

Точение в центрах на токарном станке
Порядок обработки детали в центрах
На рис. 41 схематически показано закрепление детали 5 в центрах. Отверстиями, засверленными в торцах детали, она установлена в переднем 4 и заднем 6 центрах станка. На конце детали, обращенном к передней бабке станка, закреплен хомутик 3. Посредством поводкового патрона 1, навернутого на шпиндель станка, и поводка 2, закрепленного в патроне, вращение шпинделя передается (через хомутик) обрабатываемой детали.
После того как один конец детали обработан, она снимается с центров, и хомутик переставляется на обработанный конец детали. Затем деталь перевертывается, снова устанавливается в центрах, и обрабатывается второй ее конец.

Рис. 41. Общий вид закрепления детали в центрах
Если отверстия, засверленные в торцах детали, обрабатываемой в центрах, имеют правильную форму и размеры, а центры станка верно обработаны и установлены, поверхности в этой детали, обработанные при первой и второй установках ее, будут концентричными, т. е. будут иметь общую ось.
Форма и размеры центровых отверстий. Наиболее употребительная форма центровых отверстий показана на рис. 42, а. В центровом отверстии, изображенном на рис. 42, б, кроме рабочего конуса с углом при вершине 60°, имеется дополнительный конус с углом 120°, который служит для защиты рабочего конуса от забоин (при случайных ударах) и называется поэтому предохранительным.

Рис. 42. Центровые отверстия: обыкновенные (а); с предохранительным конусом (б)
Очень важно, чтобы угол при вершине рабочего конуса был равен 60°. Если этот угол не равен 60°, а центр станка прошлифован правильно и имеет угол при вершине 60°, соприкосновение отверстия и центра будет происходить не по поверхности конуса 60°, а по узкой полоске, в связи с чем неизбежны быстрый износ центрового отверстия, отклонение положения детали от правильного и часто брак ее.
Цилиндрическая часть центрового отверстия в торце детали, обращенном к задней бабке, заполняется густой смазкой. Во время работы станка эта смазка прогревается (от теплоты трения между деталью и центром), стремится выйти наружу и хорошо смазывает трущиеся поверхности центра и центрового отверстия.
Размеры центровых отверстий не должны быть слишком малы, так как такие отверстия быстро срабатываются; точность установки на центры при этом уменьшается.
Центры станка в этом случае также быстро изнашиваются. Слишком большие центровые отверстия портят внешний вид детали. В табл. 3 даны размеры центровых отверстий, проверенные на практике.
Так, например, при изготовлении вала из проката диаметром 25 мм размеры центровых отверстий следует брать по 4-й строке табл. 3.
Таблица 3
Размеры центровых отверстий

При пользовании таблицей необходимо руководствоваться следующими правилами:
- центровые отверстия должны иметь одинаковые размеры в обоих торцах вала даже в том случае, если диаметры концевых шеек вала различны;
- при легкой работе часто оказывается возможным принять размеры центровых отверстий ближайшие меньшие к предусмотренным таблицей для данного диаметра заготовки и, наоборот, при очень тяжелой работе — ближайшие большие.
Необходимость правильного расположения центровых отверстий. Для правильной установки заготовки детали в центры станка и равномерного срабатывания центровых отверстий они должны быть расположены на одной оси. Необходимо, чтобы эта ось была возможно ближе к оси заготовки. При невыполнении указанного условия припуск на одной стороне детали может оказался настолько малым, что вся эта сторона (или часть ее) остается необработанной.
Способы установки заготовок на токарных станках
Установку и закрепление заготовки на токарных станках производят в зависимости от формы, размеров и точности детали [1]. Наиболее часто применяемые способы установки рассмотрены ниже.
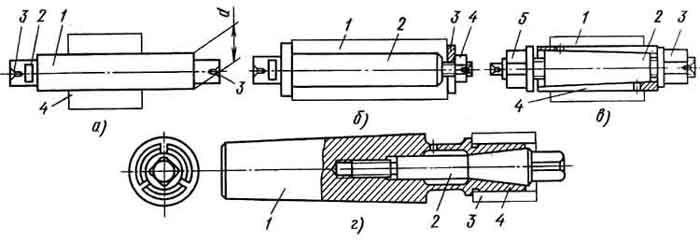
Установку в центрах часто применяют для валов, барабанов, цилиндров, а также заготовок, закрепленных на оправках. Мелкие и средние по массе заготовки устанавливают на цельные упорные центры с поводковым хомутиком, причем для подрезания торца со стороны задней бабки используют полуцентр (рис. 1.2, а).
Поводковый хомутик служит для передачи вращательного движения от шпинделя станка к обрабатываемой детали. Хомутик с ручным зажимом надевают на обрабатываемую деталь, закрепляют винтом и затем обрабатываемую деталь с хомутиком устанавливают в центрах станка. При включении станка обрабатываемая деталь через поводковую планшайбу и хомутик получает вращение от шпинделя. Задние центры при обработке с высокими скоростями выполняют вращающимися, точность установки в этом случае ниже. Заготовки с отверстием устанавливают на центры увеличенного диа
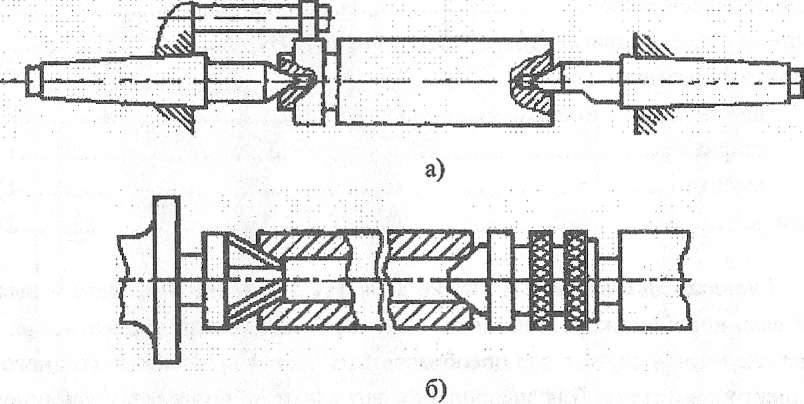
Рис. 1.2. Установка заготовок в центрах: а – на цельный упорный центр с поводковым хомутиком и задний полуцентр; б – на задний грибковый вращающийся центр и передний рифленый центр
или цилиндр по наружной поверхности и подрезать оба торца заготовки, так как обработку ведут без поводка.
Установку в центрах с использованием подвижного люнета применяют при обработке нежестких заготовок (рис. 1.3). Люнет – опора для уменьшения прогиба длинных деталей (при l > 12d). К установочной поверхности под люнет предъявляют высокие требования по суммарным отклонениям и допускам формы и расположения поверхностей.
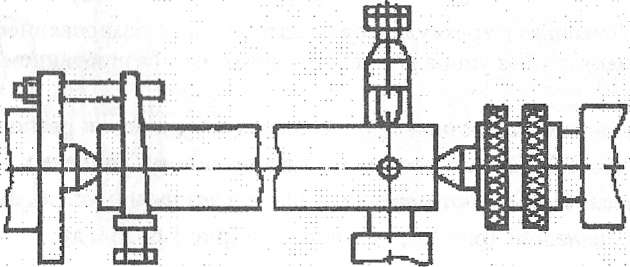
Рис. 1.3. Установка в центрах с использованием подвижного люнета
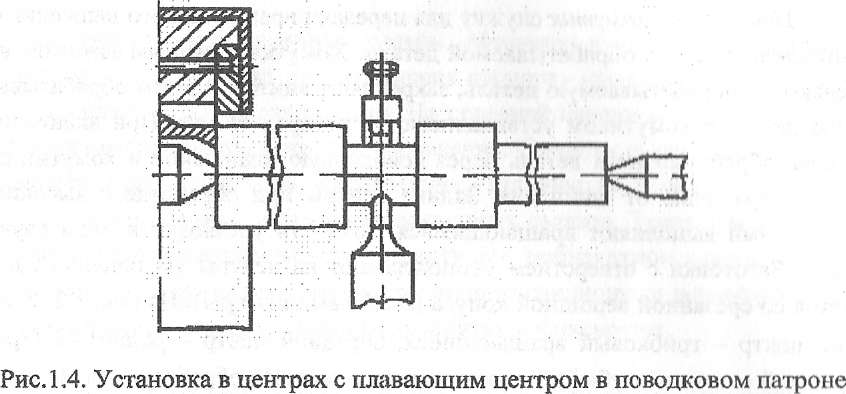
Установку в патроне и на неподвижном люнете используют для обработки отверстия и торца заготовки, а также участка заготовки, расположенного между люнетом и патроном (рис. 1.4).
При установке в патронах обрабатывают заготовки небольшой длины. Наибольшая жесткость обеспечивается при креплении заготовки за наружную или внутреннюю поверхность обода, наименьшая — при креплении за ступицу (рис. 1.5).
и на неподвижном люнете
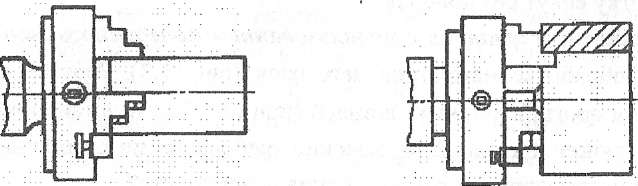
Рис. 1.5. Установка в трехкулачковом патроне: а – с базированием по наружному диаметру без упора в торец; б – вразжим с базированием по торцу
Заготовки с отверстием при высоких требованиях к расположению баз и обрабатываемым поверхностям устанавливают на концевых или центровых оправках. Применяют оправки гладкие с зазором (рис.1.6, а), конические (рис.1.6, б), цанговые (рис. 1.6, в), с натягом (рис. 1.6, г) и др.
Точение в центрах на токарном станке
Установка и закрепление детали
Прежде чем закреплять деталь в центрах, необходимо проверить правильность их установки и, в случае необходимости, отрегулировать.

Проверка правильности установки центров
Обрабатываемую деталь нужно предварительно отцентровать. Для этого на ее торцах размечают и накернивают центры, а затем высверливают центровые отверстия. Разметку центровых отверстий очень удобно делать с помощью центроискателя.

Разметка центра с помощью центроискателя
Его можно сделать самому из двух планок, соединенных под углом в 90° (угол может быть взят иной), и укрепленной на них линейки, которая одним ребром проходит через вершину угла и делит его пополам. Еще более простой самодельный центроискатель изображен на следующем рисунке.

Самодельный центроискатель из двух дощечек
Приложив центроискатель к торцу цилиндрической детали, графилкой проводят риску, затем повертывают его примерно на 90° и проводят вторую риску. В точке пересечения рисок, после накернивания, высверливают центровое отверстие. Такую же операцию проделывают и на другом торце. Чтобы риски были заметнее, торцы можно замазать мелом.
Самой простой и удобной будет наметка центрового приспособления с помощью специального устройства — колокола. Он устанавливается вертикально на торец детали, и ударом молотка производится накернивание.

Если длина детали невелика, можно обрабатывать ее и без предварительной разметки. Для этого деталь закрепляют в трехкулачковом самоцентрирующем патроне, подрезают торец заготовки и высверливают центровое отверстие нужного размера.
Центровое отверстие показано на следующем рисунке:

Схема центрового отверстия
Оно состоит из конической и цилиндрической частей. Угол конической части должен точно соответствовать углу центров станка. Глубина цилиндрической части (L) равна половине, а ее диаметр (d) — одной пятой диаметра обрабатываемой детали. Цилиндрическую часть делают сверлом, а коническую — зенковкой.

Изготовление цилиндрической (а) и конической (б) частей центрового отверстия
Удобнее, конечно, для этой цели употреблять комбинированное центровочное сверло, которое, так же как простое сверло и зенковка, укрепляется в пиноли задней бабки.

Комбинированное центровое сверло
Подготовленную деталь устанавливают в центрах.
Форма центра и его вид показаны на следующем рисунке:

Его хвостовик должен точно входить в конические отверстия шпинделя и пиноли задней бабки. Передний центр вращается вместе со шпинделем и обрабатываемой деталью. Задний центр неподвижен и трется о деталь. Для уменьшения его износа задний центр нужно смазывать, закладывая смазку в цилиндрическую часть центрового отверстия.
Для передачи вращения от шпинделя к детали, при обработке ее в центрах, пользуются поводковым патроном, который навинчивается на шпиндель, и хомутиком с зажимным винтом.

Обработка детали в центрах: 1 — поводковый патрон; 2 — хомутик; 3 — зажим.
Наиболее безопасным в работе будет поводковый патрон с защитным кожухом.

Поводковый патрон с предохранительным кожухом
Иногда для сокращения времени на закрепление детали вместо поводкового патрона пользуются рифлеными передними центрами, которые, центруя деталь, одновременно служат и поводком.
Полые детали закрепляют в наружных, а валики — во внутренних (обратных) рифленых центрах.

Применение рифленых центров: а — для полых деталей; б — для валиков
Установка деталей в патронах
Короткие детали удобнее закреплять не в центрах, а в патронах, простых и самоцентрирующих.
Простые патроны делают обычно четырехкулачковыми, и каждый кулачок перемещается своим винтом, независимо от остальных трех. Это позволяет закреплять в простом патроне не только цилиндрические детали.

Для выверки правильности установки детали можно воспользоваться таким приемом. Установив деталь в центре патрона на глаз, начинают вращать шпиндель. К детали осторожно подносят кусок мела, который будет отмечать наиболее удаленные от оси вращения части.

Проверка установки детали с помощью мела
Остановив шпиндель, регулируют положение детали в патроне и снова проверяют мелом до тех пор, пока мел не станет оставлять ровный след по всей окружности. Выверив деталь, ее окончательно закрепляют, равномерно поджимая ключом все четыре кулачка.
Самоцентрирующие патроны удобнее простых, потому что три кулачка этих патронов двигаются одновременно и сразу устанавливают и зажимают цилиндрическую деталь по оси шпинделя.

Самоцентрирующий трехкулачковый патрон. Внешний вид и устройство.
Длинные и сравнительно тонкие детали нужно закреплять и в патроне и в заднем центре, иначе усилие от резца и вес выступающей части детали могут изогнуть ее и даже вырвать из патрона.

Установка детали в патроне и в заднем центре
Для быстрого закрепления мелких деталей служат цанговые патроны.

Такой патрон своим хвостовиком закрепляется в коническом отверстии шпинделя. Деталь вставляют в отверстие разрезной пружинящей втулки — цанги — и закрепляют, навинчивая на корпус патрона гайку.
Закрепление в центрах при токарной обработке деталей
Метод крепления и установки заготовки в станке выбирают с учетом точности обработки, габаритов и жесткости материала. Обработка в центрах — это один из широко используемых методов точения деталей на токарном оборудовании.
Когда применяется крепление в центры
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.
Технология крепления
Заготовка фиксируется в центрах с использованием специальных оправок. Для этого конус оправки не должен превышать 1:2000. На подготовительном этапе в торцах детали делают центральные выемки, в которые будут вставлены верхушки обоих центров. Оправку обрабатывают смазкой и плотно натягивают болванку. Для большей плотности по концу оправки аккуратно постукивают деревянным чурбачком. Закрепление детали в оправках такого типа может меняться в зависимости от ее поперечника.
Движение болванке передается посредством поводкового патрона, который надевается на резьбу шпинделя. Палец поводкового патрона принуждает болванку к вращению. Этот метод более опасен для оператора станка, поэтому предпочтительнее использовать планшайбу поводкового типа с защитным кожухом. Болт закрепляют хомутиком, который опирается на лыску оправки.
Установка заготовок с отверстиями (например, зубчатых колес или втулок) происходит с использованием центровых оправок разнообразной формы. Один из типов оправок имеет шейку в форме цилиндра, на нее надевают заготовку и закрепляют шайбой с гайкой. Гайка прижимается к буртику и фиксирует полученную конструкцию. Слева при помощи винта крепится хомутик. Деталь фиксируется в станке для точения выемками на торцевых участках оправки.
Конструкции центров
Центры для токарной обработки могут иметь различную конструкцию. Самая распространенная представляет собой конус, на него надевается заготовка, а также хвостовик конической формы. Хвостовик должен совпадать с отверстиями пиноли и шпинделя станка.
Для закрепления заготовок с внешними конусами используются обратные центры. Конусообразное окончание должно совпадать с серединой хвостовика. Чтобы проверить совпадение в шпиндель вставляется центр и запускается на малых оборотах. Об исправности детали говорит отсутствие биения.
Задний центр чаще всего неподвижный, передний вращается с заготовкой и шпинделем. В результате трения выходят из строя обе поверхности, поэтому необходимо наносить смазку:
Перед смешиванием необходимо растереть в порошок без комков серу и мел. Если не использовать смазку, поверхности центров разрушатся, изменится их конфигурация.
Во время точения заготовок на больших скоростях центры быстрее изнашиваются, увеличивается отверстие в торце самой детали. Чтобы уменьшить разрушение заднего конуса на него наплавляют износостойкий слой.
Стандартный центр используют при скоростях до 120 оборотов в минуту. Во время работы с громоздкими и тяжелыми заготовками на высоких оборотах, при выборке крупной стружки жесткости конструкции мало: деталь начинает вибрировать и может отжаться.
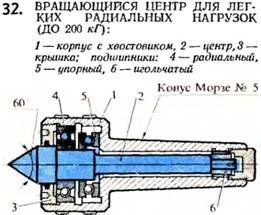
Поэтому используют вращающиеся центры, смонтированные в заднюю стойку. Он содержит шпиндель, который крутится в радиально-упорном подшипнике. При высоких нагрузках предпочтительнее роликоподшипник, при средних — шарикоподшипник.
Отладка оборудования
Чтобы во время точения получилась деталь цилиндрической формы, нужно совместить центры с осью шпинделя и передвигать по ней резак.
Правильность отладки проверяется так: оба центра придвигаются друг к другу. Когда их верхушки совмещаются, можно закреплять заготовку и приступать к ее обтачиванию.
В противном случае необходимо проверить положение задней стойки, иначе поверхность детали невозможно будет вывести в конус. Иногда центры не совпадают из-за мусора в шпинделе и пиноли, поэтому предварительно их прочищают. Если после всех процедур биение продолжается, его требуется заменить.
Проверив положение, можно закреплять заготовку:
- Пиноль выдвигаем из стойки на 35 — 45 мм.
- Задняя стойка перемещается вдоль станины и фиксируется в нужном месте.
- Обрабатываем выемку в заготовке, которая будет совмещаться с задней стойкой.
- Совмещаем болванку с передним центром и, придерживая, вставляем конус задней стойки в подготовленную выемку детали. Вылет пиноли из задней стойки должен быть небольшим. Чем меньше вылет, тем устойчивее и жестче пиноль.
- Прокручиваем болванку, поджимаем пиноль в стойке.
Необходимо иметь в виду, что во время точения инструмент нажимает на заготовку. В результате чего при плохой фиксации или неправильном положении резака деталь может вылететь. Поэтому установка и крепление в центрах это очень важный момент при токарной обработке.
Видео демонстрирует токарную обработку детали, зафиксированной в центрах:

