

Вес токарного станка 1к62 год выпуска 1961
Токарный станок 1К62: технические характеристики и назначение

Высокая функциональность, универсальность и характеристики токарного станка 1К62 позволяют производить все необходимые токарные операции, сверление и нарезку пяти типов резьб – метрическую, дюймовую, модульную, питчевую и архимедовую.
Важной особенностью является и высокая жесткость шпинделя установленного на специальных подшипниках, что позволяет производить обработку заготовок из каленой стали. Станок допускает и работу с применением ударной нагрузки.
Основные преимущества 1К62:
- Мощный электродвигатель.
- Высокая жесткость конструкционных узлов.
- Большой диапазон скоростей обработки.
- Высокая производительность.
- Минимальная вибрация.
Приведенные ниже технические характеристики станка 1К62 обеспечивают возможность проведения широкого спектра операций первой группы точности «Н».
1К62 относится к классу лобовых станков – предназначенных для работы с заготовками большого диаметра, но сравнительно малой длины. Благодаря возможности поперечной регулировки задней балки имеется возможность обтачивания пологих конусов. Благодаря наличию замка балка может соединяться с нижней секцией суппорта для повышения функциональности при сверлении деталей и заготовок.
23 режима скорости в диапазоне от 12,5 до 2000 об/мин обеспечивают широкие возможности обработки и назначение станка – токарная обработка металлов любой твердости. Переключение режимов осуществляется в коробке скоростей со сменными шестернями. Станок оборудован асинхронным электродвигателем мощностью 10 кВт (2000 об/мин), подачу суппорта обеспечивает вспомогательный двигатель мощностью 1 кВт (1400 об/мин). Двигатели оснащены тепловыми реле для предупреждения перегрева. Высокая мощность и широкий выбор скоростей обеспечивают высокую эффективность станка и в силовом, и в скоростном резании.
В соответствии с требованиями ГОСТ №8-82 данный станок относится к первой группе точности «Н». Для крепления заготовок могут быть использованы трехкулачковые (диаметр — 250 мм) или четырехкулачковые (400 мм) патроны самоцентрирующегося типа.
Аналоги станка
В настоящее время станок снят с производства, но продолжает широко применяться в цехах и ремонтных мастерских для производства единичной и мелкосерийной продукции. Нет проблем и с обеспечением запчастями – широкий спектр узлов и деталей выпускается на аналоги станка 1К62 и другие модели. Большинство из деталей и элементов оснастки взаимозаменяемые, подходят для многих модификаций оборудования.
В конструкции многих современных аналогов применяется современные варианты комплектующих. Вносятся изменения и в электрику оборудования. Из наиболее распространенных моделей аналогов станка 1К62 можно отметить 1К62Д с увеличенным отверстием шпинделя (на 10 мм больше чем в 1К62), а также отсутствующим падающим червяком в защитном механизме фартука. В остальном это практически идентичные модели.
Более современным аналогом является модель 1К625. Из наиболее важных усовершенствований стоит отметить увеличенный диаметр обработки заготовок над станиной (до 500 мм) и над суппортом (до 250 мм). Увеличен и наибольший ход каретки для обработки деталей большого размера. В целом же, это тот же станок конструкции 1971 года, который и в наши дни востребован и в крупных цехах, и в гаражах.
Новости
Доставка – в штатном режиме
Адресная доставка и до транспортной компании
Токарно-винторезный станок 1К62
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.




Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62

Технические характеристики токарного станка 1К62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.

Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
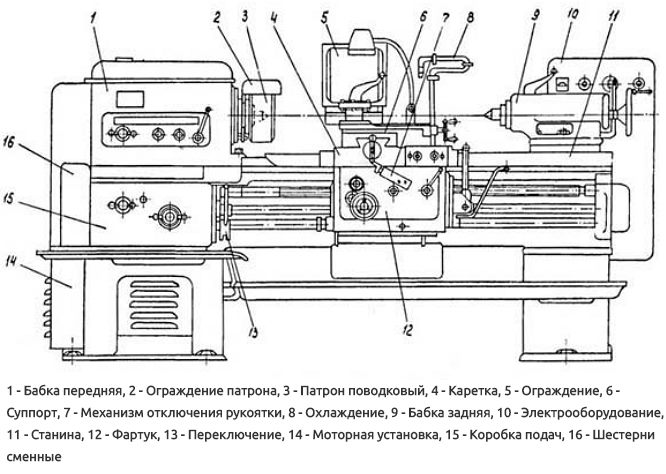
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.

Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Токарно-винторезный станок 1К62: технические характеристики, паспорт
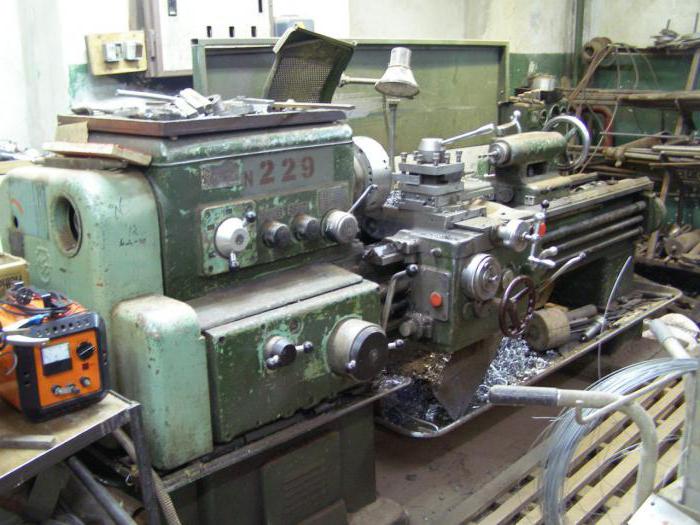
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг.), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.

Универсальный токарно-винторезный станок 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку.
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно применяться для выполнения как силовых, так и скоростных токарных операций (это можно сказать далеко не о каждом современном агрегате).
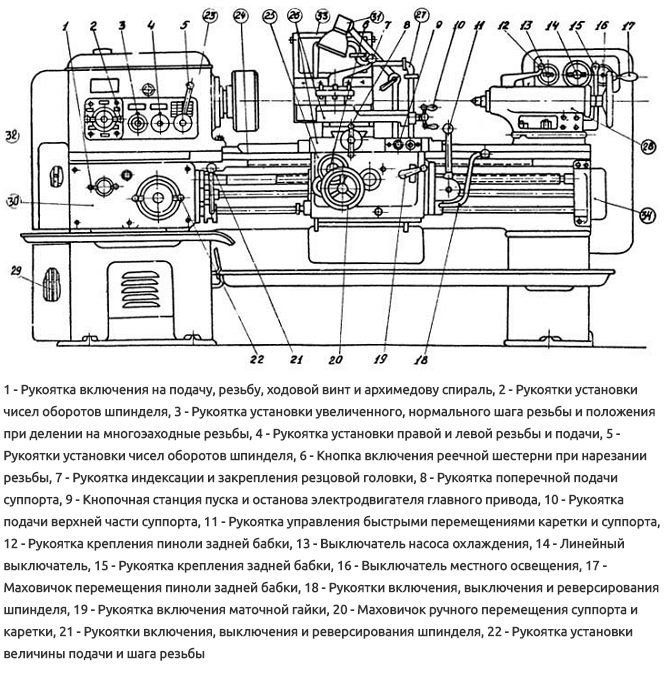
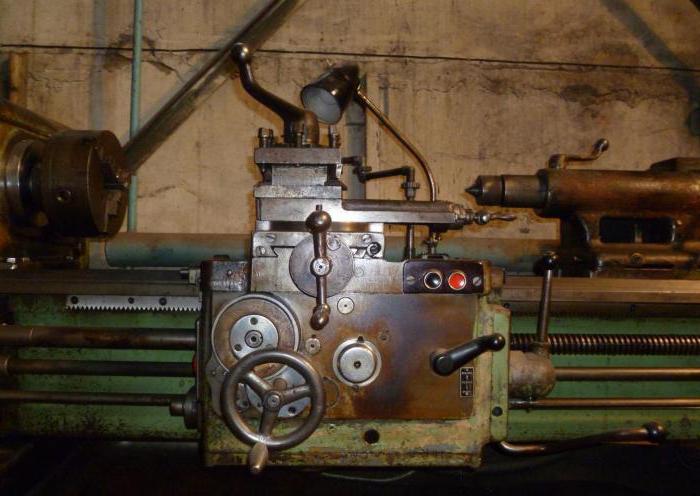
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
Технические характеристики и паспорт станка 1К62
Скачать бесплатно паспорт токарно-винторезного станка 1К62: Паспорт станка 1К62
Скачать руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
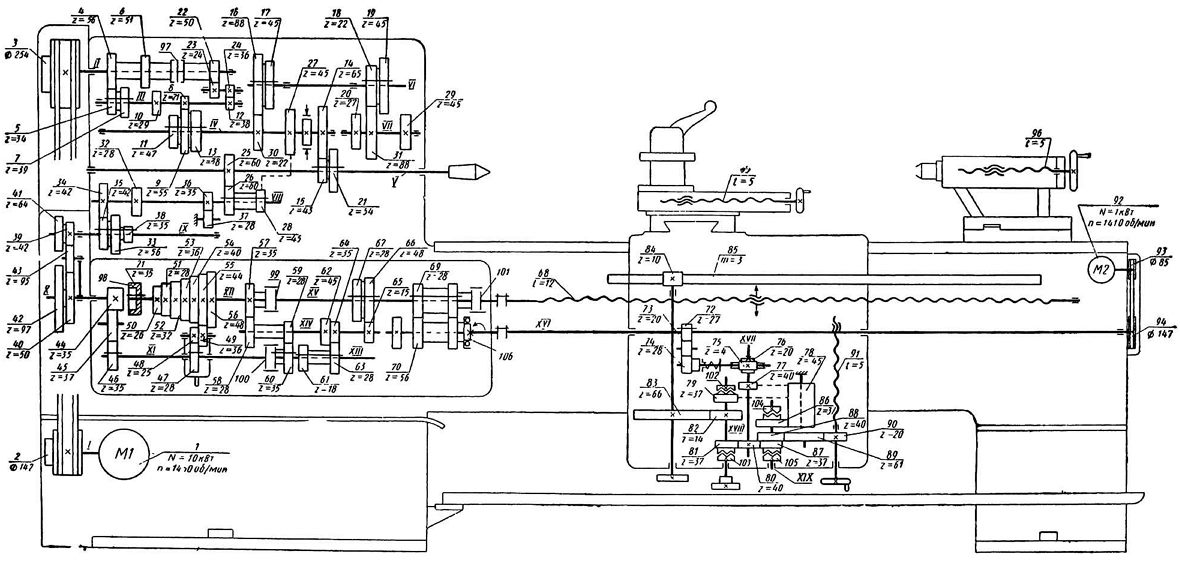
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
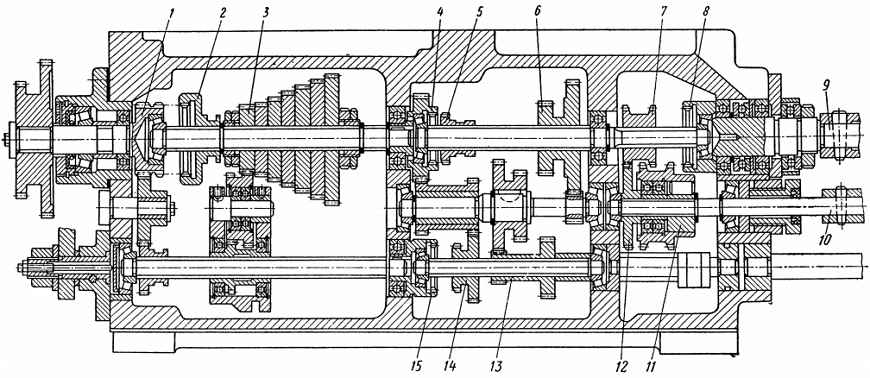
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
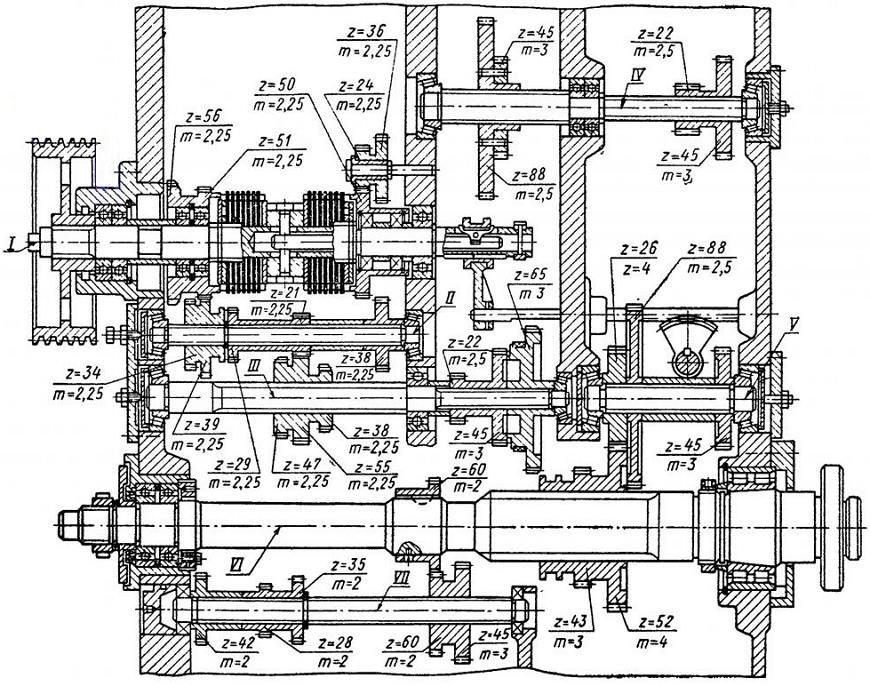
Механизм коробки скоростей
Задняя бабка 1К62
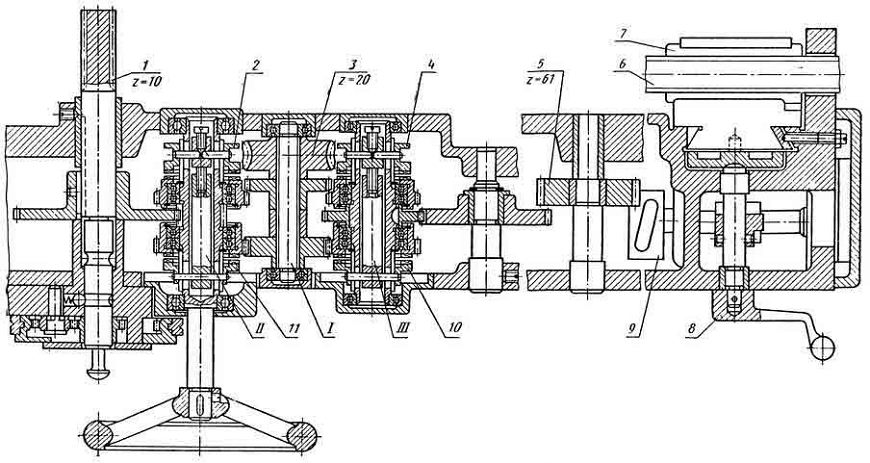
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Устройство коробки подач
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
- Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
- Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцовыми;
- поперечная каретка;
- нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
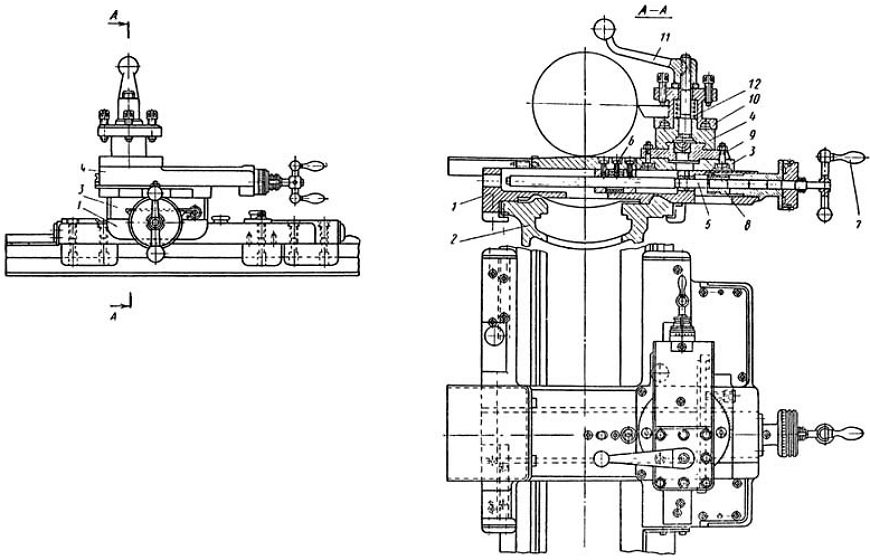
Суппорт станка 1К62
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
Другие важные узлы в конструкции станка
Конструкция токарного станка также включает в себя электрическую систему, с которой можно ознакомиться, изучив технический паспорт устройства. Такая система состоит из трех электрических цепей с различными характеристиками:
- управляющая цепь, для работы которой необходимо напряжение 110 В и ток с частотой 50 Гц;
- силовая цепь, работающая от напряжения 380 В и тока с частотой от 3 до 50 Гц;
- электрическая цепь, которая используется для обеспечения работы осветительного оборудования станка, – напряжение 24 или 36 В, частота тока 50 Гц.
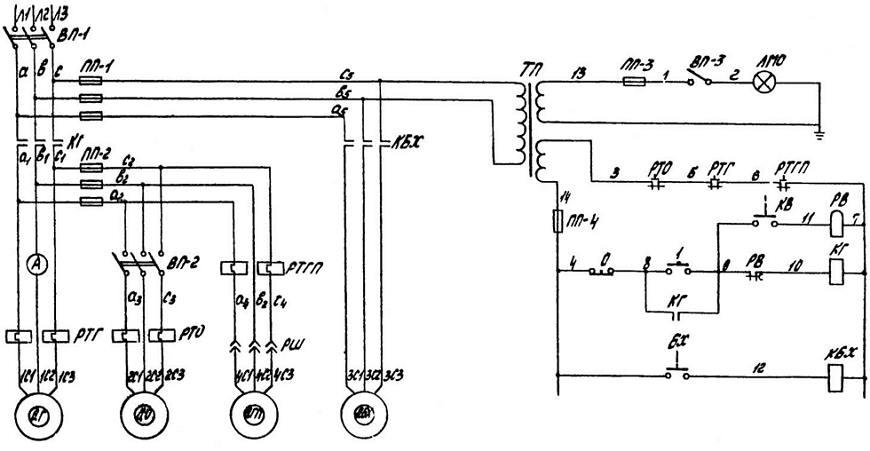
Электрическая схема станка 1К62 (нажмите, чтобы увеличить)
Привод токарных станков 1К62 – это 10-киловаттный электродвигатель, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование и описано, как выполнять запуск станка и настройку всех его характеристик, осуществлять такие процедуры, не имея специальных знаний и навыков, не рекомендуется. Объясняется это тем, что и кинематическая, и электрическая схемы данного оборудования считаются достаточно сложными по своей конструкции.
Отдельные модели токарных станков, что обязательно указано в их паспорте, изначально сконструированы таким образом, что их силовая цепь может запитываться от электрической цепи с напряжением 220 В. Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Станок 1к62: технические характеристики
Одной из важнейших операций при металлообработке является обработка поверхностей вращения. Для выполнения таких работ применяются токарные станки различных типов и спецификаций. Токарно-винторезный станок 1К62, технические характеристики которого рассматриваются в данной статье, предназначен для обработки деталей из черных и различных цветных металлов, нанесения резьбы и точения конусных элементов.
Расшифровка, обозначения и модификации
В 30-е годы в СССР была разработана специальная система обозначений станков. Эта система используется и в настоящее время. Индекс 1К62 состоит из цифры 1, что значит токарный станок, индекса К – поколение модели, цифр 6 – собственно токарно-винторезный тип и 2 – высота центров шпинделя над станиной 220 мм. Поскольку технические характеристики 1К62 могли быть разные, то к основному индексу могли добавляться символы.

Примером модификации основной модели может служить станок повышенной точности 1К62 Б. Технические характеристики такого оборудования позволяли изготовлять прецизионные детали в условиях мелкосерийного производства. Станок выполнялся в трех вариантах, различающихся максимальной длиной обрабатываемой заготовки – 710, 1000 и 1400 мм. У станков была разная длина станины и разная общая длина, которая составляла 2,522 м., 2,812 м. и 3,212 м. соответственно. Вес станков в зависимости от длины – 2160, 2293 и 2401 кг.
Производитель станка
Станок был разработан вскоре после войны конструкторским бюро завода «Красный пролетарий» (располагался в Москве). Он пришел на смену станку 1А62. Первые образцы появились в 1954 году, а два года спустя было запущено серийное производство. Согласно прилагаемой к станку инструкции технические характеристики 1К62 значительно превосходили данные предшественника.
Новый станок быстро получил широчайшее распространение и знаком каждому, кто имеет хотя бы малейшее отношение к металлообработке. После списания станки часто передавались в мастерские различных учебных заведений. Многие школьники и студенты обучались азам металлообработки именно на 1К62.

Станок производился не только в Москве, но и на других предприятиях СССР (например, завод имени С. Орджоникидзе в Челябинске). Технические характеристики 1К62 вполне соответствовали требованиям к такому оборудованию. Заложенные в конструкцию резервы модернизации позволили станку оставаться в производстве до 1971 года, после чего ему на смену пришел не менее известный станок – 16К20. Вариантные исполнения 16К20 производятся и в настоящее время.
Особенности конструкции
Технические характеристики 1К62 обеспечивали станку возможность высококачественного выполнения всех существующих токарных операций, делая его поистине универсальным. Режимы работы станка настраивались по интуитивно понятной схеме. Высокие параметры жесткости узлов станка и специальные подшипники шпинделя, коробок скоростей и подачи позволяли обрабатывать детали после закалки.
Параметры подачи и оборотов шпинделя могут регулироваться в широких пределах. Благодаря этому при помощи твердосплавных или керамических резцов можно осуществлять резание заготовок на высоких скоростях. Станина станка, рассчитанная под применение мощного электродвигателя, успешно противостоит вибрационным нагрузкам, неизбежным при обработке на высокой скорости.
Станина станка
В качестве основания станка используется станина, представляющая собой коробчатую чугунную отливку. Для обеспечения высоких технических характеристик станка 1К62 конструкция станины имеет поперечные ребра П-образного профиля, обеспечивающие высокую жёсткость.
На станине имеются четыре направляющие, поверхность которых проходит закалку и шлифование. Направляющие отличаются формой сечения – две имеют форму призмы и две плоскую прямоугольную. Передняя призматическая и задняя плоская направляющие предназначены для движения фартука, две другие – для задней бабки. Перед началом работы направляющие смазывают из основного масляного резервуара при помощи специального крана.
Под направляющими имеется штампованный поддон для сбора образующейся при точении стружки и отработавшей СОЖ (смазывающей охлаждающей жидкости). В левой опоре станины находится рама для крепления основного электродвигателя, а в правой – места для установки насосов СОЖ и гидравлики (при их наличии). Дополнительно в правой опоре есть место для установки 28-литрового бака СОЖ.
Передняя бабка
На левой части станины расположена передняя бабка, в которой находится коробка скоростей. Под ней смонтирована коробка подач 1К62. Технические характеристики токарного станка в значительной мере зависят от взаимного расположения узлов. Конструкция передней бабки позволяет выставлять ее положение по горизонтальной линии центров.
Под коробкой подач размещено моторное отделение с главным электродвигателем и аппаратурой управления.
Основной двигатель и коробка скоростей
Для привода валов коробок скоростей и подач используется один двигатель. Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Крутящий момент от двигателя передается на входящий вал коробки перемены скоростей с помощью ременной передачи. Поскольку мощность двигателя большая, то в приводе применяются пять (или четыре – для менее мощной версии) параллельных ремней. На входном валу коробки установлена фрикционная муфта, позволяющая осуществлять вращение шпинделя в обе стороны.

Направление вращения задается рукоятками, расположенными на уровне поддона для стружки. Поднятием рукоятки вверх задается прямое вращение, при опускании – обратное. В среднем положении включается ленточный тормоз шпинделя. Коробка скоростей имеет 23 передачи с частотами вращения выходного вала в широком диапазоне оборотов 12,5…2000 (1460) об/мин.
Для смазки узлов установлен отдельный масляный насос, подающий смазку к высоконагруженным узлам. Насос плунжерного типа приводится от эксцентрика на входном валу коробки. Запас масла в составляет 3,7 литра и находится в основном бачке на дне корпуса передней бабки. Для контроля исправности системы смазки в верхней крышке коробки скоростей есть смотровой глазок. При исправной системе через глазок видна струйка масла. Для очистки масла в конструкции станка имеется пластинчатый фильтр.
Выбор скоростей
На корпусе коробки есть четыре рукоятки: две для выбора числа оборотов, одна для установки шага резьбы и рукоятка выбора правой/левой резьбы и подачи.
Под одной из рукояток (ближней к шпинделю) имеется таблица с рядом чисел оборотов. Рукоятка перемещает три блока шестерен, позволяя выбрать ряд оборотов. Для получения оборотов шпинделя более 630 в минуту необходимо сначала отклонить рычаг от себя, затем повернуть влево. Вторая рукоятка передвигает два дополнительных блока шестерен, выставляя число оборотов по круговой таблице в соответствии с выбранным рядом.
Шпиндель и коробка подач
Шпиндель станка устанавливается на выходном валу коробки скоростей на торцевой части передней бабки. Вал шпинделя вращается на специальных высокоточных подшипниках, не нуждающихся в регулировке и обслуживании в процессе эксплуатации оборудования. Шпиндель имеет трехкулачковый патрон и служит для фиксации заготовки и сообщения ей вращательного движения. Зажим детали осуществляется от руки, штатным ключом.
От вала шпиндельной бабки осуществляется привод коробки подач. Данный механизм расположен в нижней левой части станка и приводится во вращение от коробки передач при помощи сменных шестерен. Такой привод обеспечивает заявленные технические характеристики 1К62.
Токарно-винторезный станок оснащен приводом суппорта от коробки передач при помощи ходового валика и винта. При точении суппорт перемещается ходовым валиком, а при нарезке резьбы – от ходового винта. Ходовой винт имеет устройство увеличения шага, которое расширяет диапазоны нарезаемой резьбы. Для более точнго процесса станок имеет возможность прямого привода ходового винта, минуя коробку подач. Обороты выставляются при помощи сменных шестерен из отдельного набора.

Смазка коробки подач производится от отдельного насоса. Запас масла – 0,7 литра – находится в картере коробки. Для контроля исправности насоса в передней части коробки подач имеется смотровой глазок.
Суппорт
Суппорт имеет крестовую схему и предназначен для фиксации резца и обеспечения ему движения продольной и поперечной подач. Для продольного перемещения имеется отдельная каретка. Движения могут осуществляться и от руки, и от механического привода.
Резец закреплен в резцедержателе, который может поворачиваться на заданный угол. Резцедержатель может перемещаться по поперечным салазкам, обеспечивая заданную глубину резания. Параметры перемещения определяются по установленным на суппорте линейкам с масштабными сетками.
Суппорт имеет электропривод от отдельного мотора мощностью в 1 кВт. Электродвигатель развивает до 1400 оборотов, что позволяет осуществлять быстрое перемещение суппорта в рабочее положение.
Фартук
Фартук представляет собой подвижный корпус механизмов для продольного и поперечного перемещения суппорта. В конструкции фартука есть кулачковые муфты, позволяющие осуществлять движение в обе стороны. Также есть дополнительная муфта для отключения привода при перегрузке.
Поступательное движение суппорта выполняется от ходового винта (при помощи разъемной гайки) или от ходового вала. Такое решение значительно улучшает технические характеристики токарного станка 1К62.
Ходовой вал передает движение фартуку через шестеренную передачу и рейку. Фартук оснащен механизмом отключения подачи суппорта, а также рядом защитных устройств, обеспечивающих безопасность выполнения работ на станке.
Смазка фартука осуществляется от насоса с червячным приводом. Для хранения смазки имеется отдельный резервуар емкостью 1,5 литра. Ходовой винт смазывается вручную.
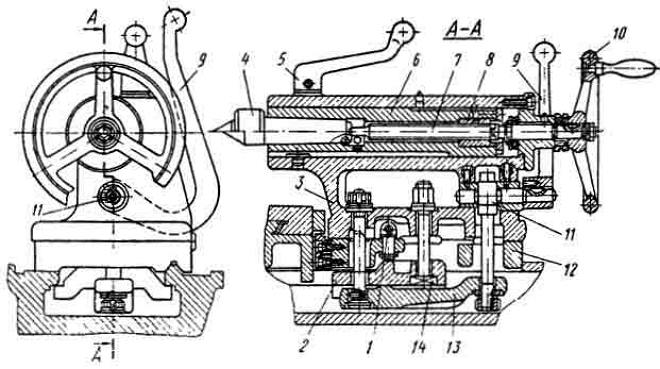
Задняя бабка
Задняя бабка движется по тем же направляющим, что и фартук. Перемещение осуществляется вручную, в нужном положении бабка фиксируется поворотом рукоятки.
В задней бабке устанавливается пиноль с коническим отверстием. В него устанавливается центр для поддержки заднего конца заготовок деталей. По конструкции центры делятся на два типа – вращающиеся и неподвижные. Движение пиноли осуществляется маховиком, расположенным с тыльной стороны. Фиксация пиноли осуществляется отдельной рукояткой.

Кроме центров в задней бабке может располагаться инструмент для выполнения и обработки внутренних отверстий в заготовках. Задняя бабка может быть соединена с суппортом и использоваться для сверления отверстий с механической подачей.
Дополнительно имеются продольные направляющие, которые позволяют получать на станке поверхности в форме пологого конуса. Такая конструкция бабки улучшает технические характеристики токарного станка 1К62.

