening method – метод правки
Upper feed roller – верхний подающий ролик
Lower feed roller – нижний подающий ролик
Bar – рычаг
Eccentric holder –эксцентриковая рукоятка
Spring – пружина
Screw rod – винт
Предназначен для толстой проволоки(6мм) из материала с пределом текучести S240Н/мм2 .
2. Синусоида
Предназначен для проволоки 5-6мм из обычных материалов.
Установите несоосность выпрямляющих элементов. Несоосность элементов 1 и 5 должна быть одинаковой (находиться на одной горизонтальной линии). Несоосность элемента 2 должна быть немного больше несоосности элементов 3 и 4. При регулировке правильно-отрезного станка несоосность элементов меняется таким образом, чтобы правка проволоки происходила наилучшим образом.
В случае слишком большой несоосности элементов, проволока будет равномерно согнута или сломана. Необходимо обращать внимание на данный факт.
3. Косинусоида
Предназначен для холоднотянутой проволоки и проволоки других типов диаметром 3.5—6мм, предел текучести,S 600Н/мм2.
После выпрямления определенного количества проволоки, настройка несоосности может измениться. В данном случае необходимо настроить несоосность для обеспечения наилучшего качества правки проволоки.
3 Принцип работы шпиндельной бабки (передача движения приводным роликам).
Из рис. видно, что верхний подающий ролик связан с рычагом 3. Перед подачей проволоки ослабьте винт 6. Поверните рукоятку 4 в среднее положение (см. ниже), как показано на рис.5, для того, чтобы поднять рычаг 3 и верхний ролик 1. После подачи проволоки поверните рукоятку вверх, затяните винт 6. Пружина 5 сожмется, и проволока будет зажата между двумя роликами. Тяговое усилие на проволоке зависит от силы сжатия подающих роликов. Тяговое усилие находится в прямой зависимости от силы сжатия пружины, которое необходимо изменять в зависимости от диаметра и материала проволоки. Для увеличения давления затяните винт 6, для уменьшения – ослабьте его.
При резке проволоки необходимо обеспечить проскальзывание между роликами и проволокой.
Следите за тем, чтобы проволока не перекручивалась.
4 Узел резки
Верхний и нижний резцы установлены в резцедержателе. Ударник бьет по верхнему резцу, происходит сдвиг резцов относительно друг друга.
Очень важна регулировка зазора между резцами. Для твердых сталей с содержанием углерода 0,5-0,7% зазор между резцами должен составлять 5% от диаметра проволоки. Для сталей содержанием углерода 0,3-0,4% и 0,08-0,2% зазор между резцами должен составлять 3-4% от диаметра проволоки. Чересчур большой зазор приведет к тому, что срез проволоки будет неровным, и проволока будет сминаться. Недостаточный зазор приведет к ограничению хода верхнего резца, что, в свою очередь, вызовет уменьшение срока службы резца.
Отрегулируйте зазор между резцами и затяните фиксирующую гайку на нижнем резце. Регулярно проверяйте затяжку гайки.
5 Держатель проволоки
Корректная работа держателя имеет огромное значение для операции правки проволоки. После тщательной выверки плавно и аккуратно удалите держатель.
Регулировка измерительной защелки
Установите измерительную защелку в необходимом положении (для отрезания нужной длины проволоки), затяните фиксирующий винт, отрегулируйте держатель подающего стержня так, чтобы стержень свободно перемещался. Отрежьте проволоку, приложив усилие к верхнему резцу. Необходимо следить, чтобы резцедержатель вовремя возвращался на место после отрезания проволоки. Для этого отрегулируйте ход пружины на стержне таким образом, чтобы пружина вовремя возвращала резцедержатель на место. В противном случае, резка проволоки будет происходить постоянно.
Время открытия подающего устройства управляется реле времени. Работа происходит следующим образом: после отрезания порции проволоки подающее устройство открывается и подает следующую порцию, отрезанная часть падает в держатель, подающее устройство закрывается. Начальная полная регулировка станка производится на заводе. Однако если станок работает некорректно, необходимо произвести регулировку: отключите электрическое питание, откройте электрический шкаф, отрегулируйте реле времени при помощи подходящей отвертки (в направлении тонкой стрелки производится уменьшение отрезка времени, в направлении толстой стрелки – увеличение).
Станок правильно отрезной и6122 регулировка длины отрезков

Автомат правильно-отрезной е вращающейся правильной рамкой D 1,6. 8,0 мм модели И6119 предназначен для правки из бунта круглого металла D 1,6. 8,0 мм из стали с временным сопротивлением до 800мПа (80 кГс/мм2) и пределом текучести до 500 мПа (50 кГс/мм2) и резки его мерной длиной от 100 мм до 6000 мм. На поверхности прутков допускаются следы от инструмента и вмятины в местах реза.
Автомат может быть использован в метизнокалибровочных цехах металлургических заводов, а также на предприятиях строительной индустрии и в заготовительных цехах машиностроительных заводов.
Кинематическая схема

Привод механизмов подачи и реза автомата осуществляется от четырехскоростного электродвигателя 1 (рис. 6.2). На валу электродвигателя установлен ведущий шкив 2, от которого вращение с помощью клиноременной передачи передается шкиву 3, жестко сидящему на валу I. В шестеренном приводе автомата предусмотрены две электромагнитные муфты, которые работают попеременно. При включении муфты 22 вращение от вала I через шестерни 8 и 9 передается нижнему валу IV заднего механизма подачи, на котором закреплена шестерня 10, находящаяся в зацеплении с такой же шестерней верхнего вала V. Таким образом приводятся во вращение подающие ролики14 заднего механизма подачи. Привод подающих роликов 14 переднего механизма подачи осуществляется через цепную передачу. Вращение от ведущей звездочки 11 передается ведомой звездочке 13, закрепленной на валу VI, и через паразитную шестерню 15 на валу VIII
На валах VI и VIII установлены нижние подающих ролики. Вращение верхним подающим роликом, установленным на валах VII и IX, передается через зубчатые колеса ГО.
В цепной передаче для натяжения цепи предусмотрена звездочка 12. При включении электромагнитной муфты 23 вращение отвала I через шестерни 4,5 передаётся на вал II, а через шестерни 6 и 7 на кулачковый вал III.
Для привода в движении рычага 31 механизма реза на валу III установлен аксиальный кулак 24. Рычаг связан с аксиальным кулаком коническим роликом 30.
Привод правильной рамки осуществляется от двухскоростного электродвигателя 17 Вращение с ведущего шкива 19, установленного на валу электродвигателя, передается через клиноременнуюю передачу шкиву 20, закрепленному на валу правильной рамки. На валу двигателя установлено реле торможения 18. Перечень кинематических элементов помещен в таблице 6.3.
Принцип работы автомата.
Передний конец мотка проволоки с размоточного устройства направляется в подающие ролики переднего механизма подачи. С помощью рычажно-эксцентрикового механизма 16 через пружину 37 ролики зажимаются и проволока пропускается в сухари правильной рамки. Пройдя через рамку проволока попадает в подающие ролики заднего механизма подачи. Правка проволоки происходит при вращении правильной рамки за счет того, что сухари смещены относительно друг друга к оси рамки, проволока подвергается многократному поперечному пластическому изгибу.
Выправленный участок проволоки через отрезную втулку, неподвижно закрепленную в корпусе механизма реза, подается в закрытый желоб приемного лотка до упора 39, отрегулированного на заданную длину отрезаемого металла. При нажатии проволоки упор перемещается вместе с флажком 36, который входит в паз бесконтактного конечного выключателя 29. Последний дает команду на отключение электромагнитной муфты 22 механизма подачи и включение электромагнитной муфты 23 механизма реза.
При включении муфты 23 получает вращение кулачковый вал III. Осевой кулак 24 приводит в движение рычаг механизма реза. На рычаге установлен нож . При движении рычага производится отрезка проволоки. Одновременно с резом происходит открытие крышки 35 приемного лотка за счет того, что крышка связана с рычагами, на валу Х, который получает качательное движение через рычаг 34 и ролик 33 от кулачка 32, установленного на рычаге реза. После отреза прутка упор 39 пружиной 38 возвращается в исходное положение.
При дальнейшем движении вала (на нем установлен флажок 28) срабатывает бесконтактный конечный выключатель 29, который дает команду на отключение муфты реза и включение муфты подачи. На автомате установлены два БВК (поз. 29).
Останов кулачкового вала производится дисковым тормозом 27 постоянного действия.
После совершения одного оборота кулачкового вала рычаг реза приходит в исходное верхнее положение, крышка лотка под действием пружины 40 и рычага 41, связанного с валом X, закрывает желоб, и цикл работы автомата повторяется.
Для того, чтобы не было прокручивания проволоки в момент реза (подача отключена) правильная рамка вместе с корпусом 21 совершает поступательное движение от эксцентрика 25, находящегося на кулачковом валу через шатун 26.
Предусмотрено открытие крышки вручную с помощью эксцентрика 42 и рычага 43.
Выше приведенный цикл называется работа с упором (упор с пружинами перемешается). Возможна работа без упора-контакта проволоки с подвижным (перемещаемым) упором не происходит, муфта подачи и муфта реза постоянно включены одновременно, т, е. вал реза (кулачковый вал) постоянно вращается, и после каждого оборота вала рычаг реза осуществляет рез. Работа без упора обычно применяется для испытания на холостом ходу и при получении коротких заготовок (100 мм—350 мм) со значительным разбросом но длине. При работе с упором можно устанавливать винт проводку (поз 23 Рис. 6.12.), предусмотренную в конструкции автомата. Это исключит возможность перемещения проволоки с упором в то малое время, в которое сигнал на включение муфты реза идет к ней от БВК. Эффективно применение этого винта-проводки (жесткого упора) при работе с одновременно включенными двумя муфтами при малой скорости подачи проволоки.
Станина
Станина автомата выполнена коробчатой формы. Она служит основанием для всех основных рабочих механизмов машины, которые расположены на верхней ее плоскости. Внутри станины устанавливается электродвигатель при-вода правильной рамки.
Привод подачи и реза

Привод подачи и реза (рис. 6,3.) осуществляется от четырехскоростного электродвигателя 1 через клиноременную передачу 2. Электродвигатель располагается на подмоторной плите 3. Натяжение ремней производится за счет наклона плиты с помощью регулировочного винта 4. Переключение скоростей осуществляется переключателем, установленным на боковой стенке электрошкафа.
Привод правильной рамки

Привод правильной рамки (рис. 6.4) осуществляется от двухскоростного электродвигателя 1 через клиноременную передачу 2. Электродвигатель. как указывалось выше, установлен внутри станины на качающейся подмоторной плите 3. Здесь также натяжение ремней производится наклоном плиты с помощью регулировочного винта 4. Переключение скоростей электродвигателя производится переключателем, расположенным на боковой стенке электрошкафа. При выключении привода рамки (кнопкой «стоп», либо при открытии крышки ограждения рамки) происходит автоматическое торможение двигателя противовключением до частоты вращения 200. . 300 мин 1, после чего реле торможения прекращает торможение противовключением, затем происходит прекращение вращения двигателя.
Привод цепной

Привод цепной (рис. 6.5) осуществляет связь между задним и передним механизмами подачи. Ведущая звездочка 1 установлена на приводном валу заднего механизма подачи, ведомая звездочка 2 на нижнем валу переднего механизма подачи. Натяжение цепи осуществляется с помощью натяжной звездочки 3, свободно сидящей на оси 4, закрепленной в рычаге 5, который имеет возможность поворачиваться на оси 6. На другом конце рычага 5 ввернута шпилька 7, которая заходит в паз кронштейна 8. Стопорение рычага с натяжной звездочкой осуществляется гайкой 9.
Привод шестеренный и кулачковый вал

Привод шестеренный и кулачковый вал (рис. 6.6) осуществляет связь привода с механизмами подачи и реза. От маховика 1 вращение передается валу 2, на котором жестко закреплена шестерня 3 и свободно сидящая шестерня 4. Последняя через поводок 5 соединена с ведомыми дисками электромагнитной муфты 6, ступица которой жестко закреплена на валу. При включенной электромагнитной муфте 6 вращение от шестерни 4 передается шестерне 7 заднего механизма подачи. В момент реза муфта 6 выключается и шестерня 4 вращается свободно, не передавая крутящего момента в результате чего происходит отключение механизма подачи.
От шестерни 3 вращение через шестерню 8 передается валу 9, на котором свободно сидит шестерня 10, соединенная через поводок 11 с ведомыми дисками электромагнитной муфты 12. При включенной муфте 12 вращение от шестерни 10 передается шестерне 13, жестко закрепленной на кулачковом валу Г4„ Все вале шестеренного привода установлены на подшипниках качения. На кулачковом вала жестко закреплены: аксиальный кулак 15 механизма реза и эксцентриковая планшайба 16 привода колебательного движения правильной рамки.
Для осуществления реза кулачковый вал совершает полный оборот. Отключение муфты реза 12 (и соответственно включение муфты подачи 6) производится в результате воздействия на бесконтактный конечный выключатель 17 флажка 18.
Торможение инерционных масс привода реза при отключении ,муфты реза осуществляется дисковым тормозом 19 постоянного действия, Пружины дискового тормоза затягивают с разным усилием в соответствии с изменением режимов правки и резки.
В автомате предусмотрен режим работы без упора. В этом режиме включены одновременно две электромагнитные муфты (подачи и реза). В этом случае тормоз должен быть отключен за счет освобождения тормозных пружин 20.
Рамка правильная

Рамка правильная (рис. 6.7) служит для всесторонней правки круглой проволоки» Рамка I представляет собой полый вал с пятью поперечными сквозными пазами, и которых расположены правильные сухари 2, каждый из которых имеет сквозное отверстие для прохода выправляемой проволоки.
При смещении сухарей относительно оси вращения рамки, проволока принимает волнообразное положение, подвергаясь многократному поперечному пластическому изгибу Сухари устанавливаются в рамке с помощью вставок 4 и закрепляются установочными винтами 3.
Правильная рамка в момент реза совершаем колебательное возвратно-поступательное движение для предотвращения скручивания проволоки в момент реза.
Корпус 5 правильной рамки выполнен в виде ползушки, которая перемещается в осевом направлении по направляющим 6, которые также служат для регулировки и установки корпуса, Колебательное движение сообщается рамке ш эксцентрика, закрепленного на кулачковом валу шестеренного привода, через шатун 7.
Рамка 1 установлена на подшипниках качения. Для правки проволоки 0 1,6 рамка, установленная на автомате, заменяется сменной рамкой, входящей в комплект сменных частей автомата н имеющей 7 сквозных пазов.
Механизм реза

В автомате предусмотрен рычажный механизм реза (рис. 6.8), что обеспечивает получение более точных по длине заготовок с хорошим качеством торца. Механизм реза автомата смонтирован в отдельном корпусе 1, который с помощью шпилек крепится к станине. Рез выправленной проволоки осуществляется с помощью отрезной втулки 2, закрепленной в корпусе, и открытого ножа, закрепленного в двуплечем рычаге 3. Рычаг свободно качается на оси 4, установленной в корпусе. Качательное движение рычагу сообщается аксиальным кулаком шестеренного привода, который воздействует на консольный конический ролик 5. Ось 6 ролика с помощью винта 7 может регулироваться в продольном направлении для компенсации износа ролика при эксплуатации. Нож в рычаге имеет возможность регулировки, как в вертикальном направлении за счет винта 8, так и в горизонтальном за счет изменения положения прижимных планок (клиньев) 9.
На рычаге реза закреплен кулачок 10, контактирующий с роликом установленным в рычаге, который принадлежит приемному лотку. Качательное движение рычага реза передается через рычаг приемного лотка на вал, который соединен с крышкой приемного лотка рычагами. По этому в момент реза происходит открытие желоба лотка.
Механизмы подачи
Автомат имеет два механизма подачи; передний (рис. 6.10,6.11) и задний (рис. 6.9.). Между собой эти механизмы соединены денной передачей.
Привод заднего механизма подачи осуществляется через шестерню 1, сидящую на валу 2 и сблокированную со звездочкой 3, Через шестерни 6 и 7 вращение получает верхний вал 9. Балы механизма установлены в подшипниках качения. На передних концах валов 2 и 9 расположены подающие ролики 10. Опора верхнего вала со стороны подающих роликов расположена в ползушке (буксе) 11.
Зажим роликов осуществляется посредством эксцентрика 12.
При повороте рукоятки 13 эксцентрик через винт 14 воздействует на стакан-гайку 15 в которой вставлена пружина 16. Через шайбу 17 пружина опирается на ползушку 11. В зажатом состоянии между шайбой 17 и головкой винта 14 должен быть зазор до 1,5 мм.
При разжиме подающих роликов сначала происходит выборка зазора между шайбой и головкой винта 14. В результате этого пружина 16 из работы выключается. При дальнейшем повороте эксцентрика пружина 18 производит подъем ползушки 11, а вместе с ней и верхнего вала. Крайние положения эксцентрика ограничиваются с помощью ограничительного штифта 19.

Передний механизм подачи приводится от заднего через звездочку 6, сидящую на валу 1. Механизм включает две пары подающих роликов 10. Верхние ролики установлены на валах 2;4, нижние на валах 1;3.
Передачи вращения с вала 1 на вал 3 производится с помощью паразитной шестерни 5, расположенной на оси 7 на подшипниках 8. Передача вращения с валов 1 и 3 на валы 2 и 4 производится с помощью зубчатых колес 9.
Опоры валов 2 и 4 со стороны подающих роликов расположены в ползушках (буксах) 11 , Зажим подающих роликов переднего механизма подачи осуществляется так же, как и в заднем механизме подачи.
Для зубчатых колес, расположенных внутри корпусов механизмов подачи, предусмотрены масляные ванны. Контроль уровней’ масла осуществляется стержневыми маслоуказателями 21 (рис. 6.9).

