

Рубочный станок смж 133а электрическая схема
СМЖ-172 станок для резки арматурной стали
Схемы, описание, характеристики

Производитель станка для резки арматурной стали модели СМЖ-172 предприятие – Строительные машины г. Санкт-Петербург.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков для резки арматуры и множество иностранных фирм из Китая, Турции, Болгарии, Италии и т.д.
Наиболее известные российские производители станков для рубки и резки арматурной стали:
- Астраханский станкостроительный завод – электромеханические отрезные станки СМЖ-172БА, СМЖ-НА40М, СМЖ-175
- Долина – Кувандыкский завод КПО – электромеханические отрезные станки Н1226Г, Н1226Д, Н1229, НГ1428, НГ1430А, НГ1432, НГ1433
- ПромСтройМаш г. Барнаул – электромеханические отрезные станки СМЖ-172
- Строительные машины г. Санкт-Петербург – электромеханические и гидравлические отрезные станки СМЖ-172, СМЖ-172А, СМЖ-133М, СМЖ-160, СМЖ-172Б, СМЖ-172БМ и СМЖ-172БМА
- Унитех г. Новочебоксарск – электромеханические правильно-отрезные станки АКС-1, АКС-2, И-6122.03, ГД-162.03, СМЖ-357
Станки, выпускаемые Астраханским станкостроительным заводом, АСЗ
СМЖ-172 станок электромеханический для резки арматурной стали. Назначение, область применения
Станок СМЖ 172 предназначен для резки арматурной стали на предприятиях по производству железобетонных изделий, в арматурных цехах заводов сборного железобетона и на строительных площадках под навесом.
Станок для резки арматурной стали СМЖ-172 предназначен он для резки арматурной стали класса А-1 диаметром до 40 мм. Станок, также, может применяться для резки круглой, квадратной и полосовой стали с пределом прочности до 470 МПа. Климатическое исполнение У2 по ГОСТ 15150.
Станок СМЖ 172 содержит:
- Сварную станину, в отверстия которой запрессованы бронзовые втулки
- Маховик, насаженный на приводной вал
- Редуктор, состоящий из двух пар цилиндических зубчатых колес
- Механизм привода ножа, состоящий из кулисы, эксцентрикового вала и вкладыша. Подвижный нож укреплен в верхней секции кулисы, а неподвижный — в пазу станины
Вращение от электродвигателя передается через клиноременную передачу и редуктор эксцентриковому валу, который приводит в движение кулису и нож, закрепленный на ней.
Для получения перпендикулярного реза с правой стороны рабочего паза размещен регулируемый упор с реечным зацеплением.
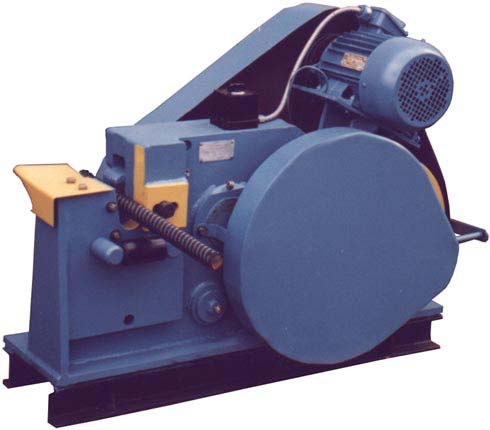
Общий вид станка для резки арматуры СМЖ-172

СМЖ-172 Расположение органов управления станком для резки арматуры

Перечень органов управления станком для резки арматуры СМЖ-172БА
- Кнопка «стоп» красного цвета
- Лампочка сигнальная
- Кнопка «пуск» черного цвета
- Магнитный пускатель
Кинематическая схема станка для резки арматуры СМЖ-172

- Вкладыш
- Вал эксцентриковый
- Зубчатое колесо редуктора
- Маховик
- Электродвигатель
- Зубчатое колесо редуктора
- Нож подвижный
- Нож неподвижный
- Кулиса
Cхема сборки станка для резки арматуры СМЖ-172А

Перечень деталей станка для резки арматуры СМЖ-172А
- СМЖ-172А.01.010 – Станина
- СМЖ-172А.05.000 – Кулиса в сборе
- СМЖ-172А.01.030 – Крышка
- СМЖ-172А.03.000 – Вкладыш в сборе
- СМЖ-172А.07.000 – Кожух
- СМЖ-172А.09.000 – Болт откидной
- СМЖ-172А.06.000 – Плита мотора (подмоторная плита)
- СМЖ-172А.08.000 – Кожух
- СМЖ-172А.00.024 – Нож
- СМЖ-172А.00.003 – Палец
- СМЖ-172А.00.031 – Вал эксцентриковый
- СМЖ-172А.00.032 – Шестерня ( m=10, z=33)
- СМЖ-172А.00.006 – Корпус масленки
- СМЖ-172А.00.009 – Гайка
- Шайба 45.01.05. ГОСТ 11872-73
- СМЖ -172А .00.027 – Шайба
- СМЖ-172А.00.018 – Маховик
- СМЖ-172А.00.021 – Шестерня ( m=10, z=9)
- СМЖ-172А.00.017 – Крышка (4шт.)
- Подшипник 7511А ГОСТ 27365-87 (4шт.)
- СМЖ-172А.00.028 – Вал
- СМЖ-172А.00.016 – Вал приводной
- СМЖ-172А.00.019 – Шестерня (косозубая m=4, z= I3)
- СМЖ-172А.00.029 – Шестерня перебора (косозубая m=4, z= l 14)
- СМЖ-172А.01.001 – Втулка (капролон – 2шт.)
- СМЖ-172А.02.000 – Упор (Рольганг)
- СМЖ-172А.00.034 – Стойка
Станок для резки арматуры СМЖ-172А. Кулиса в сборе (станки выпуска до 31 декабря 2013г)

СМЖ-172А.05.000 – Кулиса в сборе
- СМЖ-172А.05.001 – Кулиса
- СМЖ-172А.05.002 – Щиток
- СМЖ-172А.05.003 – Втулка кулисы
- СМЖ-172А.05.004 – Нож
Станок для резки арматуры СМЖ-172А. Вкладыш в сборе (станки выпуска до 31 декабря 2013г)

СМЖ-172А.03.000 – Вкладыш в сборе
- СМЖ-172А.03.001 – Вкладыш
- СМЖ-172А.03.002 – Вкладыш
- СМЖ-172А.03.003 – полумуфта
- СМЖ-172А.03.004 – накладка
Схема процесса резки прутков арматуры на станке СМЖ-172

Устройство и работа станка для резки арматуры СМЖ-172
Станина предназначена для монтажа станка и его составных частей и включает в себя:
- Основание из листового проката с приваренной к нему рамой, изготовленной из швеллеров, с отверстиями для крепления станка на фундаментных болтах
- Приваренный к основанию вертикальный лист с подшипниковыми опорами и съемной крышкой
В верхней части станины имеются:
- Рабочий зев станины, на одной стороне которого укреплен съемный неподвижный нож
- Ролик для подачи разрезаемого материала
- Регулируемый упор. Упор предназначен для получения реза, плоскость которого перпендикулярна продольной оси разрезаемых прутков различных диаметров
Упор состоит из двух рифленых планок 3 и 5, одна из которых неподвижно крепиться к станине, а вторая может перемещаться относительно первой и прижиматься к ней болтом 4
Отверстия крепления подмоторной плиты электродвигателя и кронштейна пульта управления.
Отверстия для подъема и транспортировки станка.
Между вертикальным листом станины и укрепленной на 3-х штифтах и 5-ти болтах крышкой, расположена кулиса в сборе, в полости которой размещается ползун. Ползун приводится в движение эксцентриковым валом. Между шейкой эксцентрикового вала и ползуном размещены ролики игольчатые. На обрезе кулисы укреплен подвижный нож 2, взаимозаменяемый с неподвижным ножом станины.
Конструкция ножей позволяет использовать в качестве рабочих четыре кромки.
Кулиса совершает качательное движение вокруг пальца, укрепленного в станине.
Движение кулисы осуществляется посредством передачи энергии от электродвигателя через клиноременную передачу с маховиком, две пары зубчатых колес, закрытых защитным кожухом, и эксцентриковый вал.
Электродвигатель установлен на подмоторной плите, имеющей два болта для регулировки натяжения клиновых ремней.
Включение и выключение электродвигателя производиться посредством кнопочных выключателей магнитного пускателя, установленного на верхнем торце станины.
Схема электрическая станка для резки арматуры СМЖ-172

Ножи для станка резки арматуры СМЖ-172


Размеры ножей для станка резки арматуры СМЖ-172
- Длина х ширина х высота, мм (L x B x S) . 110 х 40 х 18
- Диаметр отверстий, мм (D) . 11
- Количество отверстий . 2
- Расстояние отверстия от кромки ножа, мм (a) . 25
- Расстояние между отверстиями, мм (a1) . 60
- Количество ножей в комплекте . 2
Размеры ножей для станка резки арматуры СМЖ-172А, СМЖ-172БМА
- Длина х ширина х высота, мм (L x B x S) . 110 х 40 х 18
- Диаметр отверстий, мм (D) . М12
- Количество отверстий . 2
- Расстояние отверстия от кромки ножа, мм (a) . 25
- Расстояние между отверстиями, мм (a1) . 60
- Количество ножей в комплекте . 2
Технические требования к ножам для резки сортового проката
Ножи для пресс ножниц изготавливаются по ГОСТ 25454-82 Ножи к ножницам для резки сортового проката. Технические требования
Категории ГОСТ 25454-82 по ОКС:
- Ножи не должны иметь трещин, заусенцев, раковин, острых углов и кромок (кроме режущих). Поверхности, образующие режущую кромку не должны иметь задиров, прижогов. Режущая кромка не должна быть затуплена, выкрошена, не должна иметь забоин.
- Ножи должны изготавливаться из стали марок:
- Х12Ф1, ХБФ, 5ХНВС, 6ХС, 6ХВ2С, Х12М, 9ХС, 8ХФ для холодной резки стали
- Р6М5 по ГОСТ 19256-73, 4Х5В2ФС по ГОСТ 5990-73 для горячей резки стали
- Твердость ножей, HRC = 52. 59 для холодной резки металла
- Твердость ножей, HRC = 40. 50 для резки металла в горячем состоянии
- Допускается по согласованию с потребителем изготовлять ножи из других марок стали, не снижающих качества ножей
- Параметры шероховатости Ra поверхностей ножей не должны превышать следующих значений, мкм
- Поверхности, образующие режущую кромку (передняя, задняя) и опорные поверхности . 1,25
- Поверхности крепления и фасок . 20
- Остальные поверхности . 10
Станок гидравлический для резки арматурной стали СМЖ-133А
Назначение станка по металлу СМЖ-133А
Усиление на ножах, кН: 600 Диаметр разрезаемой стали, мм: 6-40 Продолжительность цикла резки, с: 4-6 Рабочее давление, МПа: 30 Для заготовительных участков ЖБИ
Технические характеристики станка СМЖ-133А
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок гидравлический для резки арматурной стали СМЖ-133А по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели СМЖ-133А производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок гидравлический для резки арматурной стали СМЖ-133А составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок гидравлический для резки арматурной стали СМЖ-133А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок гидравлический для резки арматурной стали СМЖ-133А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Станки для резки и гибки арматуры СМЖ
 Станок СМЖ – компактное оборудование, предназначенное для резки и гибки стальной арматуры как на производственных предприятиях, так и непосредственно на строительных площадках. Разработкой и серийным выпуском станков занимается компания ООО «Строительные машины», машиностроительная компания «ПромСтройМаш» и другие российские производители.
Станок СМЖ – компактное оборудование, предназначенное для резки и гибки стальной арматуры как на производственных предприятиях, так и непосредственно на строительных площадках. Разработкой и серийным выпуском станков занимается компания ООО «Строительные машины», машиностроительная компания «ПромСтройМаш» и другие российские производители.
Оборудование различается по типу привода, максимальному диаметру прутков, которые можно разрезать или сгибать. Все станки оснащаются трехфазными электродвигателями различной мощности – от 3 кВт и выше. Электропитание станков осуществляется от источника тока напряжением 380 В.
Разновидности оборудования для резки прутков
Станок для резки арматуры СМЖ может оснащаться различным типом привода:
- С механическим. Это станок для резки арматуры СМЖ-172а, в котором привод ножа от электрического двигателя осуществляется непосредственно через механическую передачу. Применяется кулисный механизм.
- С гидравлическим. Это станки моделей СМЖ 133 и СМЖ 160, оснащенные гидравлическим приводом с давлением 30 Мпа.
Для гибки арматурных стержней применяются универсальные модели 173А, 179А, а для арматурных сеток и плоских каркасов – СМЖ 353А.
Особенности моделей для резки
Станок для резки арматурной стали СМЖ серии 172 выпускается в нескольких модификациях, среди которых в основном используются 172 А и 172 БМА. Различие между ними заключается в том, что в 172 БМА предусмотрен режим одиночного хода.
Основные характеристики станка СМЖ – диаметр круглых прутков, полосы и квадрата, скорость хода, усилие на ножах.
Оборудование данной серии позволяет резать арматуру различного типа с максимальным диаметром до 40 мм. Скорость работы в непрерывном режиме составляет 33 хода в минуту, в одиночном – 9 ходов в минуту.
Ножи для рубочных станков СМЖ 172 получают усилие 350 кН, тогда как в моделях с гидравлическим приводом усилие составляет 600 кН (СМЖ 133М) и 700 кН (СМЖ 160). В последнем станке допустимый диаметр стержней увеличен до 60 мм. Сами ножи производятся из сталей марок 6ХС, 5ХНВС, 6ХВ2С, ХБФ, Х12Ф1. В оборудовании используются съемные и несъемные ножи. Для возможности одновременной резки нескольких прутьев предусмотрено несколько режущих кромок.
Для СМЖ 172 применяется электродвигатель мощностью 3 кВт, для СМЖ 133М и 160 электродвигатели мощностью 5,5 и 7 кВт соответственно.
Особенности станков СМЖ для гибки арматуры
Для гибки арматуры в основном используются станки СМЖ 173А, позволяющие работать со стальными прутками диаметром до 40 мм. Для прутков большей толщины применяются станки для гибки арматуры модели СМЖ 179а, позволяющие выполнять работать с арматурой диаметром до 90 мм. Радиус изгиба стального прутка станком модели 173 составляет 12-55 мм.
Гибка стальной арматуры осуществляется рабочим органом (диском) с помощью цилиндрических роликов-пальцев. Во время поворота диска ролик-палец деформирует стержень до требуемого угла. После завершения работы диск и ролик возвращаются в исходное положение. В зависимости от диаметра арматуры устанавливается требуемая скорость вращения диска.
Принцип работы
Разрезание арматурной стали на универсальных станках осуществляется за счет рубки стержней подвижным ножом относительно неподвижной режущей части. Посредством механического или гидравлического привода подвижный нож опускается с заданным усилием на установленные прутки. Допустима резка нескольких прутков малого диаметра.
Для непосредственной резки прутков арматура при работающем электродвигателе закладывается в зев станка. После завершения резки питание отключается и производится очистка рабочих поверхностей от окалины.
В паспорте на СМЖ 172 имеются указания на обслуживание станка и подготовку к работе. Недопустима эксплуатация оборудования с нарушением целостности ножей.
Подвижный режущий элемент станка СМЖ 133А установлен на держателе, который непосредственно соединен со штоком гидравлического цилиндра. Как только масло подается в гидроцилиндр, поршень обеспечивает перемещение ножа на рабочий ход. При подаче масла в противоположную полость цилиндра нож возвращается обратно. Неподвижный режущий элемент фиксируется с помощью держателя на корпусе. Для регулировки расстояния между подвижным и неподвижным ножами (настройка оборудования для работы с арматурными стержнями требуемого диаметра) меняют положение держателя.
В модели 133А применяется эксцентриковый поршневой насос H401E, обеспечивающий подачу до 18 л/мин и давление порядка 30-31 Мпа. В гидросистеме используется гидрораспределитель, предохранительный клапан, фильтр, гидроклапан и манометр.
Управление осуществляется от педали или автоматику через кулачки, соединенные со штоком гидроцилиндра, и взаимодействующих с выключателями. При диагностике неисправностей и ремонте оборудования для гибки необходимо сверяться с электрической схемой станка СМЖ 133А – схема имеется в руководстве по эксплуатации и обслуживанию (паспорте).
Особенности эксплуатации и технического обслуживания
Обслуживание станков СМЖ заключается в очистке рабочих поверхностей после резки, проверки исправности креплений подвижных ножей, основных узлов, электрооборудования и гидравлики. Запрещается запуск оборудования при поврежденных ножах.
При подключении к электрической сети учитывается максимальная нагрузка. В соответствии с электросхемой станка СМЖ 133А предусматривается контур заземления. Перед запуском оборудование проверяют уровень масла, работу гидравлики. В модели СНЖ 172 также проверяют смазку, натяжение клиновых ремней.
Для замены подвижного режущего элемента необходимо открутить винт крепления ножа СМЖ. Ножи заменяются только при отключенном электропитании станка. Допустим зазор между плоскостями ножей до 0,5 мм. При сборке и испытании станка после ремонта или обслуживание можно регулировать величину зазора с использованием подкладок, размещаемых под неподвижным ножом.
СМЖ 133М
Станок для резки арматурной стали СМЖ 133М

Гидравлический станок модели СМЖ-133М предназначен для резки арматурной стали на предприятиях по производству железобетонных изделий и на строительных площадках. Станок для резки арматуры СМЖ-133М выполнен с гидравлическим приводом, что обеспечило значительно большее усилие реза по сравнению с механическим приводом. Станок обладает высоким ресурсом работы, износостойкостью и легкостью смазки
Конструкция станка СМЖ-133М обеспечивает:
- управление с пульта;
- управление от переносной педали.
Комплект поставки станка СМЖ-133М
- СМЖ-133М.00.000 Станок для резки арматурной стали
- СМЖ-133М.08.000 Педаль
- СМЖ-133М.09.000 Шкаф-пульт с электроаппаратурой
- СМЖ-133М.00.000 Руководство по эксплуатации
Технические характеристики СМЖ 133М
Стандартная комплектация СМЖ 133М
- СМЖ-133М.00.000 Станок для резки арматурной стали
- СМЖ-133М.08.000 Педаль
- СМЖ-133М.09.000 Шкаф-пульт с электроаппаратурой
- СМЖ-133М.00.000 Руководство по эксплуатации
Устройство, схема работы СМЖ 133М
Принцип работы и конструкция станка для резки арматурных стержней СМЖ-133М
Конструкция станка СМЖ-133М
механизм реза станка СМЖ 133М
Станок для резки арматурных стержней СМЖ 133М состоит из двух рифленых планок, одна из которых неподвижно закреплена на станине, а вторая, прикрепляемая болтом, имеет прорезь и может переставляться относительно первой. Станок работает только с непрерывно повторяющимися резами арматуры. Качательные перемещения кулисы относительно оси 12 совершаются вращающимся эксцентриковым валом 11 и передаются через сухарь 10 с плоскими опорными поверхностями. За счет этого уменьшается давление на рабочих поверхностях и, соответственно, их износ. При перемещении к станку арматурный стержень опирается на ролик 2.
Станок СМЖ-133М (рис. 1) включает в себя сварную раму 1, электродвигатель 5, эксцентриковый поршневой насос 6 типа Н401Е с подачей 18 л/мин, развивающий давление до 31 МПа, механизм 3 реза в виде гидроцилиндра с подвижным ножом и держателя неподвижного ножа, гидроаппаратуру 7, гидробак 2 и электрооборудование. Станок управляется от педали или автоматически с помощью кулачков, соединенных со штоком гидроцилиндра и взаимодействующих с конечными выключателями 4. Подвижный нож закреплен на держателе 10, соединенном со штоком 5 горизонтально расположенного гидроцилиндра 4.
При подаче под давлением масла в гидроцилиндр поршень 3 перемещает нож на рабочий ход, величина которого равна 50 мм. В исходное положение поршень возвращается при подаче масла в противоположную полость гидроцилиндра. Неподвижный нож закреплен на держателе-упоре 11, расположенном в корпусе 15. Для регулирования расстояния между ножами при наладке станка на резание арматуры требуемого диаметра держатель перемещают с помощью нажимной втулки 13, вращаемой штурвалом 14. Усилия реза действуют только на основание корпуса 15 и не передаются на раму станка. Поворот втулки 7 и держателей ножей предотвращается шпонками 8 и 12. Крышка 1, поршень и промежуточная стенка 16 уплотнены манжетами 2 и 6 и кольцом 17. Для удаления загрязнений со втулки 7 служит грязесъемник 9.
Станок может работать в режиме одиночных и непрерывных резов.
Гидросистема и система смазки станка для резки арматуры СМЖ-133М
Гидросистема станка СМЖ-133М рис.2
- гидрораспределитель 1РЕ10.64
- предохранительный клапан МКП-12-02
- пластинчатый фильтр
- гидроклапан давления Г24 УНМ
- манометр МПУ-УФ 40МПА.
Система смазки станка СМЖ-133М
Ручная смазка: направляющая гидроцилиндра – через тавотницу ЦИАТИМ-203 один раз в смену
Транспортировка и установка станка СМЖ-133М
Схема строповки станка СМЖ-133М рис.3
При подъеме и транспортировании установленного на брусьях станка СМЖ 133М канаты необходимо располагать в соответствии со схемой строповки, изображенной на рис.3.
Перед установкой станок СМЖ 133М должен быть очищен от антикорозионных покрытий, нанесенных на неокрашенные поверхности, ветошью, смоченной в уайт-спирите или бензине.
Монтаж СМЖ-133М.
Схема установки станка СМЖ-133М Рис.4
Схема установки станка СМЖ 133М приведена на рис.4. Установка станка без специального фундамента допускается только на бетонированном полу толщиной не менее 300 мм.
При резке арматуры диаметрами 30.. .40 мм станок должен быть установлен на бетонный фундамент, глубина заложения которого выбирается в зависимости от типа грунта. В фундаменте должны быть предусмотрены колодцы под анкерные болты. (Анкерные болты в комплект поставки не
входят.) Глубину колодцев принимать не менее 400 мм. Точность установки станка СМЖ 133М не регламентируется.
После установки станок СМЖ 133М должен быть надежно заземлен и подключен к общецеховой системе заземления. Болт заземления находится в нижней части станины.
Рекомендуется перед пуском станка для резки арматуры СМЖ 133М в эксплуатацию обкатать его в течение 2. 3 часов.
Порядок работы станка для резки арматуры СМЖ 133М
- Перед работой необходимо убедиться в исправности станка СМЖ 133М и произвести его наладку на соответствующий диаметр арматуры.
- Уложить несколько прутков, кнопкой «ПУСК» включить электродвигатель.
- Подать прокат в зону резки и нажатием на выносную педаль произвести резку.
- После окончания работы необходимо отключить станок автоматическим выключателем от сети, очистить его от окалины и пыли, произвести осмотр с целью выявления неисправностей
Требования мер безопасности при эксплуатации станка СМЖ 133М
Запрещается:
- допускать к работе на станке СМЖ 133М лиц, не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности;
- работать на неисправном станке;
- работать на станке СМЖ 133М со снятым ограждением;
- выполнять операции, усилия для которых превышают силовые возможности станка;
- настраивать станок СМЖ 133М при включенном электродвигателе;
- производить чистку, смазку и ремонт станка во время его работы.
- Станок СМЖ 133М должен быть надежно заземлен.
- Перед началом работы на станке СМЖ 133М необходимо проверить исправность его узлов и механизмов, все болтовые соединения должны быть надежно затянуты.
- Во время работы станка не разрешается находиться в зоне реза и подачи проката.
Требования к технике безопасности должны соответствовать:
- «Правил устройства электроустановок», ПУЭ.
- ГОСТ 12.2.003-91 «Оборудование производственное. Общие требования безопасности».
При транспортировании и погрузке необходимо соблюдать общие правила техники безопасности на производстве. К эксплуатации электрооборудования должны допускаться только работники, прошедшие соответствующее обучение.
Техническое обслуживание станка СМЖ 133М
График и состав ремонтно-профилактических работ.
При соблюдении всех правил эксплуатации и обслуживания, указанных в паспорте, гамма – процентный ресурс до первого капитального ремонта (при γ = 80% ) должен составлять не менее 1,3 млн. циклов (резов).
При этом выполняются следующие основные работы:
Ежедневный осмотр станка СМЖ 133М
- чистка станка от грязи, окалины, масла;
- подтяжка ослабевших крепежных деталей;
- проверка надежности заземления;
- набивка смазки шприцом;
- проверка состояния ножей;
- выявление деталей, требующих замены или ремонта.
Текущий ремонт станка СМЖ 133М
- замена изношенных и сломанных крепежных деталей;
- чистка (промывка) масленок системы смазки;
Средний ремонт станка СМЖ 133М
- узловая разборка с станка СМЖ 133М
- промывка всех узлов;
- осмотр деталей разобранных узлов;
- составление дефектной ведомости;
- проверка состояния подшипников;
- замена изношенных втулок и пальцев;
Капитальный ремонтстанка СМЖ 133М:
Капитальный ремонт станка СМЖ 133М производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка.

