

Станок радиально сверлильный 2а554ф1
Радиально-сверлильный станок 2А554
Для проведения операций, связанных с получением отверстий или их обработке, зачастую устанавливается радиально-сверлильный станок 2А554. Выпускается модель Одесским заводом, который специализируется на производстве подобного оборудования. Модель получила широкое применение в случаях, когда нужно проводить обработку заготовок большого диаметра и веса. Большой вес обуславливает то, что возникают проблемы с его перемещением.

Рассматривая технические характеристики радиально-сверлильного станка 2А554 следует уделить внимание тому, что во время работы подвижен только рабочий орган, на котором крепится инструмент. Именно поэтому конструкция весьма практична в применении и подходит для обработки самых различных заготовок.
Область применения
Станок радиально-сверлильный 2А554 в зависимости от оснащения может применяться для проведения самых различных работ. В качестве примеров можно назвать следующие операции:
- Развертывание отверстий.
- Сверление отверстий самого различного диаметра.
- Зенкерование.
- Обработка торцов.
- Нарезание во внутренней поверхности резьбы.
Рассматриваемый станок радиально-сверлильного типа отличается от типовой конструкции тем, что большая часть органов управления сосредоточено на корпусе рабочей головки.
Основные технические характеристики
Расшифровка названия станка может указать довольно большое количество информации, но большая часть заносится в паспорт.
Производитель занес в паспорт следующую информацию:
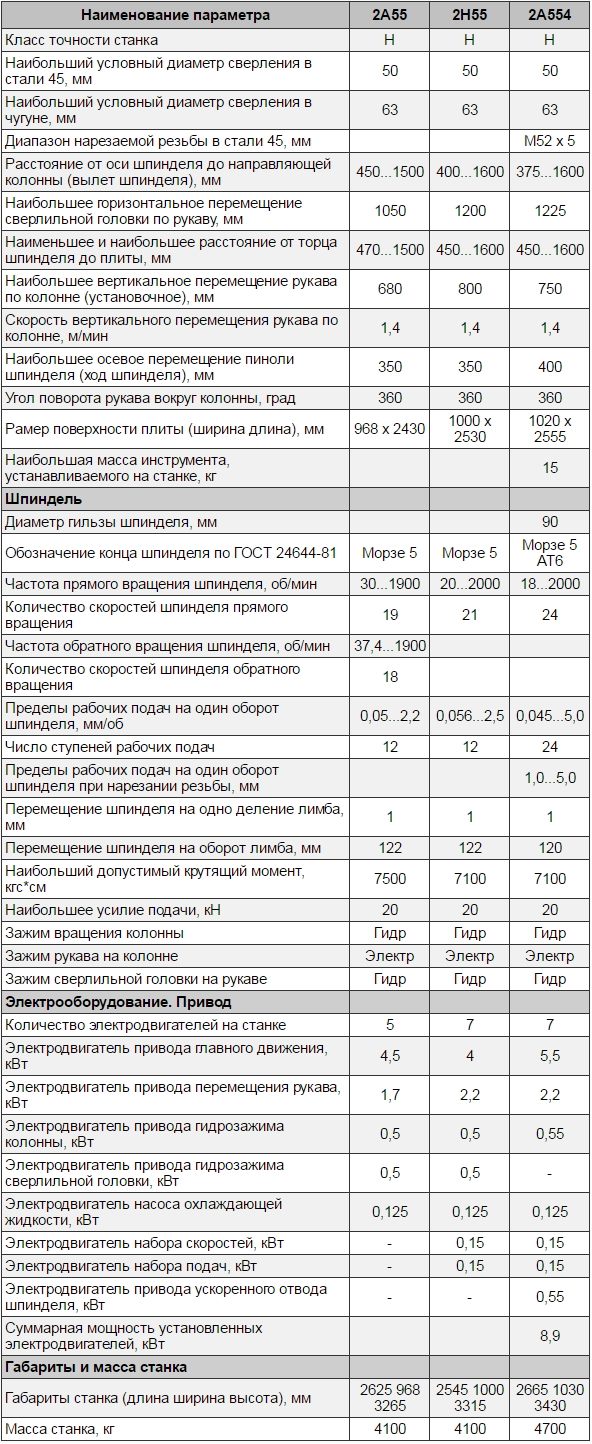
- Класс точности радиально-сверлильного станка 2А554 составляет Н. Этот момент определяет то, что использовать эту модель можно для получения весьма точных деталей.
- Работа данного оборудования определяет то, что наибольший диаметр получаемого отверстия составляет 50 мм. При сверлении чугуна показатель повышается до 63 мм.
- Все узлы радиально-сверлильного станка 2А554 рассчитаны на нагрузку, которая возникает при получении подобных отверстий.
- Расстояние от оси шпинделя до заготовки регулируется в диапазоне от 375 до 1600 мм. По рукаву сверлильная головка перемещается на расстояние около 1225 мм.
- Конструкция радиально-сверлильного станка 2А554 предусматривает и быстрое перемещение рукава по колоне со скоростью 1,4 м/мин.
- Для обеспечения высокой функциональности рукав может поворачиваться вокруг оси колонны на 360 градусов. Эта особенность радиально-сверлильного станка 2А554 позволяет проводить обработку заготовок без ее переустановки.
- Технические характеристики определяют то, что размер поверхностной плиты составляет 1020 на 2555 мм. Эти параметры определяют то, каких размеров может устанавливаться заготовка.
- Гильза шпинделя имеет размер 90 м.
- Максимальная частота вращения шпинделя варьирует в пределе от 18 до 2 000 об/мин. Конструкция позволяет устанавливать нужную скорость путем выбора одной из 24 передач. Для переключения скоростей есть специальные рукоятки.
- Отверстие может получаться при достижении усилии 20 кН.
- У радиально-сверлильного станка 2А554 кинематическая схема весьма сложна, для передачи движения устанавливается несколько электрических двигателей. Главное движение передается от двигателя с мощностью 5,5 кВт, привод рукава имеет мощность 2,2 кВт. Кроме этого у станка 2А554 есть система охлаждения, давление в которой создает мотор с мощностью 0,125 кВт.

Кинематическая схема станка 2А554
При рассмотрении особенностей станка 2А554 стоит учитывать, что суммарная мощность всех установленных моторов составляет 8,9 кВт. Масса этой модели составляет 4 700 килограмм, за счет чего существенно усложняется установка.
Конструктивные особенности
У данного радиально-сверлильного станка 2А554 классическая компоновка, которая представлена следующими узлами:
- Фундаментная плита. Этот элемент является основанием станка 2А554, которое распределяет нагрузку и принимает давление, исходящее от всех узлов, заготовки и создаваемого давления на момент обработки заготовки.
- Колона. На рассматриваемом станке устанавливается колонна, которая нужна для обеспечения поворота траверсы и перемещения головки в вертикальной оси. При изготовлении колоны используется чугун, который хорошо справляется с вибрационной и другой нагрузкой. Кроме этого чугун не реагирует на воздействие влаги, что существенно продлевает эксплуатационный срок.
- Траверса. Она расположена на колонне и предназначена для перемещения режущего инструмента с элементами управления.
- Рабочая головка предназначена непосредственно для подачи режущего инструмента. Для этого на траверсе расположены вертикальные направляющие.
- Инструкция по эксплуатации предусматривает возможность поворота головки вокруг оси, что позволяет существенно ускорить работу.
- У этой модели схема электрическая предусматривает передачу усилий от различных моторов. Коробка скоростей шпинделя получает усилие от основного мотора через приводной механизм. Сверление может проходить при самой различной скорости, для чего достаточно включить требуемую передачу. Шпиндельный привод при хорошем состоянии устройства не выдает сильный шум, но есть вероятность того, что при сильном износе привода с эксплуатацией будут проблемы. Неисправностей у модели может быть довольно много, важно своевременно проводить обслуживание.
- Стол коробчатый позволяет проводить крепление самых различных заготовок, которые могут отличаться по форме и размерам.
- Основной электродвигатель устанавливается на траверсе, еще один на колоне.
- Элементы управления представлены рукоятками и кнопками.
- Электропроводка спрятана в специальных гибких трубах, которые могут защитить их от механического и иного воздействия.

Электрическая схема станка 2А554
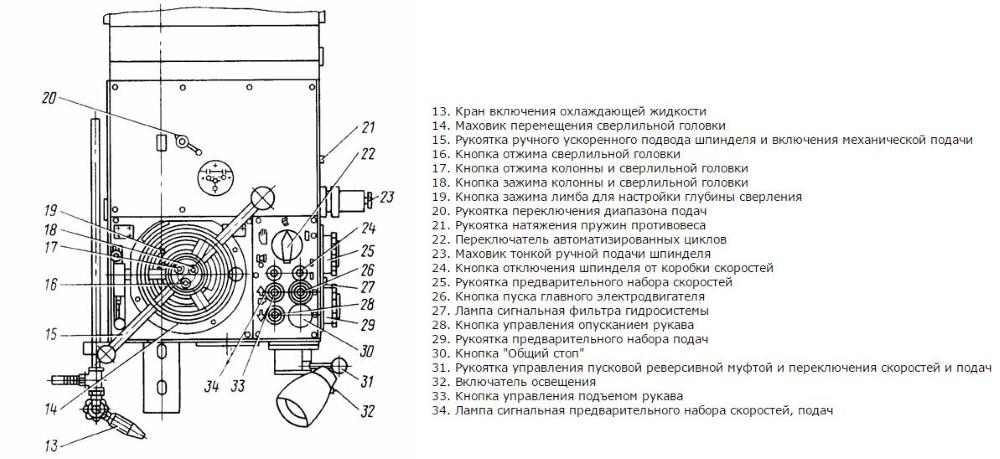
Рассматривая информацию, которую производитель занес в паспорт, следует уделить внимание тому, что органы управления находятся на боковой части сверлильной головки. Работа переключения скоростей шпинделя в станке 2А554, как и других функций, основана на установке всех параметров непосредственно перед началом сверления. Во время сверления или другой операции устанавливать иные параметры нельзя.

Коробка скоростей сверлильного станка 2А554
Технические возможности модели
Рассматривая назначение этого станка следует уделить внимание тому, что он имеет продуманную конструкцию и достойные технические характеристики. Особенности расположения отдельных узлов определяют высокую эффективность станка, его незаменимость при проведении многочисленных операций. Станок сверлильный 2А554, заправочные объемы которого могут существенно отличаться, может применяться при обработке чугуна, обычной или легированной стали.
Скачать паспорт (инструкцию по эксплуатации) радиально-сверлильного станка 2А554
Радиально-сверлильный станок 2А554 имеет схему электрическую, которая определяет подачу СОЖ под давлением в зону резания. За счет этого может существенно повышаться скорость резания и величина подачи. Величина объема устанавливаемой заготовки определяется размерами стола и высотой расположения головки на нем.
Проводя обзор этой модели также уделим внимание тому, что функциональность станка может быть существенно увеличена за счет дополнительной оснастки. В продаже есть довольно много различных устройств, основное ограничение касается веса. Так масса инструмента и оснастки не должна превышать показателя 15 килограмм. В противном случае на крепление будет оказываться существенная нагрузка.

Внешний вид станка 2А554
Из-за того, что 2А554 радиально-сверлильный станок, паспорт которого должен быть в комплекте поставки, имеет несколько подвижных элементов, конструкции нужны зажимы. У этого станка есть зажимы двух видов:
- Гидравлический. Работа подобной конструкции основана на подаче жидкости под большим давлением к зажиму. За давление отвечает отдельный насос. У этой модели гидравлический зажим фиксирует вращение колонны и перемещение сверлильной головки по вертикальным направляющим.
- Электрический. Данный элемент конструкции позволяет затормозить движение траверсы.

Общий вид радиально-сверлильного станка
Производитель станка радиально-сверлильного 2А554 провел установку фрикционной муфты, которая требуется для включения шпинделя и изменения направления вращения. Однако стоит учитывать, что предохранительного элемента у конструкции нет. Поэтому следует избегать перегрузок. Стол коробчатый для станка 2А554 производят при использовании высокопрочной стали. Это связано с тем, что вес заготовок может достигать нескольких сотен килограмм, в результате чего сильное давление приводит к деформированию поверхности.
Как продлить срок службы устройства?
При соблюдении некоторых рекомендаций можно существенно продлить срок службы устройства. Примером назовем нижеприведенные рекомендации:
- Следует проводить обустройство ровной площадки, которая должна выдерживать давление, создаваемое оборудованием, инструментами и заготовками. С учетом того, что вес станка несколько тонн, приходится проводить подготовку основания.
- Перед установкой и эксплуатацией следует проверить конструкцию на наличие видимых дефектов.
- При установке следует учитывать высокую нагрузку, оказываемую на электрическую сеть. Так суммарная мощность устанавливаемых электрических моторов достигает 9 кВт.
Кроме этого есть несколько рекомендаций, которые следует учитывать при эксплуатации данного устройства:
- При возникновении любой нештатной ситуации следует проводить полное отключение устройства от электросети. Ремонт и обслуживание должны проводится только при условии полного обесточивания. Это связано с тем, что во время работы устройство может прийти в движение.
- Выполнять обслуживание и ремонт, настроечные работы можно только при полном выключении станка.
- У конструкции есть противовес, который отвечает за работоспособность и точное позиционирование режущего инструмента. Во время работы следует постоянно следить за состоянием противовеса, иначе могут возникнуть проблемы.
Также следует уделять особое внимание выбранным режимам резания. Так скорость резания и величина подачи определяет нагрузку, которую испытывают основные узлы. Как ранее было отмечено, все узлы рассчитаны на возникновение нагрузки не более 20 кН. В противном случае ухудшается точность размеров и шероховатости поверхности. Радиально-сверлильный станок 2А554 может иметь неисправности, связанные с приводами, системой подачи СОЖ, с целостностью устройства электрического двигателя. Также тот момент, что заготовки имеют большой вес, определяет возможность деформации корпуса. В подобных случаях существенно ухудшается точность позиционирования подвижных элементов конструкции.
Технические характеристики и паспорт радиально-сверлильного станка 2А554
Радиально-сверлильный станок 2А554, производимый Одесским заводом радиально-сверлильных станков, был создан для обработки деталей, отличающихся значительными размерами и весом. Такие заготовки достаточно трудно обрабатывать с помощью обычного сверлильного аппарата, так как оператору приходится затрачивать серьезные усилия для их перемещения по поверхности рабочего стола. Конструктивные особенности станка модели 2А554 позволяют, манипулируя только рабочим органом оборудования, сверлить практически любую часть детали, а также эффективно выполнять ряд других технологических операций.

Внешний вид станка
Согласно техническому паспорту, оборудование данной модели применяют для:
- сверления отверстий различного диаметра;
- развертывания отверстий;
- зенкерования;
- нарезания в отверстиях внутренней резьбы;
- обработки торцов (подрезания).
Эффективно и без значительных трудозатрат со стороны оператора обрабатывать крупногабаритные заготовки на таком оборудовании можно благодаря тому, что его шпиндельная бабка обладает несколькими степенями свободы.
Основная часть органов управления радиально-сверлильного станка модели 2А554, в отличие от сверлильных устройств типовой конструкции, сосредоточена в рабочей головке. Последняя находится на специальной траверсе (рукаве), вращающейся вместе с колонной, на которой она смонтирована. Траверса, кроме вращения, может перемещаться по колонне по вертикальной оси, а сверлильная головка – по рукаву в горизонтальной плоскости.

Органы управления станка
Такие технические возможности значительно расширяют функциональность радиально-сверлильного станка модели 2А554. Система управления, которой он оснащен, позволяет достаточно легко автоматизировать выполняемые на нем технологические операции.
Технические характеристики станка 2А554
Ниже вы можете бесплатно скачать полную техническую документацию по станку 2А554, а именно паспорт станка и руководство по эксплуатации его электрического оборудования.
Конструкция радиально-сверлильного станка модели 2А554
Элементами, составляющими конструкцию радиально-сверлильного станка 2А554, являются:
- фундаментная плита, служащая одновременно основанием станка и базой для размещения обрабатываемой заготовки (для обеспечения фиксации последней на верхней поверхности такой плиты имеется несколько Т-образных пазов);
- колонна, которая обеспечивает поворот траверсы и ее перемещение по вертикальной оси (для легкого, плавного и точного вращения в основании колонны смонтирован подшипниковый узел);
- траверса, смонтированная на колонне;
- рабочая головка, которая перемещается в горизонтальной плоскости по направляющим траверсы;
- механизм, обеспечивающий поворот траверсы и ее фиксацию в определенном положении;
- главный электродвигатель, приводной механизм, коробка регулирования подач.
Основные узлы станка (нажмите для увеличения)
Органы управления находятся на боковой части сверлильной головки радиально-сверлильного станка 2А554, что делает работу на нем удобной и эффективной. Оператор выставляет режимы перед началом обработки, что дает возможность повысить не только ее производительность, но и точность выполнения.
Назначение органов управления (нажмите для увеличения)
Технические возможности устройства
Благодаря хорошо продуманной конструкции и использованию при ее создании качественных комплектующих станок модели 2А554 отличается достойными техническими характеристиками, удобством в эксплуатации и высокой эффективностью. Обладающий массой 4700 кг и габаритами 266,5х103х343 см, радиально-сверлильный станок данной модели соответствует категории точности «Н», что является хорошим показателем.
Кинематическая схема станка
Используя это устройство, можно сверлить отверстия диаметром до 50 мм в стальных и до 63 мм – в чугунных заготовках. Как указано выше, при помощи станка 2А554 можно нарезать внутреннюю резьбу, диаметр которой составляет М52х5 для стали и М54х4 – для чугуна.
В паспорте на станок указаны и такие параметры, как расстояние от колонны до оси шпинделя (375–1600 мм), а также расстояние от торца шпинделя до рабочего стола (450–1600 мм). Именно эти характеристики означают, что на данном станке допустимо выполнять обработку достаточно габаритных деталей.
Примечательной является такая характеристика данного устройства, как скорость подъема траверсы по колонне оборудования, составляющая 1,4 м/мин. Траверса станка вместе с колонной может поворачиваться на угол до 3600.
Габариты заготовок, которые можно обрабатывать на радиально-сверлильном станке 2А554, определяются размерами рабочего стола (102х255,5 мм). Для расширения функциональных возможностей станка на сверлильной головке можно устанавливать дополнительный инструмент, масса которого не должна быть больше 15 кг.
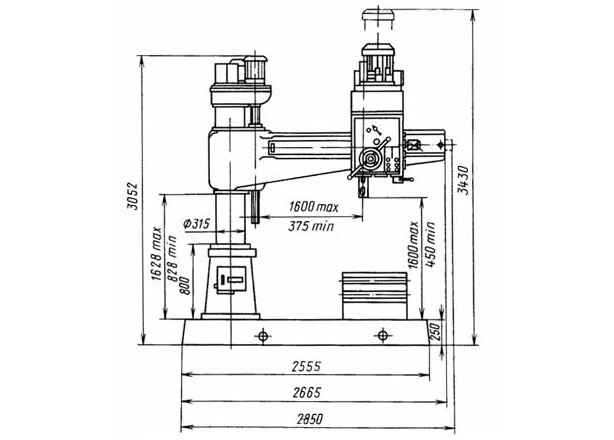
Габариты рабочего пространства
Эффективность и функциональность данного радиально-сверлильного станка определяют и характеристики шпиндельной головки.
- Скорость вращения шпинделя находится в интервале 18–2000 об/мин.
- Количество скоростей – 24.
- Максимальный крутящий момент – 710 Нм.
- Подача может осуществляться в интервале 0,045–5,0 мм/об.
- При осуществлении подачи может создаваться усилие до 20 кН.
- Посадочное отверстие в шпинделе (конус Морзе) – КМ5.

Радиально-сверлильный станок 2А554 в составе производственной линии
Для фиксации подвижных элементов станка в определенном положении используются зажимы двух типов:
- гидравлические (для остановки вращения колонны и перемещения сверлильной головки по траверсе);
- электрические (для торможения траверсы при ее перемещения по колонне в вертикальном направлении).
Конструкция радиально-сверлильного станка данной модели оснащена несколькими электродвигателями, отвечающими за различные движения его элементов: 5,5 кВт – вращение шпинделя с режущим инструментом; 2,2 кВт – перемещение сверлильной головки по траверсе. Пять дополнительных двигателей, которые обеспечивают работу насоса для подачи СОЖ, необходимы для точной фиксации элементов конструкции станка относительно друг друга и обрабатываемой детали.
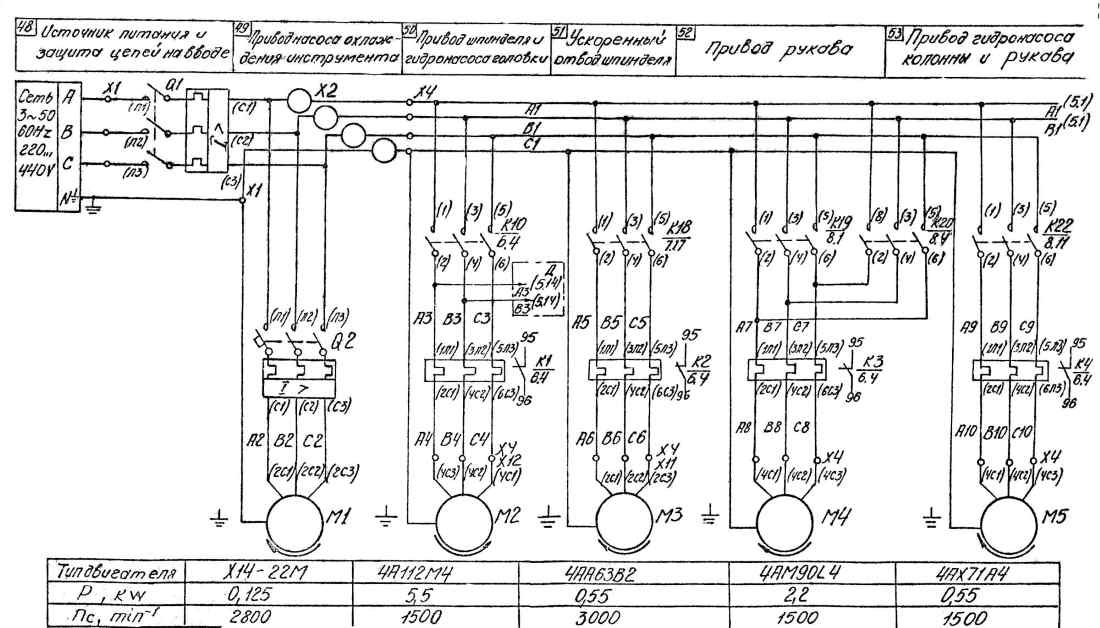
Электрическая схема силовой части станка (нажмите для увеличения)
Между коробкой скоростей и главным двигателем станка установлена фрикционная муфта, отвечающая за включение, выключение и изменение направления вращения шпинделя.
Как обеспечить качественную и бесперебойную работу станка
Чтобы технические возможности радиально-сверлильного станка 2А554 можно было реализовать в полной мере, необходимо правильно подготовить его к работе. Заключается такая подготовка в обустройстве ровной площадки для установки станка, которая должна быть в состоянии выдержать его вес. Все конструктивные элементы аппарата необходимо проверить на наличие видимых дефектов. Только после этого можно приниматься за монтаж оборудования. Электрическая сеть должна быть рассчитана на потребляемую мощность радиально-сверлильного станка, которая указана в техническом паспорте.
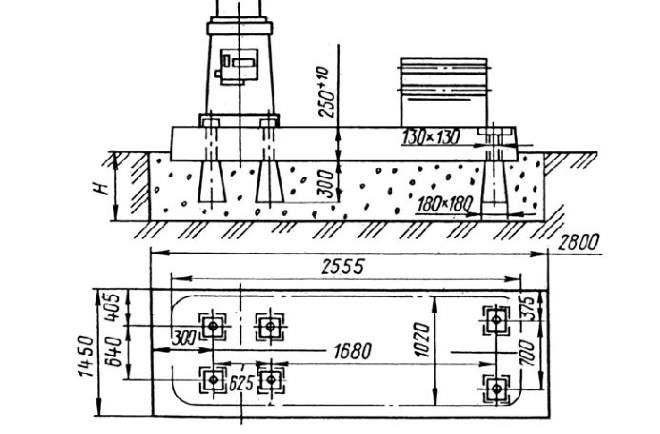
Монтажные размеры станка и схема фундамента
Существует несколько несложных правил, следование которым позволит вам эффективно и безопасно работать на таком устройстве, долго сохраняя все его изначальные характеристики.
- Любая нештатная ситуация, возникающая при работе на радиально-сверлильном станке, должна сопровождаться его полным отключением от электросети. Только после этого можно заниматься диагностикой и ремонтом оборудования.
- Чистку станка, изменение положения обрабатываемой заготовки, подтягивание резьбовых соединений и другие вспомогательные операции можно выполнять только после его выключения.
- В процессе эксплуатации станка необходимо регулярно контролировать состояние противовеса, отвечающего за работоспособность и точное функционирование шпиндельного узла.
Естественно, к работе на радиально-сверлильном станке можно допускать только операторов, которые имеют соответствующую квалификацию и знакомы с требованиями по технике безопасности.
Радиально-сверлильный станок 2А554
Вы здесь
Оглавление

Радиально-сверлильный станок 2А554 предназначен для сверления отверстий в сплошном материале, рассверливания, зенкерования, а также нарезание резьбы метчиком.
Повышение производительности и функциональных возможностей станка возможны с применением приспособлений и специального инструмента, которые позволяют выполнять выточку внутренних канавок, вырезку круглых пластин, а также работы, характерные для расточных станков.
Фурнитура Кронас по доступным ценам тут!
Габариты рабочего пространства
![]()
![]()
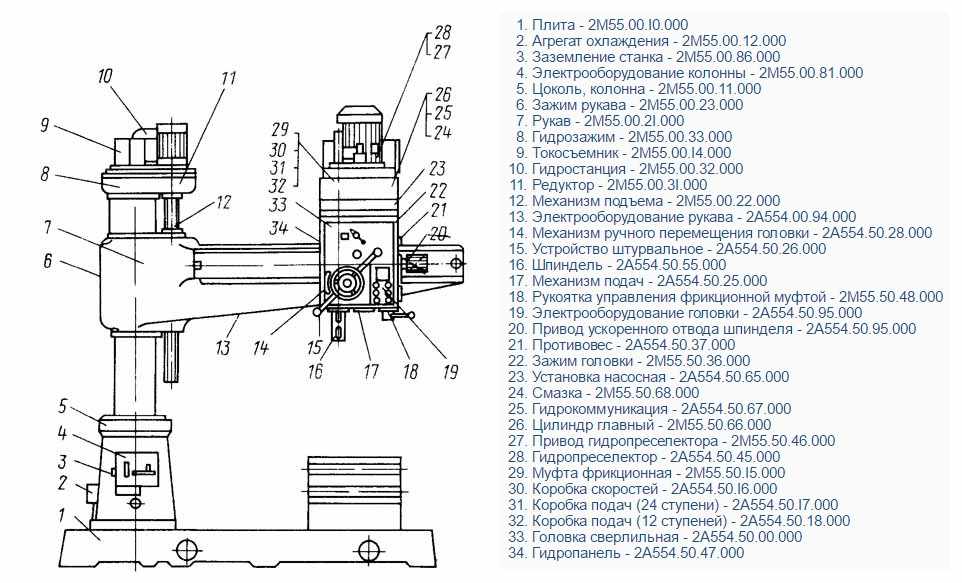
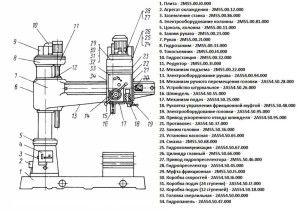
Устройство радиально-сверлильного станка 2А554

- Плита;
- Система охлаждения;
- Заземление;
- Электрооборудование;
- Цоколь, колона;
- Зажим рукава;
- Рукав;
- Гидрозажим;
- Токосъемник;
- Гидростанция;
- Редуктор;
- Механизм подъема;
- Электрооборудование;
- Механизм ручного перемещения;
- Штурвальное устройство;
- Шпиндель;
- Механизм подач;
- Управление фрикционной муфтой;
- Электрооборудование;
- Ускоренный отвод шпинделя;
- Противовес;
- Зажим головки;
- Насосная станция;
- Система смазки;
- Гидрокоммуникация;
- Главный цилиндр;
- Привод гиропреселектора;
- Гидропремелектор;
- Фрикционная муфта;
- Коробка скоростей;
- Коробка подач 24 скорости;
- Коробка подач 12 скоростей;
- Сверлильная головка;
- Гидропанель
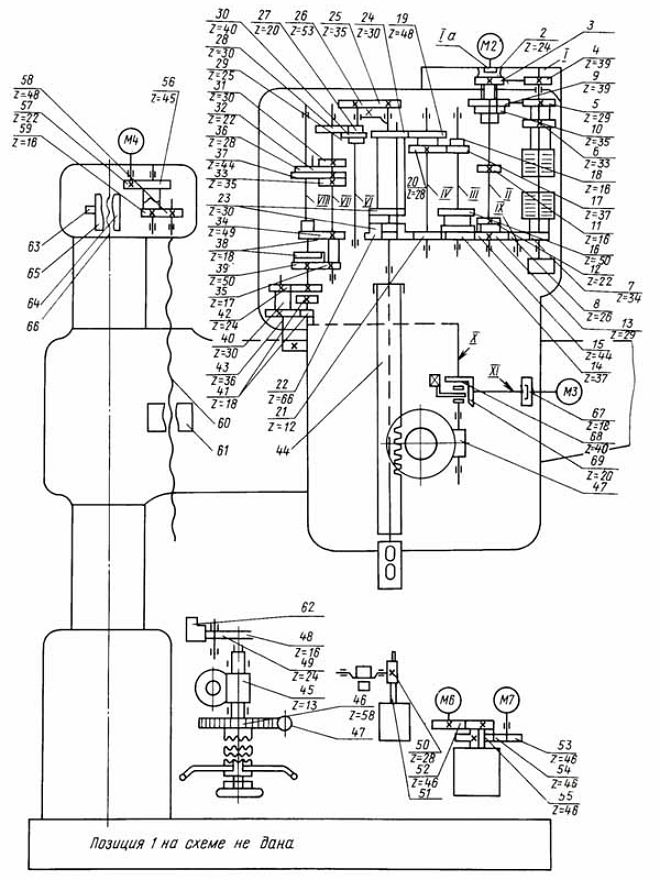
Кинематическая схема радиально-сверлильного станка 2А554

Шпиндель радиально-сверлильного станка
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.

Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.

Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.

Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Обзор сверлильного станка 2А554: конструкция, характеристики, рекомендации
Изготовлением радиально-сверлильных станков серии 2А554 занимается Одесский завод РСТ. Этот тип оборудования предназначен для обработки крупногабаритных заготовок, перемещение которых по поверхности рабочего стола затруднительно. Конструкция станка обеспечивает максимальный доступ ко всем граням детали, позволяет выполнять широкий спектр операций.
Конструкция станка

Основное назначение станка 2А554 – формирование отверстий методом сверления, зенкования и подрезки торцов. Шпиндельная головка имеет несколько степеней свободы и смещается относительно заготовки.
Главным отличием от аналогичных моделей является сосредоточение основных органов управления в конструкции сверлильной головки. Она располагается на рукаве, который закреплен на оси вертикальной колоны. При этом обеспечивается смещение сверлильного блока как по высоте, так и по горизонтали. Усовершенствованная система управления позволяет максимально автоматизировать процесс обработки.
Радиально-сверлильный станок 2А554 имеет следующие компоненты и узлы:
- плита-основа, которая имеет несколько Т-образных пазов для надежной фиксации детали;
- колонна, поворачивающаяся вокруг своей оси. Для выполнения этой функции в ней предусмотрено наличие подшипников;
- рукав, прикрепленный к колонне;
- сверлильная головка. Она перемещается по направляющим рукавам в горизонтальном направлении.
Для функционирования агрегатов и узлов в конструкции станка есть гидравлические зажимы, обеспечивающие достаточно легкое изменение положения. Элементы управления располагаются на боковой части сверлильной головки, что облегчает настройку оборудования. Также предусмотрена возможность предварительного набора режимов и частоты работы. Эта функция повышает производительность и точность обработки заготовок.
Независимо от местонахождения шпинделя он всегда будет уравновешен. Благодаря этому расширяется спектр выполняемых операций степеней обработки детали.
Технические параметры оборудования
Грамотная компоновка станка 2А554 позволила добиться оптимальных эксплуатационных качеств. Это же напрямую сказалось на характеристиках оборудования. Их обзор следует начать с основных параметров. Масса станка составляет 4700 кг, его габариты – 266,5*103*343 см.
Класс точности оборудования соответствует «Н». Максимально допустимый диаметр сверления для стали 45 равен 50 мм. Также предусмотрена возможность формирования отверстий в чугунных заготовках. Их диаметр не может превышать 63 мм. Шпиндель может смещаться по рукаву на расстояние от 35 до 160 см. Максимальная высота подъема рукава по колонне составляет 75 см. При этом максимальная скорость равна 1,4 м/мин.
Размеры рабочего стола составляют 102*255,5 см. Дополнительно предусмотрена возможность установки дополнительного инструмента для улучшения технических и функциональных возможностей оборудования. Его масса не может превышать 15 кг.
Для понимания эксплуатационных качеств станка 2А554 следует внимательно изучить параметры шпиндельной головки:
- диаметр гильзы – 9 см;
- границы частоты вращения — от 18 до 2000 об/мин;
- число скоростей составляет 24;
- пределы рабочих подач, которые возможны при одном обороте шпинделя – от 0,045 до 5 мм/об;
- параметры формирования резьбы. Пределы подач на один оборот — от 1 до 5 мм;
- максимальный крутящий момент, кгс*см – 7100;
- допустимое усилие подач, кН – 20.
Для управления положением рабочей головки в конструкции есть несколько типов зажимов. При вращении колонны и смещении сверлильной головки по рукаву применяются гидравлические устройства. Зажим рукава на стойке колоны осуществляется с помощью электрических зажимов.
Главный привод станка 2А554 выполняется при работе электродвигателя мощностью 5,5 кВт. Для перемещения по рукаву в конструкции предусмотрена электроустановка 2,2 кВт. Дополнительные устройства (5 шт) предназначены для подачи охлаждающей жидкости и обеспечения надежной фиксации компонентов станка относительно друг друга.
Для выключения шпинделя и изменения направления его вращения в станке есть фрикционная муфта. Она располагается между коробкой скоростей и главным электродвигателем.
Рекомендации по эксплуатации

Перед окончательной установкой станка 2А554 следует подготовить рабочую площадку для него. Лучше всего обустроить специальную платформу, которая будет способна выдержать вес оборудования. Затем необходимо проверить компоненты и узлы на отсутствие скрытых и явных дефектов.
После монтажа выполняется подключение к электросети. Она должна быть рассчитана на максимальную мощность оборудования. Поэтому важно изучить все характеристики станка, изменение параметров в зависимости от текущих режимов работы.
Кроме этого, во время эксплуатации оборудования следует учитывать такие факторы:
- при возникновении нештатных ситуаций (поломка или сбой в работе) сначала выполняется полное отключение и только затем проводятся ремонтные работы;
- во время работы оборудования запрещается выполнять его чистку, изменять положение заготовки, делать подтягивание болтов и гаек конструкции;
- если происходит формирование сливной стружки — следует вывести сверло из отверстия. В противном случае велика вероятность образования длинной стружки. Она может налипать на режущие кромки сверла или торцы обрабатываемых поверхностей;
- контролировать функциональность противовеса, который необходим для регулировки положения шпинделя.
С рабочим персоналом обязательно проводится инструктаж по технике безопасности, подробно изучаются характеристики станка.
В видеоматериале показан пример работы станка 2А554:

